2250热轧粗轧万向轴的激光熔覆修复研究
2021-05-28 18:47冯映科
内燃机与配件 2021年8期
关键词:修复
冯映科



摘要:2250热轧粗轧万向轴是轧线的关键设备之一,然而长期处于高负荷、重载荷的环境中运行,易造成万向轴的叉头部位磨损过大。目前针对叉头磨损过大的情况,主要通过更换新的万向轴来解决问题,造成生产成本的增加。由于激光熔覆材质更加耐磨,通过激光熔覆方式,恢复万向轴叉头原有孔位尺寸补偿,延长原有万向轴的使用寿命,提高设备的使用率,降低生产成本,增加企业的生产效益。因此,该修复方法具有可行性。
关键词:万向轴;激光熔覆;修复;生产效益
中图分类号:TG333.17 文献标识码:A 文章编号:1674-957X(2021)08-0100-02
0 引言
冶金设备价格昂贵,且经使用一定周期后,零部件磨损,部分功能失效,若更换新的零部件,采购时间长,且成本高。可通过绿色再制造的修复,恢复原有设备的功能,降低设备的使用成本,提高企业的竞争能力,实现绿色循环发展的必由之路之一[1]。
万向轴作为宝钢2250热轧线粗轧的主要传动设备,在热轧生产线的紧凑布局中实现不在同一轴线上且两轴线较大夹角下情况下动力传输。
粗轧的附近都是高温高湿的环境,万向轴负载较大。由于以上因素的影响,容易造成万向轴的叉头磨损过大,从而造成万向轴在工作过程打滑、振动等现象。张博等人针对万向轴叉头微量磨损情况提出有效的解决方法[2],其方法不适用在修复磨损量过大的万向轴,目前只能采用新制万向轴来替换,从而增加企业的生产成本。在整根万向轴的制造过程中,叉头的成本占其比例不超过15%,因此,通过修复叉头部位,更换新的十字包与其配对,重新投入生产,修复成本低,修复后的叉头耐磨性更好,符合国家节能减排的政策,绿色环保。
激光熔覆的表面具有良好冶金结合,并且稀释母体成份低及变形量小。激光熔覆常作为冶金设备再制造修复的一种途径之一[3]。董泽军等人成功利用激光熔覆对轨梁厂的轧机牌坊进行修复,取得良好的成效[4]。韩晨阳等人对不锈钢冷轧辊表面利用Ni60自熔性合金粉激光熔覆,分析激光熔覆各参数的影响,利用最佳的参数组合获得最优的修复效果[5]。詹台凡亮等人以不同铁基粉末作为打底层、过渡层和工作层,对42CrMo材质的扁头套工作表面进行熔覆,结果表明熔覆层良好,扁头套的修复质量得到保证,有效提高扁头套使用寿命[6]。裘伟峰等人通过激光熔覆在层流冷却辊表面来提高辊子的使用寿命周期,两年以上的使用寿命达到进口件的使用时间指标[7]。
因此,本文利用激光熔覆的方法修复万向轴叉头,从绿色制造角度出发,阐述其修复的必要性。
1 万向轴叉头修复试验材料选用
万向轴叉头的材质是用合金结构钢34CrNi3Mo锻造的,利用热处理工艺手段提高叉头的机械使用性能。其材料的化学成分为C:0.3%至0.36%、Mn:0.05%至0.8%、Si:0.3%至0.6%、Cr:0.9%至1.2%、Ni:1.5%至1.8%、Mo:0.35%至0.5%、P≤0.015%、S≤0.007%。由此可知,叉头的材质具有可焊性差和对裂纹敏感指数高的特点。
如图1所示,万向轴的叉头使用过后尺寸磨损严重,单边磨损量出现大于1mm以上,磨损表面出现大大小的坑洼,必须恢复原有叉头的形位尺寸方可恢复万向轴的使用功能。
2 万向轴修复工艺流程
万向轴的修复工艺:先对万向轴的叉头部分进行拆解和清洗,接着磁粉探伤整个叉头部位,镗削修复部位疲劳层,然后激光熔覆,并镗叉头内孔,最后修复后探伤。
2.1 拆解和清洗万向轴的叉头
万向轴为SWP类型万向轴,因此先拆卸万向轴叉头上的螺栓,然后将法兰侧的叉头分离,再分离十字包,最后将所有配件均解体完成。叉头本体上遗留较多的干油,需要进行清洗干净后方可进入探伤。
2.2 探伤万向轴的叉头
万向轴的叉头是万向轴受力的核心部位之一,运行中反复受到较大的交变载荷,经使用一段时间后在叉头的表面容易产生裂纹源。为了保证修复后的叉头可靠性,对其叉头部位采用磁粉探傷,并按照JB/T5000.15-2007标准执行。
2.3 镗削万向轴的叉头
针对万向轴叉头磨损的部位进行镗削,祛除表面磨损层和疲劳层,显现出母材本体的金属光泽,为了保证熔覆质量,母体的光洁度在一定粗糙度范围。
2.4 激光熔覆万向轴的叉头
由于叉头的材质具有可焊性差和对裂纹敏感指数高的特点,因此采用铁基牌号603作为本次激光熔覆的粉末。由于铁基材料具有良好的熔覆性,因此采用一种材质多层熔覆到位,保证一定的机械加工余量即可。其激光熔覆的粉末化学成份为C:0.07%、Mo:2%至2.5%、Ni:32%至36%、Cr:18%至22%、Si:0.9%至1.3%、B:0.7%至1.3%、Nb:0.8%至1.2%。
本次万向轴修复的激光熔覆设备功率为3kW;采用纯度大于99.99%的氩气为保护气体,流量为13-25L/min;送粉量为5-7g/min,熔覆枪头移动的速度为1100-1200mm/min。激光熔覆前将粉末烘烤干燥,叉头本体采用氧乙炔进行加热,并且防止过烧,叉头预热的温度为130-150℃。为防止熔覆的缺陷出现,采用多层熔覆时保证层间温度为170℃左右。叉头激光熔覆操作如图2所示。
2.5 镗削万向轴的叉头
十字包轴承外圆与叉头的过盈量≤0.05mm,能保证万向轴运行平稳及寿命长的优点[2],将检测十字包轴承外圆尺寸,配镗削叉头的尺寸。先将叉头用M20螺栓紧固,采用定力矩扳手三次紧固,保证叉头紧固的可靠性。接着半精镗和精镗叉头内孔,保证主轴中心与叉头孔位跳动≤0.02mm。
2.6 修复后探伤万向轴的叉头
因该万向轴的工作转速低于500r/min,因此不需要做动平衡,按照JB/T5000.15-2007做无损探伤即可。
3 万向轴叉头修复的效果分析
经修复后的万向轴与新制件有明显的区别,本文主要从激光熔覆宏观的效果、硬度和使用的经济价值方面进行分析,对激光熔覆万向轴叉头的可行性做详细的分析。
3.1 万向轴叉头内孔激光熔覆宏观分析
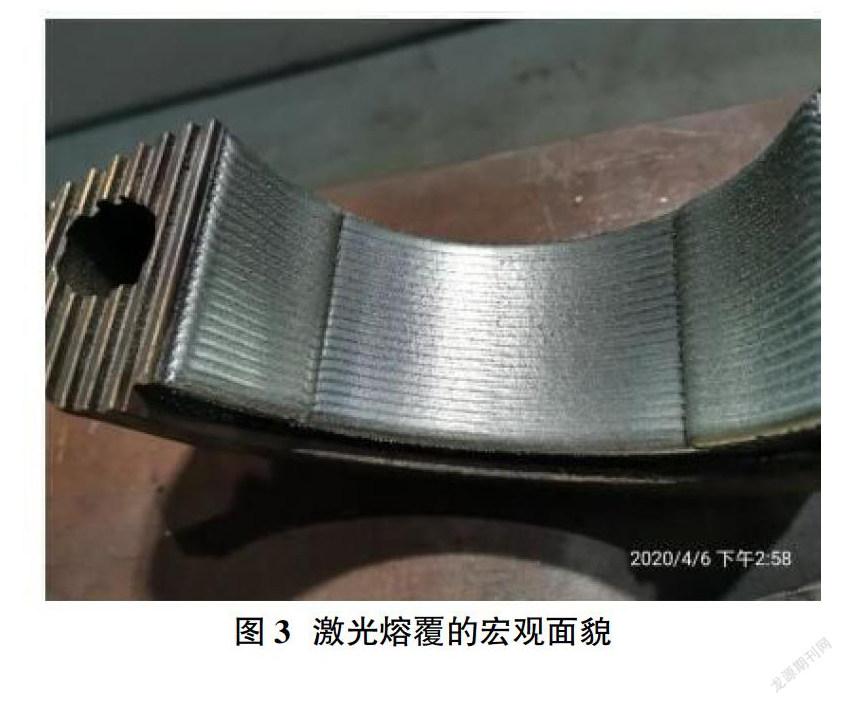
如图3所示,经过激光熔覆2层熔覆的效果图。从宏观上观察,激光增材层成形较为良好的表面,熔覆区域未出现孔洞、裂纹等外观可视缺陷,熔覆的宽度较为稳定,每层激光增材层较为均匀。
激光熔覆后的激光增材层经镗削表面,再进行磁粉探伤,无发现裂纹,说明熔覆的效果良好。
3.2 万向轴叉头激光增材层硬度分析
为进一步对激光熔覆后的硬度进行分析,万向轴的激光增材层不同厚度做硬度分析,发现硬度均在32-34HRC范围内。从硬度检测结果可知,铁基粉末激光熔覆的硬度较为稳定,取得良好的修复效果。
3.3 万向轴修复的经济效益分析
万向轴激光熔覆修复的周期7天,且修复的成本仅为新品的一半左右。因此,万向轴在经济效益的角度上占据了优势。修复好的万向轴在轧线上的使用寿命上与新品件等同。由此可见,通过激光熔覆修复好的万向轴在性价比方面更占据优势。图4为修复好的万向轴图。
4 结束语
2250热轧粗轧万向轴在叉头磨损严重的情况下,通过激光熔覆的方式对叉头内孔的形位尺寸进行补偿,经过机械加工恢复原有的尺寸要求,并且保证万向轴的叉头内孔硬度符合图纸要求。修复后的万向轴使用寿命与新品一致,且在修复成品只占用新品价格的一半。在修复时间周期短和等同寿命上,证明激光熔覆修复万向轴的可行性和价值性,也符合绿色制造的理念,为企业创造可观的经济效益。
参考文献:
[1]刘建宏,王启业.冶金设备再制造技术应用及分析[J].冶金设备,2021,2(1):47-50.
[2]张博,刘畅.宝钢1580热轧产线粗轧主传动万向轴的修复技术[J].冶金设备,2017,4(2):33-35.
[3]王凯弘,刘晓英.激光再制造技术及其应用发展研究[J].中国设备工程,2021,01(上):195-196.
[4]董泽军,杨建鸣.利用激光熔覆技术修复轨梁厂轧机牌坊[J].包钢科技,2020,46(6):46-50.
[5]韩晨阳,孙耀宁,王国建,等.不锈钢冷轧辊激光表面修复工艺研究[J].应用激光,2020,4:598-604.
[6]澹台凡亮,田洪芳,顾振杰,等.钢厂扁头套激光增材再制造工艺及实验研究[J].热喷涂技术,2018,10(4):80-86.
[7]裘偉峰,吕艳春.层流冷却辊激光熔覆修复及再制造技术[J].中国设备工程,2021,04(上):181-182.
猜你喜欢
科技创新导报(2016年23期)2016-12-23
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
资治文摘(2016年7期)2016-11-23
艺术科技(2016年9期)2016-11-18
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年18期)2016-11-03
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
成才之路(2016年4期)2016-03-23