工厂化瓶栽平菇培养料配方筛选
2021-06-03 09:55:26孔维威康源春袁瑞奇宋志波段亚魁胡素娟孔维丽张玉亭韩玉娥
食用菌 2021年3期
孔维威 康源春袁瑞奇 宋志波 段亚魁 胡素娟孔维丽 刘 芹 崔 筱 张玉亭 韩玉娥
(河南省农业科学院植物营养与资源环境研究所,河南郑州 450002)
河南省是我国食用菌生产大省,2018年食用菌产量和产值分别为530.43万t和391.4亿元,连续16年产量和产值均居全国第一位[1]。2018年全国平菇鲜菇产量为643.52万t,河南省平菇产量为111.16万t,占全国平菇产量的17.27%,占全省食用菌总产量的20.9%[1]。我国栽培平菇主体是农户。近几年在平菇产业转型升级过程中,河南省出现了工厂化袋栽平菇企业[2]。韩国对工厂化瓶栽平菇的研究较多[3],其栽培水平已处于世界领先地位。我国瓶栽食用菌的研究以金针菇[4]、杏鲍菇[5]、海鲜菇[6]、猴头菇[7]、银耳[8]为主,其中金针菇工厂化瓶栽生产水平较高,但工厂化瓶栽平菇在国内研究较少。河南省农业科学院植物营养与资源环境研究所较早开展平菇工厂化栽培相关研究,并率先育成国内第一个工厂化瓶栽平菇专用品种,且通过河南省农作物品种审定[9],其相关选育方法申报了发明专利并获得授权[10]。目前国内工厂化瓶栽平菇的研究尚处于起步阶段,还有许多问题(品种、配方)需深入研究。因此笔者设计了9个配方,考察不同配方对工厂化瓶栽平菇子实体生长发育和产量的影响,以期为选择合适的培养料配方提供参考。
1 材料与方法
1.1 供试菌株
黑平16-1,河南省农业科学院植物营养与资源环境研究所保藏。母种培养基为PDA培养基。原种培养料配方为棉籽壳98%,石膏2%。料含水量50%~55%。
1.2 供试培养料配方
试验设9个培养料配方,详见表1。
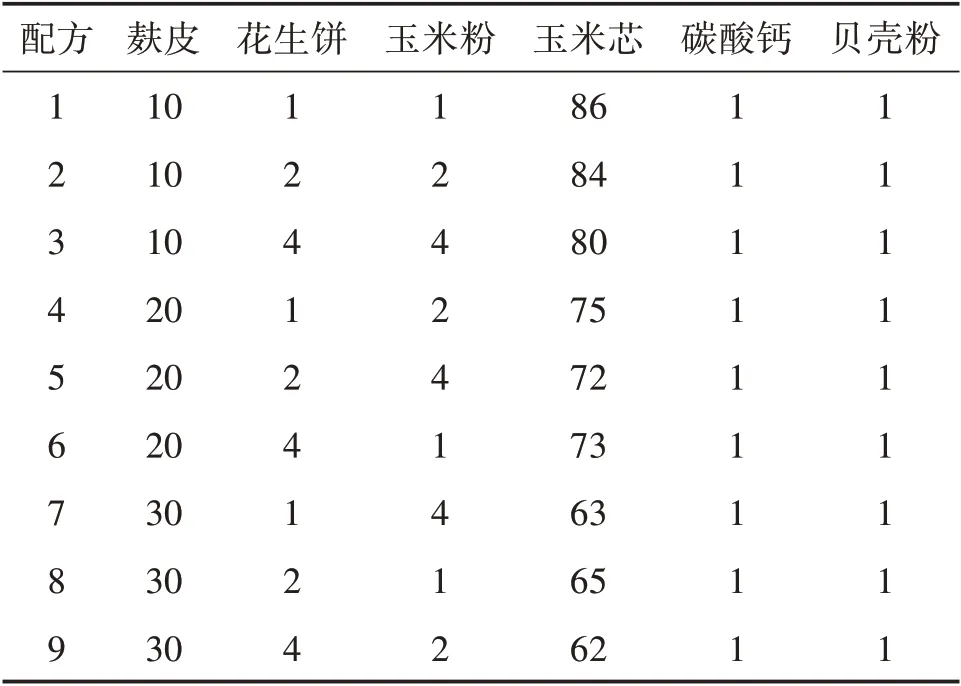
表1 培养料配方 单位:%
1.3 栽培方法
按配方将培养料放入搅拌机,加水后搅拌均匀,培养料含水量69%。采用1 100 mL塑料瓶,瓶口直径80 mm。自动装瓶机装料,用配套的塑料盖封口。每瓶装培养料折干重230 g左右。高压灭菌2 h,冷却后于净化车间内接种,接种量(固体菌种)为15 g/瓶。菌丝培养温度24℃,空气相对湿度低于60%,光照强度50 lx以下,二氧化碳质量分数低于0.3%。菌丝满瓶5 d后,去掉瓶盖,移入出菇室。塑料瓶整筐呈45°摆放,瓶口与地面平行。出菇期温度16℃,空气相对湿度95%,光照强度150 lx,二氧化碳质量分数低于0.08%。子实体七分熟时采收,试验只采收第1潮鲜菇。每个配方48瓶(3筐),3次重复。
1.4 测定与分析
观察菌丝长势,记录满瓶时间、原基形成时间、采收时间,统计产量,计算生物学效率。
1.5 数据分析
数据采用SPSS15.0统计软件进行统计分析。
2 结果与分析
2.1 供试配方平菇(黑平16-1)发菌结果
由表2可以看出,供试配方对平菇菌丝满瓶时间有影响。配方9满瓶时间最短,为22 d,配方6、配方7、配方8均为23 d,而配方1、配方2、配方3、配方4、配方5均为24 d。供试配方对菌丝长势没有显著影响。

图1 工厂化瓶栽平菇出菇场景
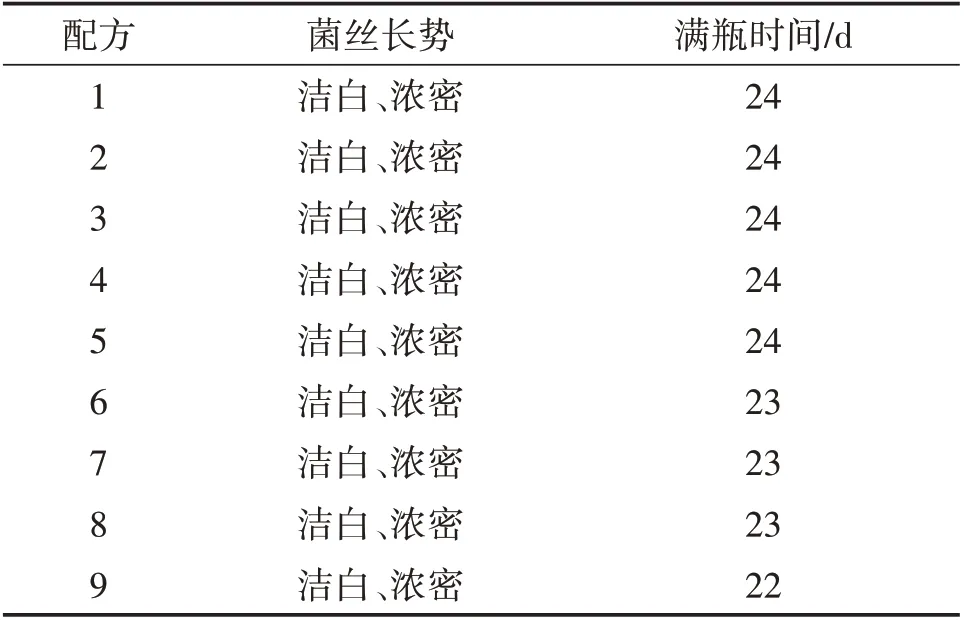
表1 供试配方平菇(黑平16-1)发菌结果
2.2 供试配方对平菇(黑平16-1)原基形成时间、采收时间、产量和生物学效率的影响
由表3可以看出,供试配方对黑平16-1子实体生长发育影响显著。配方1、配方2、配方3、配方4、配方5的采收时间(采收时间为从原基形成到子实体发育七分熟,采收标准为整筐95%以上子实体达七分熟)均为3 d,而配方6、配方7、配方8、配方9均为5 d。供试配方对黑平16-1产量和生物学效率影响显著,配方3、配方7、配方8、配方9生物学效率均超过60%。供试配方对原基形成时间没有影响。
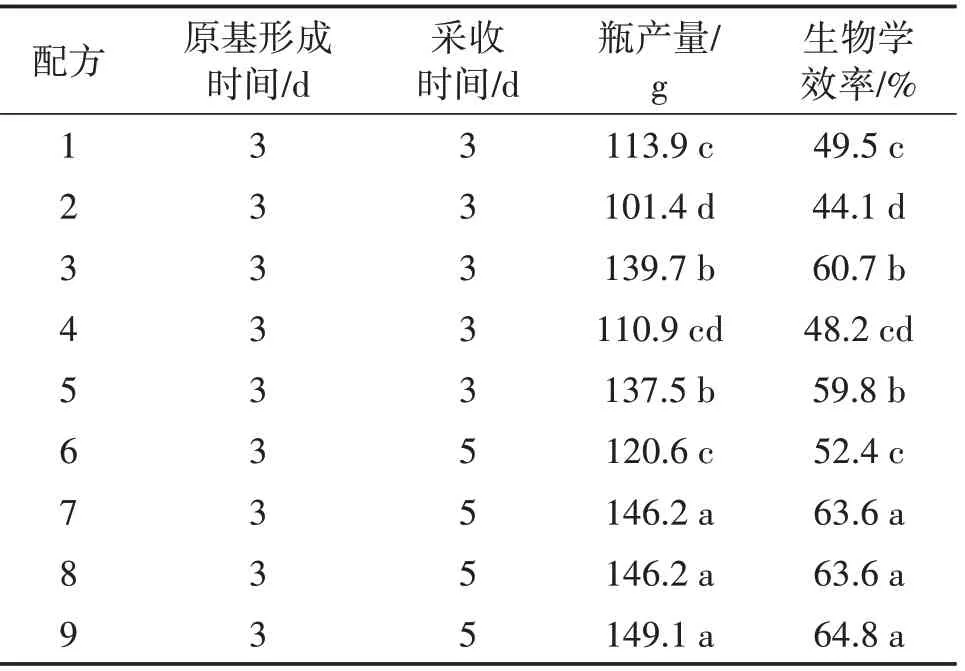
表2 供试配方对黑平16-1原基形成时间和产量等的影响
3 小结与讨论
瓶栽是韩国平菇工厂化生产主要模式,其技术水平世界领先,但栽培平菇的品种以柄长、盖小(小姬菇)品种为主,短柄大盖的平菇品种因不受市场欢迎,很少见,这与中国消费市场完全不同[11]。平菇有其自身的生长发育特性和对环境的要求,现有金针菇、真姬菇等食用菌品种的工厂化瓶栽技术直接应用于平菇工厂化生产,存在很多问题。已有研究发现,瓶栽平菇采收子实体的成熟度对产量、质量和经济效益影响显著[12]。因此需要从厂房设计、品种、菌种、配方、制袋、发菌、原基诱导、出菇管理、采收、储运等各个环节进行探索。工厂化生产主要关注第1潮菇产量,第1潮菇生物学效率应高于70%。韩国工厂化栽培平菇配方由以锯末+米糠(80∶20)为主,改为锯末+甜菜渣+棉籽壳(50∶30∶20),产量提高了近一倍。笔者试验结果表明,工厂化生产条件下,培养料中麸皮质量分数较低(10%或20%)时,可适量添加花生饼、玉米粉质量分数以提高平菇产量,但当麸皮质量分数较高(30%)时,添加花生饼、玉米粉增产作用不明显。试验配方3、7、8、9生物学效率均超过60%,虽低于70%,但比配方2提高了10%以上,说明科学合理的配方增产作用效果十分显著。由此可见,不断筛选更科学合理的培养料配方是进一步提高工厂化瓶栽平菇产量的一个有效途径。
猜你喜欢
故事作文·低年级(2023年1期)2023-02-23 07:19:22
中国食用菌(2021年10期)2021-11-04 06:23:26
小学生(看图说画)(2020年10期)2020-10-29 01:44:32
农家之友(2020年5期)2020-06-28 02:16:46
食用菌(2018年5期)2019-01-08 02:52:34
计算机应用(2018年10期)2018-11-22 09:37:54
华南师范大学学报(自然科学版)(2017年4期)2017-09-11 09:16:23
科学种养(2017年8期)2017-08-10 20:46:40
浙江大学学报(农业与生命科学版)(2017年2期)2017-05-19 07:41:15
农家科技中旬版(2016年12期)2016-04-16 03:41:27