W形框架铝合金切削力有限元建模与变形预测
2021-07-03 05:45王帅
应用科技 2021年3期
王帅
大连交通大学 机械工程学院,辽宁 大连 116028
W形框架铝合金具有结构轻、强度高和隔音效果好等突出优点,广泛应用于地铁、动车和高铁等轨道交通行业[1]。近年来,学者们认为铣削力是影响铝合金结构件加工质量的主要因素[2−4]。切削力的有限元模型可以较好地预测加工过程中产生的切削力、温度场等变量,对加工变形、刀具磨损和表面质量等方面的研究具有一定的指导意义。与此同时,切削力作用在薄壁件的上下蒙板以及斜筋处,产生了较大的弹性变形,过大的变形量会导致筋板撕裂等弊端[5],因此,切削力研究与变形预测是非常必要的。
目前,对于典型实体薄壁件的切削力有限元研究较为广泛,而对结构复杂的铝合金框架类结构件的研究却较为少见。庄昕[6]采用有限元软件完成了整体框架铝合金 6N01 铣削模拟加工分析,获得了加工过程中工件与刀具热、力分布及刀具的磨损情况。苏彬[7]通过对不同铣刀螺旋角侧铣加工过程的数值模拟,得到铣削加工中切削力的变化规律,通过对斜角切削过程和侧铣加工过程的仿真分析,优化了铣刀螺旋角。但目前的切削有限元模型在数值模拟过程中依然存在一些问题,如:采用完整的中空薄壁结构件进行建模会导致网格数量庞大,计算结果难以收敛;建立的有限元模型在仿真模拟过程中均没有得到理论上的切屑形态,甚至一些仿真中的切屑难以形成。
另一方面,目前对于加工变形方面的研究对象多集中在对航空薄壁件和叶轮叶片。李曦等[8]为预测钛合金薄壁件的弹性变形,建立了基于Rayleigh-Ritz能量法的弹性变形预测模型,在此基础上提出了一种新的非均匀余量设计方法。Wang等[9]以AdvantEdge为平台,建立了单个叶片铣削过程的三维有限元模型,得到了切削力载荷,并将其作为输入条件进行了变形量的静力学计算。李忠群等[10]建立了薄壁件车削的有限元动力学模型,进行了变形的预测,并以变形量为优化目标进行了参数优化。
针对上述存在的问题,本文在切削力有限元建模部分采用将复杂三维模型拆分的方法分别进行数值模拟,得到了若干个薄壁位置侧铣的切削力结果,并将此数据作为变形预测的输入条件。在数值计算过程中,将切削力载荷按照加工的先后顺序依次添加到静力学模型的各个分析步中,采用生死单元技术,实现了材料的去除过程。最后对中空薄壁结构件的变形量进行了预测与分析,得到了不同时刻和位置处的变形量。
1 三维切削力有限元模型建立
1.1 刀具、工件几何模型
W形框架铝合金结构件可看作由蒙板和斜筋组成,这些不同部位的几何参数如表1所示。刀具进给方向为X轴正向,筋板的倾斜角被定义为与X轴负向夹角。在进行切削仿真之前,需要对各个部位的工件进行预切削处理,以得到满负荷情况下的切削力。
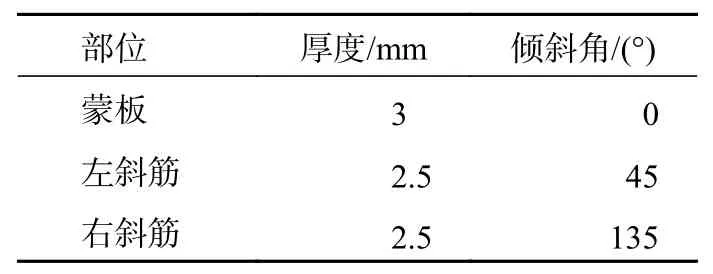
表1 工件不同部位几何参数
加工采用的刀具为硬质合金螺旋立铣刀,其几何参数如表2所示。实际加工中所选用的刀具直径一般较大,2齿或3齿为最佳,保证散热条件良好,螺旋角的选择考虑到加工时的单刃切削状态。

表2 刀具几何参数
1.2 网格划分
刀具和工件均采用四面体网格进行划分,并采用自适应网格技术,在加工过程中,刀刃和工件待加工区域部分的网格不断进行细化,其目的是为了保证计算结果的准确性[11],与此同时在加工过程中有利于切屑的形成。
1.3 Power Law塑性本构模型
本文采用Power Law塑性本构模型,该模型能综合反映出不同的应变、应变率和温度下的材料本构关系,能适应各种不同的材料,而且其自身的表达式简单,是一个较实用的本构模型。Power Law的基本表达式为[12]

式中:σ(εp,,T)为工件材料的流动应力;g(εp)为应变强化函数;Γ()为应变率效应函数;Θ(T)为热软化函数;εp为材料变形过程的应变;为材料变形过程的应变率;T为材料变形过程的温度。
1.4 材料失效模型
材料的失效模型,即切屑分离准则,主要包含两类:一类是几何分离准则,另外一类是物理分离准则。本文采用的后者中的剪切失效模型。根据单元积分点处的等效塑性值是否达到失效应变来判断材料是否失效。当累积损伤值D>1,则认为材料发生失效。D被定义为
2 有限元计算结果与验证
2.1 切削力计算结果分析
切削温度场以及切屑形成过程如图1所示。当前加工参数下,铝合金600A在切削区域的温度维持为200~300 °C,最高温度在切屑根部位置。各位置的切削力数值如图2所示。从图2可以看出,切削力呈现出先增大后减小的变化趋势。这是因为采用了顺铣的加工方式,切屑厚度随着刀具旋转角逐渐减小,呈正弦函数分布规律[13]。此外,刀刃与工件加工区域的接触长度也决定了切削力的大小。从切削力的变化趋势来看,Y向力最大,X向力次之,Z向力最小。从各加工位置来看,右斜筋交叉位置处的切削力最大,右侧斜筋的切削力大于左侧,而水平筋蒙板处的切削力最小。
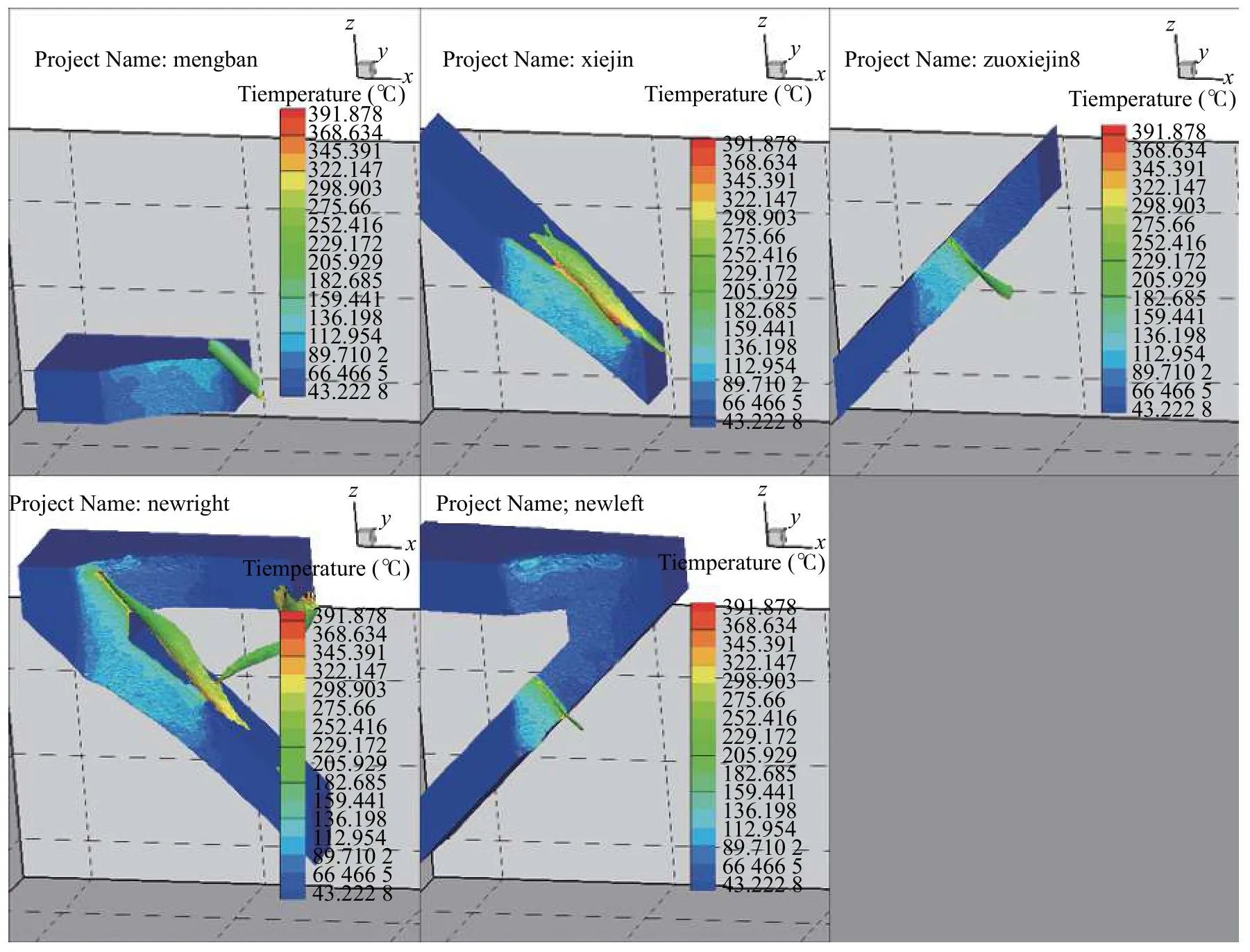
图1 切削温度场与切屑形成过程
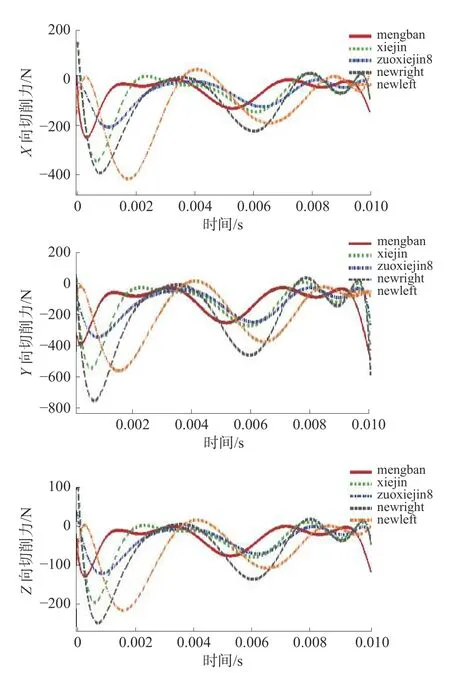
图2 5个部位的3向切削力数值
2.2 切削力试验验证
机床采用HAAS数控立式加工中心,并且采用测力仪(KISTLER Dynamometer Type 9272)测量三向力。加工过程中干切削无冷却,切削试验现场如图3所示。将测力仪与电荷放大器相连,通过A/D数据转换板将电压信号转换成数字信号,然后由DynoWare软件对数字信号进行处理。本次试验采用的加工参数为:主轴转速为6 000 r/min,进给量0.14 mm/齿,径向切深为2.5 mm,刀具和工件的参数选择与有限元模型一致。

图3 切削试验现场
从DynoWare软件中可以提取各位置处的切削力峰值,将有限元与切削试验的结果进行对比,如图4所示。由图4可知,仿真得到的主切削力误差在10%左右,验证了有限元模型正确性。对比不同的加工位置可知,当切削到右斜筋与蒙板的交叉部位时,切削力最大,而蒙板和左侧斜筋的主切削力数值最小,二者数值差异较大。
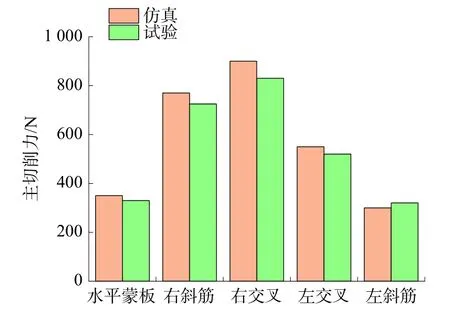
图4 切削力仿真与试验对比
3 框架铝合金加工变形预测
3.1 载荷施加与分析步设置
利用前文切削力的计算结果,提取每一个加工部位的3向切削力随时间变化的数据,将切削力等效成加工区域的集中力,施加于加工表面的参考点,将此参考点和加工表面进行分布耦合。由于结构件的复杂性,铣刀在加工不同部位时切削力是不同的,故需要针对不同的切削对象设置相应的分析步,来模拟完整的切削过程。本文共设置4个分析步,每一分析步都代表着铣刀进给所处的位置。由于不同分析步之间要实现切削力的加载和卸载,故本文采用生死单元技术[14],被“杀死”的单元刚度矩阵乘以一个非常小的缩减系数,与之相关的质量、阻尼、应力和应变也都趋于零。铣刀从工件的最右侧向左侧进给,分析步依次设置为1、2、3、4,其中在每一个分析步中又实现了切削力载荷在水平蒙板和斜筋上的先后加载过程。
3.2 变形量预测结果分析
整个加工过程的变形云图如图5所示。从图5可以看出,斜筋的变形要大于水平蒙板的变形量。在每一个分析步中,随着切削刃在加工表面的运动,下侧水平蒙板最先产生弹性变形,紧接着是斜筋,最后结束于上侧蒙板。通过之前切削力的分析可知,中空薄壁结构件的右侧部分切削力比左侧大,而两侧的刚度相同,故变形量最大的时刻出现在前2个分析步。为了研究在加工过程中工件的各结构出现的最大变形位置与时刻,故本文在水平蒙板和斜筋上分别选取变形参考点,计算得到了每一个设置点随时间变化的变形量。
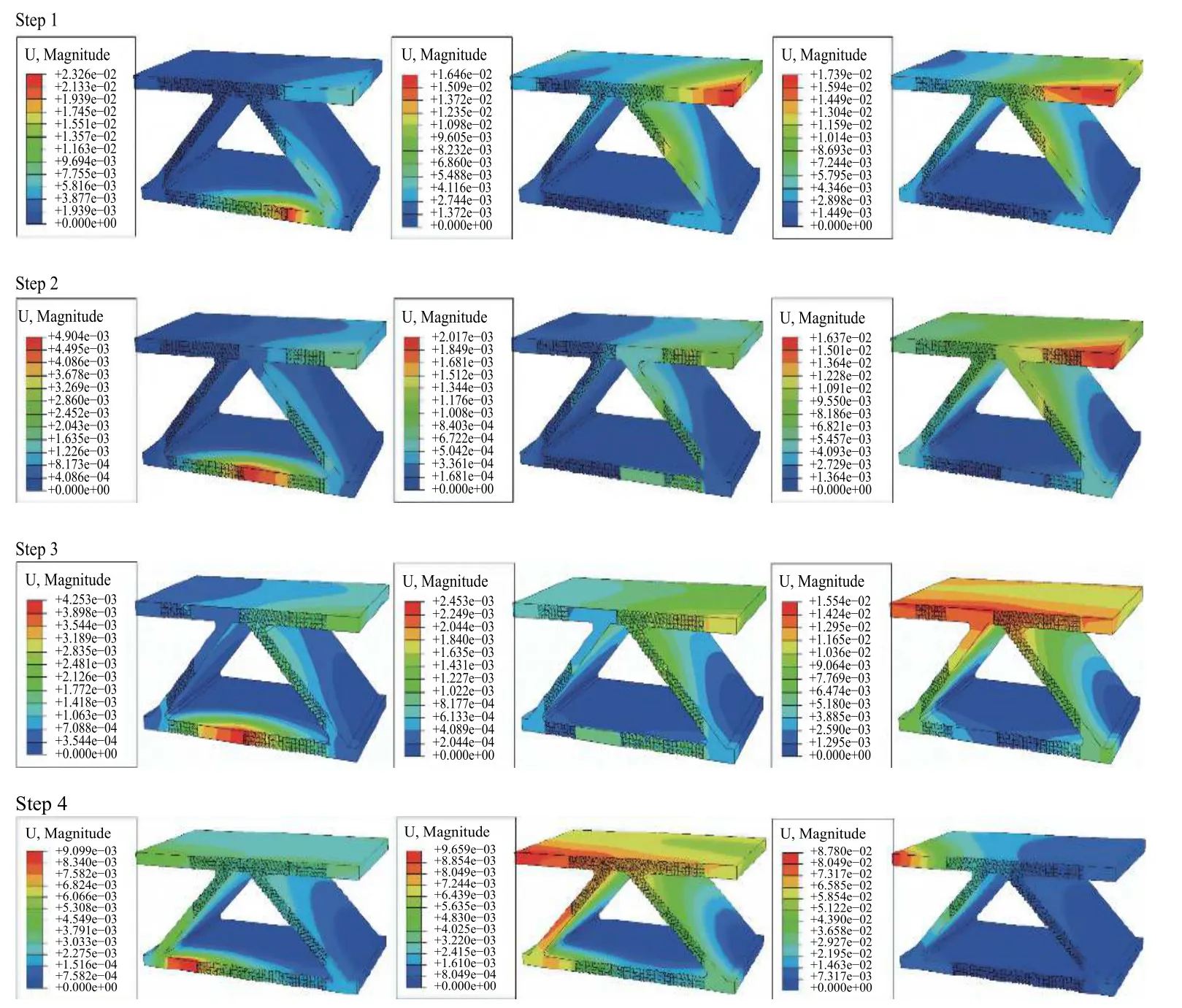
图5 不同分析步、不同加工时刻的工件变形云图
本文在水平蒙板上选取8个结点,如图6(a)所示。在上、下两部分分别对称选取4个结点,代表4个不同分析步的加工区域,主要研究铣刀加工不同部位时在每个结点处所产生的变形量。由于W形框架铝合金斜筋的跨距较大,故需在斜筋上布置较多结点来捕捉斜筋的最大变形位置,如图6(b)所示,左、右斜筋分别对称选取5个结点研究其变形量。
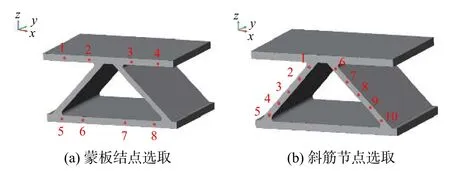
图6 变形量参考节点位置选取
水平蒙板的变形量曲线如图7所示,由图7可以发现上侧水平蒙板的变形程度要远大于下侧蒙板的变形,这种差距主要归因于工件的装夹方式。本次分析将工件底端的一部分进行完全固定,这在很大程度上抵抗了下侧蒙板的变形。下侧蒙板沿Z方向的变形要大于X方向,这是因为水平蒙板厚度远小于宽度和长度,这造成了Z方向的刚度较低。上侧蒙板在结点3处产生了沿X方向的最大变形为0.01 mm,发生在有限元分析的第2个分析步,即加工右侧交叉筋板的时刻,此时的切削力是整个加工过程中的最大值。蒙板在1结点处产生了沿Z方向的最大变形量,数值为0.065 mm,发生在最后一个分析步。因为结点1处蒙板刚度在Z方向最弱,当加工到此位置时产生了Z方向最大程度变形。与结点1形成对称位置的结点4在前2个分析步的加工过程中沿Z方向也产生了较大程度变形,变形量可达0.06 mm。
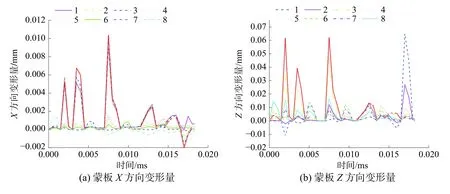
图7 蒙板弱刚性方向(X、Z)变形量历程曲线
左、右斜筋的变形量如图8所示。左侧斜筋沿X方向的变形量在结点2、3位置处变形量最大,结点1和结点4的变形量次之,结点5的变形量最小。由于左、右斜筋结构上的对称性,每个对称位置处刚度相同,故变形规律相似,但两侧斜筋的最大变形量却不同,这是由于加工过程中产生的切削力数值差异较大。当铣刀加工到右侧交叉筋板时,即在2个分析步中,左侧斜筋的结点3处会产生沿X方向的最大变形,变形量为0.02 mm;X方向的最大变形发生在结点8处,此时处于第1个分析步,加工右侧斜筋的时刻,变形量0.037 mm。右侧斜筋的Z向最大变形位于结点7、8两处,变形量0.049 mm,发生在第2分析步,在第1分析步中变形量0.045 mm。
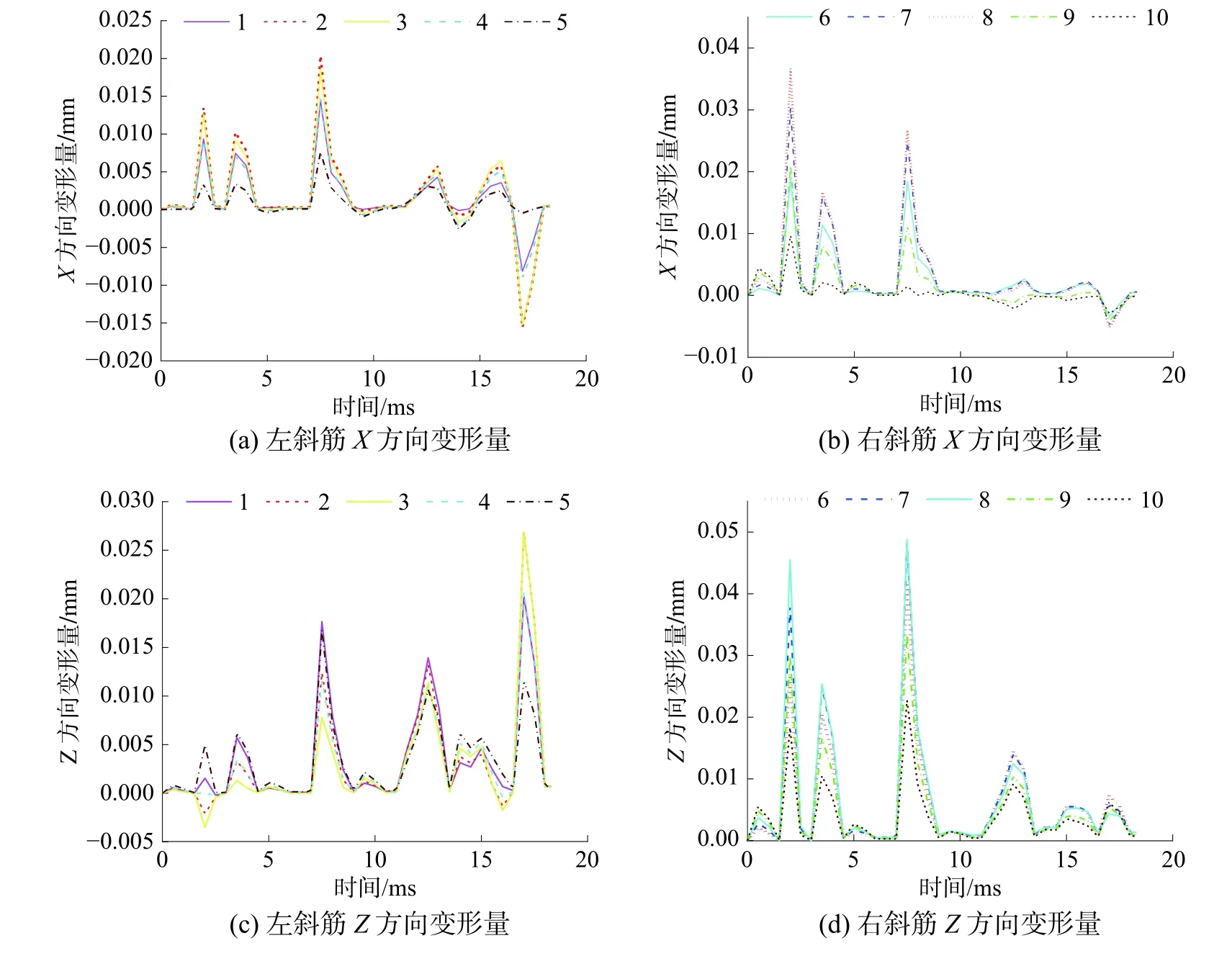
图8 左、右斜筋弱刚性方向(X、Z)变形量
通过分析可得到蒙板和斜筋的最大变形位置以及发生的时刻,如表3和表4所示。由表3和表4可以看出,最大变形发生的位置均集中在前2个分析步。
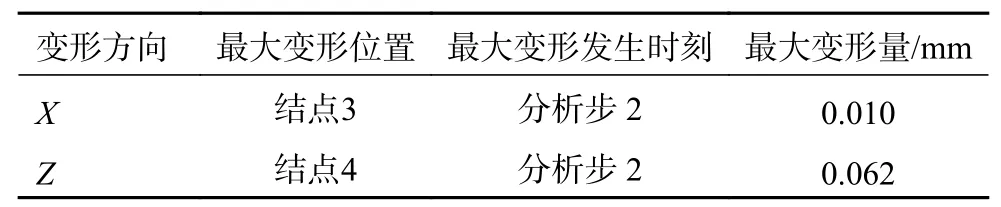
表3 水平蒙板最大变形位置、时刻和变形量

表4 斜筋最大变形位置、时刻和变形量
4 结论
1)对于加工复杂的结构件而言,本文将原W形框架类工件模型进行局部拆分,分别对各局部结构进行切削仿真模拟,以防止由于模型复杂导致的网格畸变等问题,计算时间大幅降低;由于采用网格自划分技术对切削区域进行网格细化,切削力的输出更加平稳,波动较小。
2)在顺铣加工过程中,W形框类铝合金结构件切削力波动较大,其中右侧的斜筋处切削力最大,切削力数值是其他位置处的2~3倍,且刚度较低,加工变形严重。
3)水平蒙板和斜筋在Z方向刚度最低,所产生的变形量最大。最大变形量所产生的时刻位于前2个分析步中,即加工结构件右侧部分的过程。
猜你喜欢
电子制作(2021年14期)2021-08-21
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年10期)2018-10-13
现代机械(2018年1期)2018-04-17
数学物理学报(2018年1期)2018-03-26
焊接(2015年9期)2015-07-18
组合机床与自动化加工技术(2014年12期)2014-03-01
组合机床与自动化加工技术(2014年12期)2014-03-01
振动、测试与诊断(2014年4期)2014-03-01