
延塑性航空合金磨削砂轮粘附及粘附抑制技术的研究现状与展望*
2021-05-21 01:31
航空制造技术 2021年7期
(1.湖南大学机械与运载工程学院,长沙 410082;2.中国航发南方工业有限公司,株洲 412002)
航空工业在过去几十年经历了高速的发展,预计2010~2030年,全球飞机的交付量将以平均每年3.6%的速度持续增长,到2030年,仅商用客机的全球市场需求将超过30000架[1–2]。亟需提高的飞机性能、可靠性和经济性,自然转化为对航空发动机性能和燃油效率的更大需求,继而推动高性能航空材料和先进加工技术的研发。虽然陶瓷、碳纤维以及金属基复合材料在发动机结构中的使用范围越来越广,但由于这些材料制备技术和加工工艺的局限性,在未来很长的时间内,以镍基高温合金和钛合金为代表的延塑性航空合金仍然会被广泛使用,并占据较大的份额[3]。镍基高温合金具有优良的高温强度、热稳定性及热抗疲劳性,主要用于发动机燃烧室和高、低压涡轮部分,在目前的商用飞机中,其使用量占发动机重量的50%以上[4–6]。目前国内使用较广泛的牌号为 GH4169,国际上对应的牌号为 Inconel 718,其使用量占镍基高温合金比例的70%以上[7–8]。钛合金可分为α、近α、β、近β及(α+β)钛合金,具有比强度高、韧性高、中等高温性能(350℃)和耐腐蚀性能好等优点。航空工业中使用较多的是(α+β)型钛合金,其中添加有2%~10%的β 稳定元素,常用的牌号有TC4(Ti–6A1–4V)和TC11(Ti–6.5Al–3.5Mo–0.25Si–2Zr–0.25Fe)等[9],主要用于发动机风扇和压气机部分,使用量约占发动机所使用的合金材料质量的33%以上[10]。
航空发动机在推重比和燃油经济性方面的极端追求以及核心零部件恶劣的工作环境(温度高、应力条件复杂),对其所用零部件的加工精度和表面质量提出了严苛的要求[11]。一般而言,加工后的发动机零件尺寸精度需<10μm 及表面粗糙度Ra<0.5μm[2],且在加工过程中要严格控制加工变形程度、表面及亚表面缺陷、残余应力水平,保证零件产品的结构组织完整性。尽管不断开发的非传统机械加工工艺也被用于制造发动机零部件[12],但在关键的发动机部件精加工中,磨削工艺仍然是主要的材料去除工艺。如对于高压涡轮叶片,就需要包括平面磨削、外圆磨削、成形磨削等多达12 种不同的磨削操作[2]。因此,以镍基高温合金和钛合金为代表的延塑性航空合金的磨削加工工艺水平能决定航空发动机零件的制造技术水平,甚至直接决定着整个航空发动机产品的最终加工质量,进而影响到其使用性能。
优异的材料特性使镍基高温合金和钛合金被广泛用于航空发动机零部件制造,同时也给磨削加工造成了极大的难度。作为两种典型的难磨削材料,砂轮粘附现象是制约延塑性航空合金零件精密磨削加工的重要问题。在镍基高温合金和钛合金磨削加工中,一般磨削量条件下就会产生大规模砂轮粘附。磨削材料粘附在砂轮表面的磨粒顶部或嵌入到磨粒间隙,会导致砂轮的磨削性能变差,使磨削力增大,磨削温度增高。当被粘附的磨粒再次参与切削时,由于机械力作用,粘附物会发生剥离,沉积在已加工零件表面,导致工件表面质量变差,产生较大的残余应力。零件磨削加工后的表面质量会显著影响其服役性能。表面粗糙度过大会使零件抗疲劳性降低,使运动副间的有效接触面积减小,零件耐磨性变差,使腐蚀介质较易附着于表面,零件的耐腐性变差。残余拉应力则会导致表面裂纹,降低零件的耐腐蚀性和抗疲劳性[13]。
为了满足生产效率和表面完整性的要求,必须深入认识砂轮粘附机理,定量化分析各种磨削因素对砂轮粘附程度的影响,同时开发针对解决砂轮粘附问题的抑制技术,以提升航空材料类零件的磨削加工质量。本研究按照以下结构组织,首先概述了以镍基高温合金和钛合金为代表的延塑性航空合金在航空领域的应用背景,阐述了磨削工艺在航空发动机零件制造过程中的重要地位。(1)分析了磨削过程砂轮粘附机理,重点分析了不同磨料砂轮磨削镍基高温合金和钛合金的粘附形成机理,指出了工件–磨粒组合的物理化学性质是影响粘附形成的重要因素。(2)分析了砂轮粘附对磨削过程中磨削力、磨削温度和加工后零件表面质量的影响。(3)综述了砂轮粘附建模的发展现状,同时较为深入地分析了这些模型应用的局限性。(4)综述了现阶段砂轮粘附的抑制措施,包括思路一:通过改进磨削加工条件,尽可能的避免或缓解磨削过程中的砂轮粘附现象;思路二:允许出现砂轮粘附,但在磨削过程中要采取合理方法在线去除砂轮表面的粘附物。最后,在上述综述及分析的基础上对后续的研究工作进行了展望。
砂轮粘附机理
如图1所示,在磨削过程中,磨粒与工件的实际接触区域是由大量的微凸体组构成的,接触着的微凸体组由于实际接触面积很小,在高温、高应力作用下将发生牢固粘着,形成微焊接(即粘结点)。此时,若磨粒和工件间产生相对滑动,必须剪断粘结点,由此发生工件材料向砂轮磨粒转移的现象。砂轮粘附的形成可以用粘着磨损理论来解释,包括物理吸附、扩散、化学反应、静电力、机械互锁或勾连和弱界层作用[14]。 如Lauer–Schmaltz 等[15]认为切削和砂轮表面的机械自锁以及磨料–工件表面的化学亲和是砂轮粘附形成的主要因素。Komanduri 等[16]认为切削和磨粒在高压下的焊接作用是决定砂轮粘附的主要因素。Zhang[17]则将砂轮粘附的形成分为3 个阶段:第1 阶段为粘附萌生阶段,主要对物理吸附、扩散、化学反应和机械互锁起作用;第2 阶段是粘附扩张阶段,主要包括新的粘附萌生和粘附累积,其中物理吸附、扩散、磨粒粘附物与工件材料之间的焊接是粘附累积的主要原因;第3 阶段是粘附萌生、剥落和累积量达到平衡,其中砂轮磨损引起粘附物剥落,如图2所示。
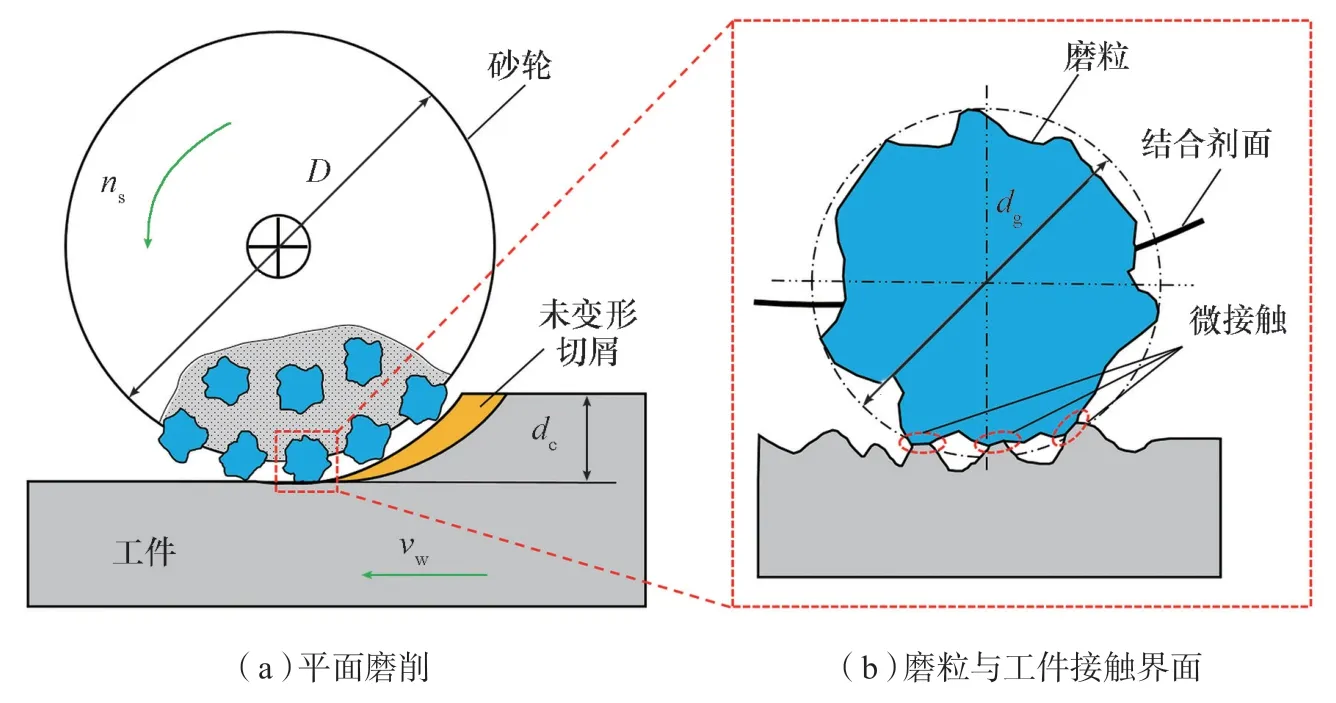
图1 平面磨削和磨粒与工件接触界面示意图Fig.1 Schematic of surface grinding and interface of abrasive grain and workpiece
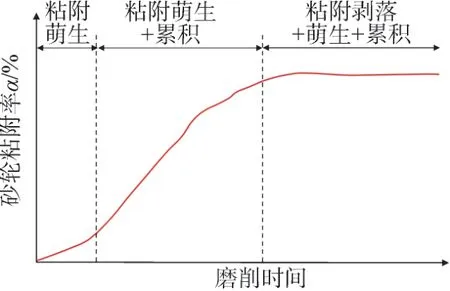
图2 砂轮粘附的形成过程Fig.2 Formation process of wheel loading
作为典型的高强韧难加工材料,镍基高温合金和钛合金的磨削过程中磨削力较大、磨削温度较高。砂轮粘附形成应归因于磨削温度升高时工件–磨粒间的各种物理化学作用以及工件材料韧性增强的综合结果。在砂轮粘附形成机制分析时,磨削力、磨削热以及工件–磨粒间的物理化学作用是需要考虑的重要方面。表1为几种常用磨料的材料特性[18],表2和表3是两种典型的延塑性航空合金的材料特性和化学元素组成[19–20]。
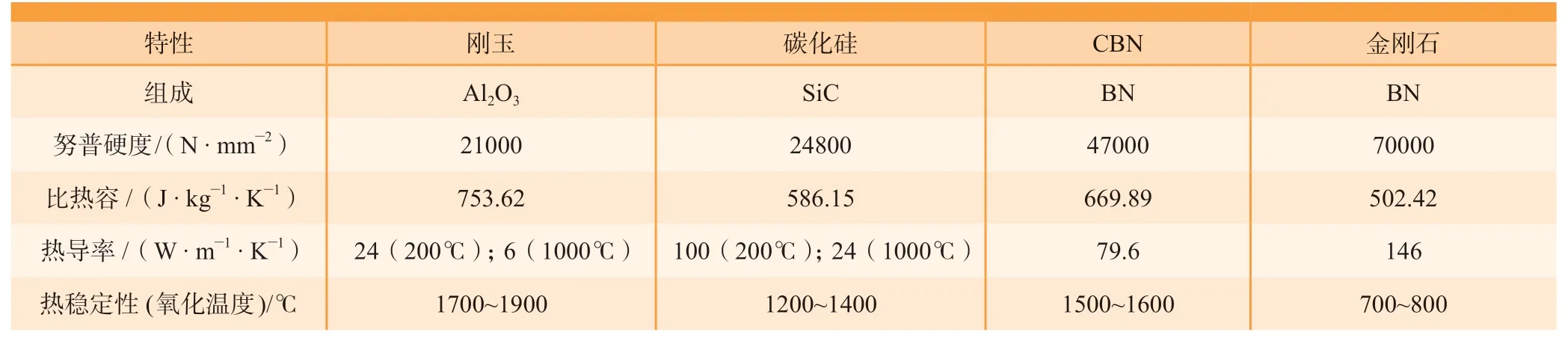
表1 几种典型磨料的材料特性Table 1 Material properties of several typical abrasive grains
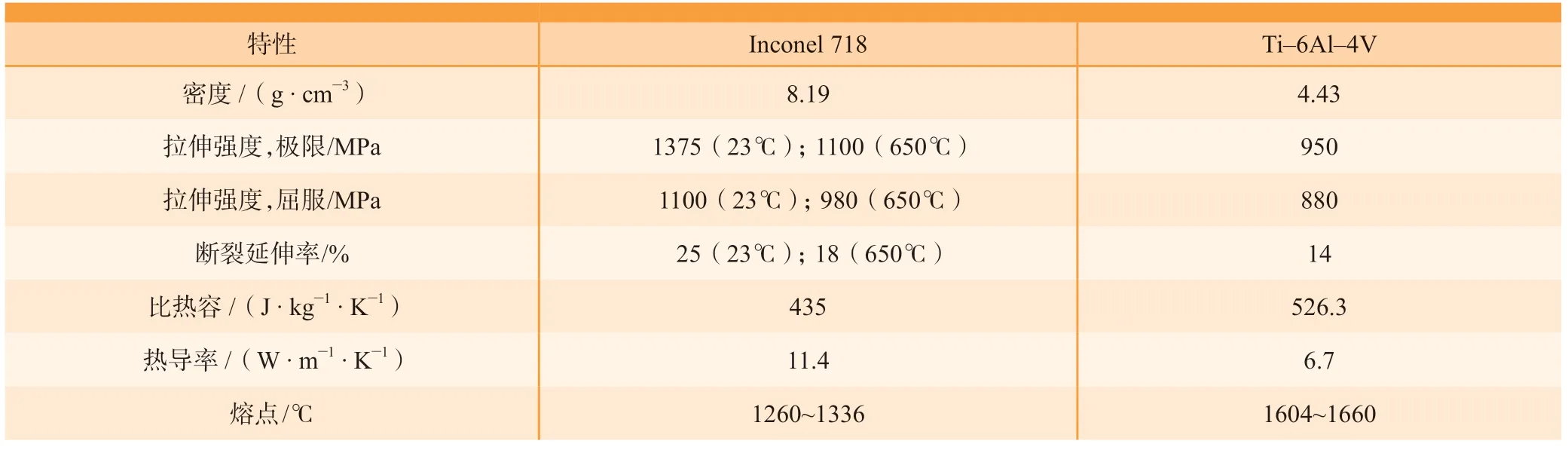
表2 Inconel 718和Ti–6Al–4V的材料特性Table 2 Material properties of Inconel 718 and Ti–6Al–4V

表3 Inconel 718和Ti–6Al–4V的材料组成(质量分数)Table 3 Chemical compositions of Inconel 718 and Ti–6Al–4V (mass fraction)%
1 砂轮粘附的形成
1.1 镍基高温合金磨削砂轮粘附形成机制
镍基高温合金是一种在Ni 元素的基础上,通过添加多种元素来获得高强度、高温强度、抗氧化、抗蠕变等优异性能的合金。其中元素Cr、Fe、Mo、W 和Ta 可提高其强度;元素Al和Ti 可提高其高温强度;元素Al、Cr 和Ta 可提高其抗氧化性能;元素B、C 和Zr 可提高其抗蠕变性能;元素Hf 可提高其中等温度的延展性,且防止氧化物剥落[13]。这些微量元素的添加除了使镍基高温合金获得优异的材料性能外,也给磨削加工带来了极大的困难。在磨削高温下,工件材料与砂轮磨粒间的物理化学作用是砂轮粘附分析必须考虑的重要方面。
Al2O3砂轮被广泛用于镍基高温合金零件磨削。Xu 等[21]利用扫描电子显微镜(Scanning electron microscope,SEM)和X射线光电子能谱(X–ray photoelectronspectroscopy,XPS)手段调查了Al2O3砂轮磨削K417 镍基高温合金时砂轮和工件界面所发生的物理化学作用。研究表明随着磨削温度的升高,磨削后工件表面C 和O 的浓度升高。在磨削高温下,工件表面元素会发生氧化,生成Cr2O3、Ni2O3、TiO2和 Al2O3等。这些氧化物与Al2O3磨料均属于六方晶体结构,具有相近点阵参数,使工件材料通过其表面氧化物与磨粒形成较强的粘附。
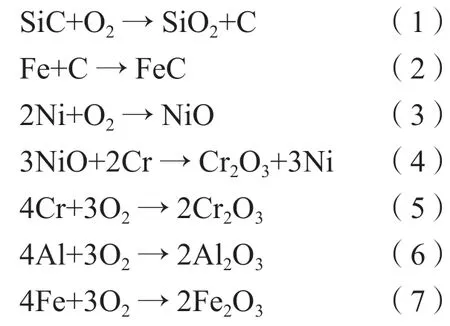
SiC 砂轮不适合磨削高温合金,其原因是磨粒元素与被磨工件材料元素间的相互扩散,在磨粒表面生成脆性硅化物,造成磨粒磨损严重,在工件表面生成不稳定的金属碳化物和氧化物,造成被磨工件表面缺陷。Sinha 等[22]研究了干磨削条件下,使用Al2O3砂轮和SiC 砂轮磨削Inconel 718 时的磨削性能及磨粒–工件界面所发生的物理化学作用。结果表明用SiC 砂轮磨削时砂轮表面粘附严重,几乎在所有的磨削参数下工件表面均出现烧伤,而在相同参数下,用Al2O3磨削时则没有出现明显的烧伤。通过能量分散X 射线光谱仪(Energy dispersive X–ray spectroscopy,EDX)、X 射线衍射(X–ray diffraction,XRD)和X 射线光电子能谱对磨削后工件表面分析表明烧伤表面发生了严重的氧化,氧含量是未烧伤表面的5 倍以上;烧伤表面碳扩散严重,碳含量是未烧伤表面的2 倍以上。在用SiC 砂轮磨削Inconel 718 时,磨粒–工件界面主要发生式(1)~(7)的反应。在较高的磨削温度下,SiC 与氧气发生反应生成SiO2和C(式(1));当磨削温度超过500℃,合金中的Ni 会与氧气反应,在工件表面生成NiO 缺陷层(式(3));当磨削温度超过700℃时,合金中的Cr 元素会与NiO 反应,在工件表面生成Cr2O3钝化层,此外Cr元素也会与氧气发生反应生成Cr2O3(式(4)和式(5));当磨削温度超过727℃,SiC 磨粒分解得到的C 与合金中的Fe 反应生成γ相铁(奥氏体,式(2));当磨削温度超过980℃时,合金中的Al 元素和Fe 元素会被氧化,如式(6)~(7)所示。
CBN 磨粒具有硬度高、强度高、导热性好、热膨胀系数低等优点,因此电镀CBN 和陶瓷CBN 砂轮目前也被广泛用于镍基高温合金的加工[23–28]。其磨削比约为Al2O3砂轮的17~35 倍,可较大幅度地提升磨削工艺一致性[29–30]。Xu 等[21]对比研究了SiC 砂轮、Al2O3砂轮、CBN 砂轮磨削K417 镍基高温合金时的磨粒磨损机理,结果表明SiC 和Al2O3磨料由于硬度低,磨削过程磨粒容易变钝,容易出现磨削高温,磨削高温导致磨料与工件的化学结合作用增强,从而加剧砂轮粘附。相比之下,CBN 磨粒在较高的温度下更稳定,所以磨削过程中砂轮粘附的形成主要是由于磨削温度升高引起工件延塑性增强所致。此外,CBN 磨料的硬度大于SiC 和Al2O3磨料,磨粒形状尺寸保持性好、不易磨钝。因此,在相同的材料去除率下,CBN 砂轮磨削时温度较低,砂轮粘附程度较小。
1.2 钛合金磨削砂轮粘附形成机制
钛合金的热力学性能和化学组成对磨削过程中砂轮粘附的形成也有极大的影响。如表2所示,Ti–6Al–4V 的热导率极差,仅为6.7 W/(m·K),这就导致在相同的能量输入条件下,磨削钛合金时的磨削温度要比磨削其他金属时高得多。磨削区高温所导致的工件材料延塑性增大,其触发的磨料与工件材料间的化学作用是影响砂轮粘附形成的主要因素。研究表明[31–32],当磨削温度高于500℃时,工件表面的Ti 元素会与氧气发生反应生成TiO2(式(8))。当用Al2O3砂轮磨削钛合金时,TiO2会与Al2O3反应生成钛酸铝固溶体Al2O3·TiO2(式(9))。化学结合的存在将增大砂轮粘附形成的倾向。当用SiC 砂轮磨削钛合金时,磨削温度>800℃,SiC 会与氧气发生反应生成SiO2和C,反应析出的C 会与工件材料中的Ti 元素反应生成TiC,这种化学作用也会导致工件与碳化硅颗粒之间的强结合,如式(1)和式(10)所示。Tang 等[33]的研究证实了磨削烧伤后的钛合金表面有TiC 和TiO2的存在。相比SiC磨料,采用Al2O3磨料磨削钛材料时的砂轮粘附更严重[10]。主要是由于:(1)SiC 磨料发生化学反应的触发温度较高,化学性质相对稳定;(2)SiC磨料切削刃更锋利,热导率也较高,在相同的材料去除率下,磨削力和磨削温度较低。
采用超硬磨料(金刚石和CBN)砂轮代替传统的Al2O3或SiC 砂轮,可以降低砂轮粘附形成,提高钛的磨削效率[34–37]。在用CBN 砂轮磨削钛合金时,磨粒和工件界面可能发生的化学反应如式(11)~ (13)所示[38]。
Xu 等[39]对比研究了SiC 砂轮和CBN 砂轮磨削Ti–6Al–4V 时的砂轮粘附情况,结果表明由于CBN 的化学稳定性较好,磨削区温度不足以触发式(11)~(13)所示的反应。因此,在用CBN 砂轮磨削钛合金时,磨削高温下工件材料的延塑性增强是砂轮粘附形成的主要因素。
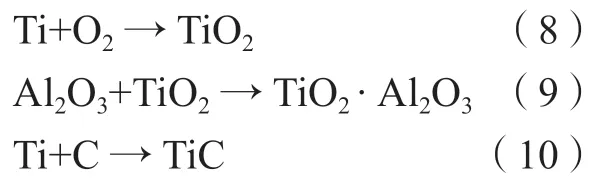
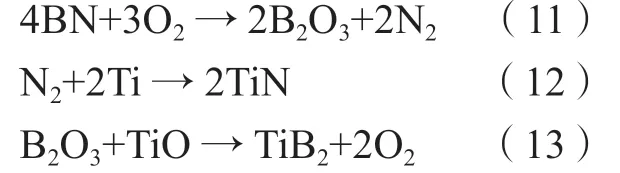
在用金刚石磨削钛合金时可能主要发生式(10)所示的反应。Kumar[38]对比研究了SiC、CBN 和金刚石砂轮磨削Ti–6Al–4V 钛合金时磨削比和比磨削能,如图3所示[38]。结果表明金刚石磨料在磨削钛合金时表现出优异的磨削特性,磨削比高达150,比磨削能<30J/mm3,且中等韧性的金刚石磨料的磨削特性(CSG–II and MBG–II)优于低韧性的金刚石磨料(RVG–W)。与CBN砂轮相比,金刚石砂轮的磨削性能更为优异,这说明了磨削区温度也不足以触发式(10)所示的反应或者反应程度极弱,化学作用对砂轮粘附形成的影响程度极小。如表1所示,与CBN 磨料相比,金刚石磨料具有更大的热导率(146W/(m·K)),导致在相同水平的能量输入的条件下,磨削区传入工件的热量更低,因此磨削温度对工件延塑性的影响也相对较小。
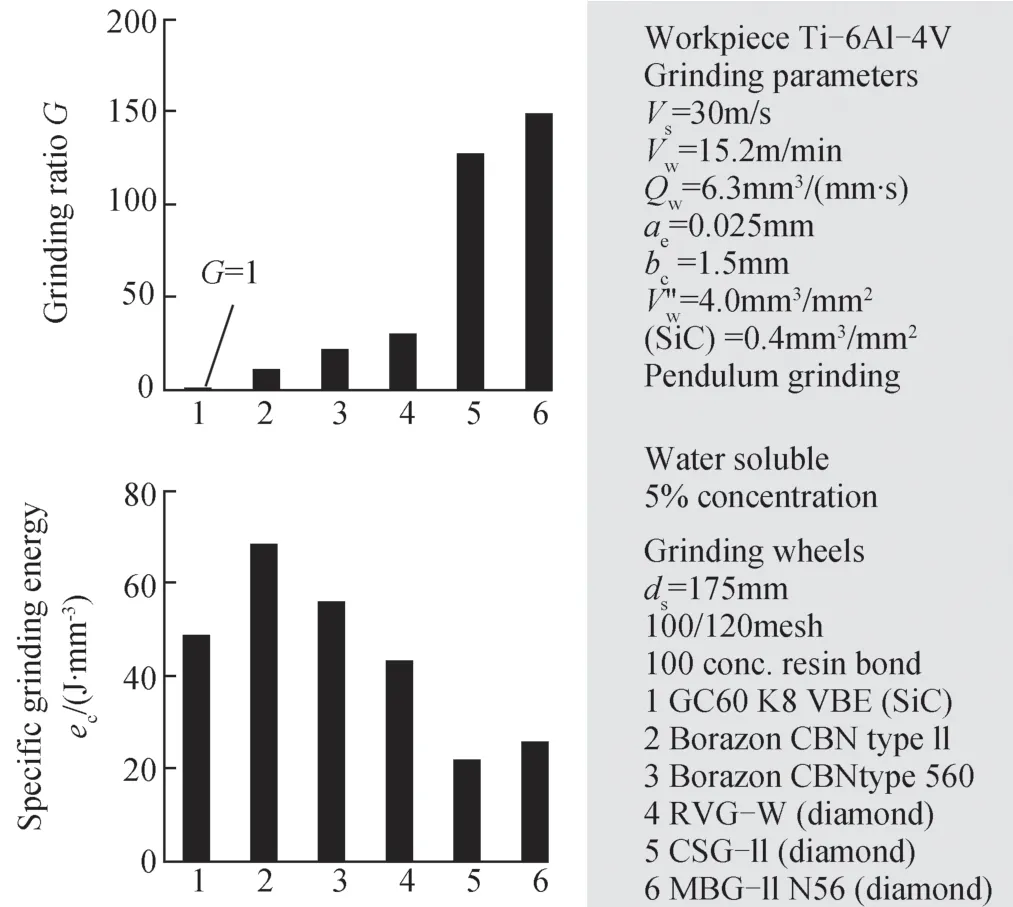
图3 SiC砂轮和超硬磨料砂轮在磨削Ti–6Al–4V时的磨削性能对比Fig.3 Grinding performance of superabrasives wheels compared with SiC wheel when grinding Ti–6Al–4V
2 砂轮粘附的扩张
通过光学显微镜观察磨削后砂轮表面可以发现,砂轮粘附形式分为两种:小范围的磨粒顶部粘附和较大范围的磨粒间粘附(砂轮堵塞),如图4所示[40]。磨粒顶部粘附往往发生于有凹坑、凸起和细小裂纹等缺陷的动态磨粒表面,如果动态磨粒之间的距离较小,磨粒顶部粘附会发展为磨粒间的粘附[40]。
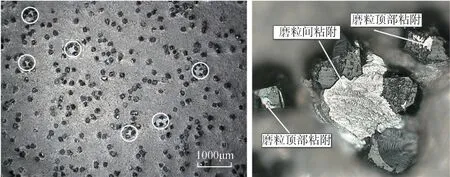
图4 砂轮粘附包括磨粒顶部粘附和磨粒间粘附Fig.4 Wheel loading including grain-top adhesion and intergrain adhesion
Yossifon 等[41]试验研究了Al2O3砂轮磨削304L 不锈钢时的砂轮粘附磨损情况,认为砂轮粘附磨损可以大致分为4 个阶段:在阶段1,由于新修整的砂轮表面的磨粒微破碎较多, 磨粒与结合剂的结合强度受到损伤,因此砂轮磨损较快;在阶段2, 砂轮进入稳定磨削状态,砂轮表面出现小范围的磨粒顶部粘附;在阶段3,随着磨削的进行,工件材料不断转移到砂轮表面,在动态磨粒间距较小的位置,出现较大范围的砂轮粘附,当作用在被粘附磨粒上的磨削力大于结合剂材料对磨粒的把持力时,这些动态磨粒发生剥落;在阶段4,粘附又在砂轮由于自锐而突出的动态磨粒上形成并发展,形成破碎和剥落与粘附发展的动态平衡。任敬心等[42]在研究SiC 砂轮磨削钛合金时也发现类似的砂轮粘附过程。其研究表明在初始磨削阶段,粘附率(粘附面积百分数α)由小到大, 又由大到小, 这是由于修整作用导致磨粒缺陷以及有效磨粒数发生变化所造成的。Gift 等[43]研究了电镀CBN 砂轮在水基磨削液下磨削高温合金时的砂轮粘附机理,并给出了更为细致的粘附形成和发展模型,如图5所示[43]。与普通磨料砂轮不同的是,电镀CBN砂轮的结合剂对磨料的把持力强,因而容易出现大范围的粘附。
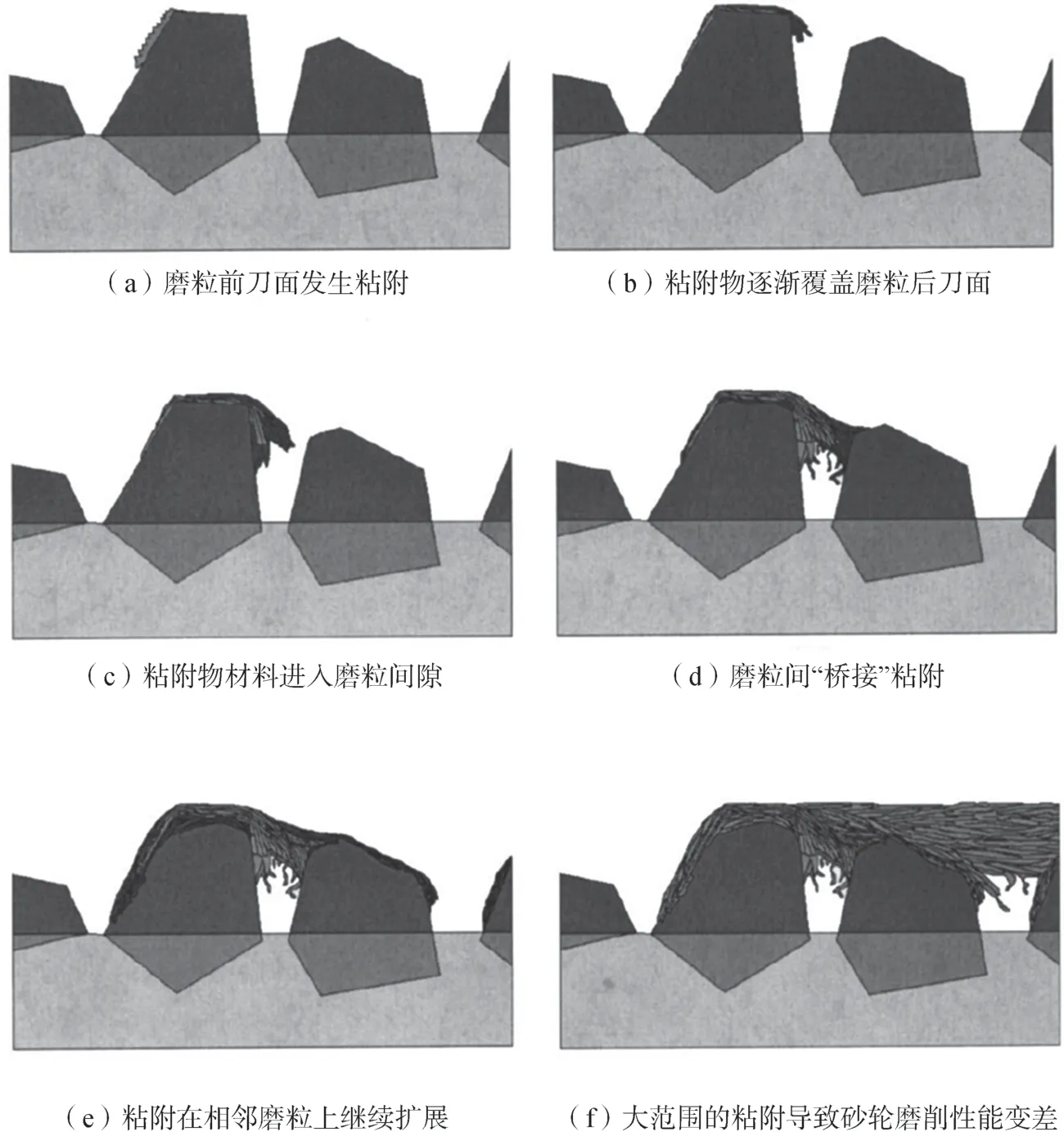
图5 砂轮粘附机理示意图Fig.5 Illustration of mechanism of wheel loading
砂轮粘附的影响
在延塑性航空合金磨削过程中,砂轮粘附具有时变性,随材料去除量的增加而不断变化。砂轮粘附会引起砂轮表面形貌和切削性能发生变化,使磨削力和磨削温度发生变化,磨削力和磨削温度的变化反过来会影响砂轮粘附,如图6所示。这种多因素的耦合作用最终决定了磨削过程中磨削力、磨削温度和磨削后工件的表面质量,因此定量分析砂轮粘附对磨削过程的影响非常困难。在分析砂轮粘附的影响作用时,除了保证砂轮特性、修整条件、磨削条件、冷却和润滑条件等输入参量相同外,同时还需尽可能地把砂轮磨损对磨削性能的影响排除在外,定量化地确定砂轮粘附率,然后对比不同粘附率下的磨削力、磨削温度和表面粗糙度。
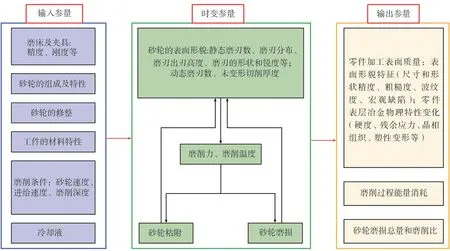
图6 影响磨削过程的因素Fig.6 Factors influencing grinding process
砂轮粘附对磨削过程的影响主要体现在以下4 个方面: (1)磨粒顶部粘附会改变切削磨刃的几何形状,使磨刃变钝,磨削过程中摩擦和耕犁作用增强;(2)磨粒间粘附会改变砂轮表面形貌,使磨削区动态磨刃数减少;(3)磨粒间粘附会影响磨削液进入砂轮气孔,导致磨削液的冷却和润滑特性变差;(4)随着磨削过程的进行,砂轮表面粘附物会随着砂轮旋转再次与工件接触,在机械力的作用下发生剥离,重新沉积在被磨工件表面,再沉积作用除了会改变磨削后工件表面粗糙度外,还会引起较大的残余应力和表面缺陷。Heinzel 等[44]研究了用Al2O3砂轮磨削Inconel 718 镍基高温合金时砂轮粘附对磨削力的影响,如图7所示[43–44]。结果表明高压水射流清洗可以显著减小砂轮粘附率,当砂轮粘附率α减少时,比法向磨削力F′n和比切向磨削力F′t均减少。如在比材料去除率Q′w=50mm3/(mm·s)的条件下,当α从0.8%(高压水射流清洗)增加到4.0%(未清洗)时,比法向磨削力增加了56%,比切向磨削力增加了27%。Adibi等[45]定量化分析了CBN 砂轮磨削Inconel 738 时的粘附率和比磨削能的变化,如图8所示。结果表明随材料去除量的增加,砂轮粘附率和比磨削能的变化趋势一致。此外,在砂轮粘附达到平衡状态下,当砂轮粘附率从1.26%增加到6.22%时,比磨削能从43.55J/mm3增加到63.37J/mm3。Gao 等[46]对比了不同磨削条件下,砂轮粘附率和表面粗糙度的变化,结果表明不同磨削参数下,表面粗糙度变化趋势与粘附变化趋势一致。相同磨削参数下,粘附率的增大会导致表面粗糙度Ra值地增大,当粘附率从0.072%增大到0.241%时,Ra从0.48μm 增加到0.99μm。目前尚未有关于砂轮粘附对磨削温度影响的研究,但磨削过程中,比磨削力或比磨削能的增大,必然导致磨削温度的升高。
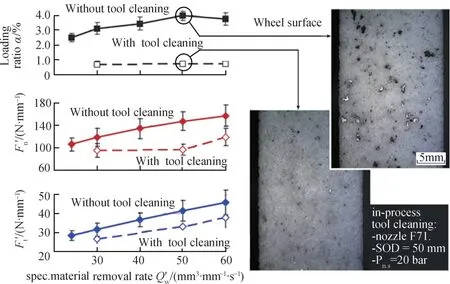
图7 不同比材料去除率下,砂轮粘附率 ( α) 对比磨削力的影响Fig.7 Effect of wheel loading degree ( α) on specific grinding force under different material removal rates
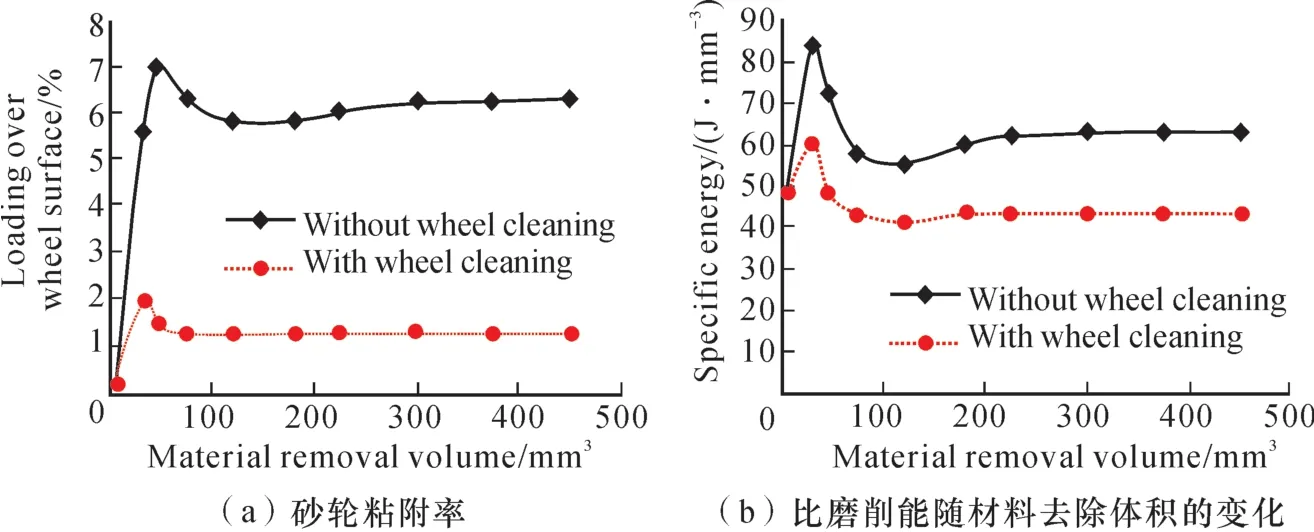
图8 砂轮粘附率和比磨削能随材料去除体积的变化示意图Fig.8 Wheel loading and specific energy against material removal volume
砂轮粘附建模
在磨削过程中,砂轮粘附对磨削力、磨削温度和工件表面质量均有影响。因此,为了满足生产效率和表面完整性的要求,深入认识各种磨削因素对粘附率的影响程度,通过建立数学模型对砂轮粘附进行定量评价是必要的。然而,现阶段关于砂轮粘附模型的研究极少。这是由3 个方面造成的: (1)由于影响粘着磨损过程和磨削过程的因素很多,且具有较大的随机性,使砂轮粘附问题分析变得极其复杂;(2)对于磨削过程中砂轮粘附机理认识不足,尚未有高效且经济避免砂轮粘附的手段;(3)砂轮粘附检测手段的落后也限制了较为精确的粘附模型的开发。砂轮粘附的检测通用手段为一定的磨削次数后,通过光学显微镜下采集一定数量的砂轮表面图片,然后通过数字图像处理技术得到砂轮的粘附率,如图9所示[46]。由于缺乏新技术的研发,几乎所有的关于砂轮粘附率测量的研究都采用了这种方法[44–49]。基于数字图像处理技术测量砂轮粘附率的主要缺陷在于: (1)不能在线检测,必须停机,并且干燥砂轮表面;(2)采样工作量极大,由于显微镜视场较小,对于半径较大的砂轮,必须要数量极大的采样图片才能较为精确地反映砂轮真实的粘附率;(3)只能求得粘附面积,而不能确定粘附体积或质量。
1 单颗磨粒粘附模型
对于粘着现象的解释众说纷纭,其中以Holm 粘着磨损模型和Archard 粘着磨损模型最为著名并被广为接受。Holm 是从原子尺度来解释粘着磨损现象的[50]。粘结点形成后,磨粒和工件相互接触的微凸体表面上的原子间将产生很强的分子力,当粘着两个微凸体被拉开时,工件材料由于较软,其表面将要失去一定数量的原子,发生工件材料向磨粒转移的现象。图10为Holm 模型解释磨粒与工件微接触处粘附形成示意图。磨粒微凸体上的粘附体积Vadhesion由式(14)计算得出,

其中,L为磨粒–工件相对滑动距离;fn为作用在工件微凸体上的法向载荷;σs为工件材料的屈服应力;Z为磨粒原子与工件原子相遇一次时,粘走一个原子的概率,可由式(15)计算,得出[51]

其中,E为磨粒与工件材料组合所决定的活性能量;R为波尔兹曼常数;T为绝对温度;K1为系数。
Holm 粘附理论的不足之处在于,实际粘附于磨粒的工件材料碎片总是由尺度较大的金属原子聚集而成,不只存在于原子级。基于此,Archard 提出了新的粘着磨损理论模型[51]。当磨粒和工件表面上的微凸体相遇并形成粘结点时,若粘结点的强度高于工件材料的强度,破坏将发生在离结合面不远处工件微凸体的表层内,工件材料向磨粒上转移,并粘附在磨粒表面,如图11所示。磨粒微凸体上的粘附体积Vadhesion可由式(16)计算得出,

其中,σs为工件材料的屈服应力,其与工件微凸体材料硬度Hasperity成正比,可由式(17)定义[52];Ks是磨损系数,受摩擦副材料、润滑状态、接触温度影响。

其中,k0为硬度系数,仅取决于材料的泊松比υ,如表4所示[53]。工件材料微凸体硬度Hasperity与接触温度T直接相关,可由式(18)表示[54]:

式(18)中,H0和a均为正常数。
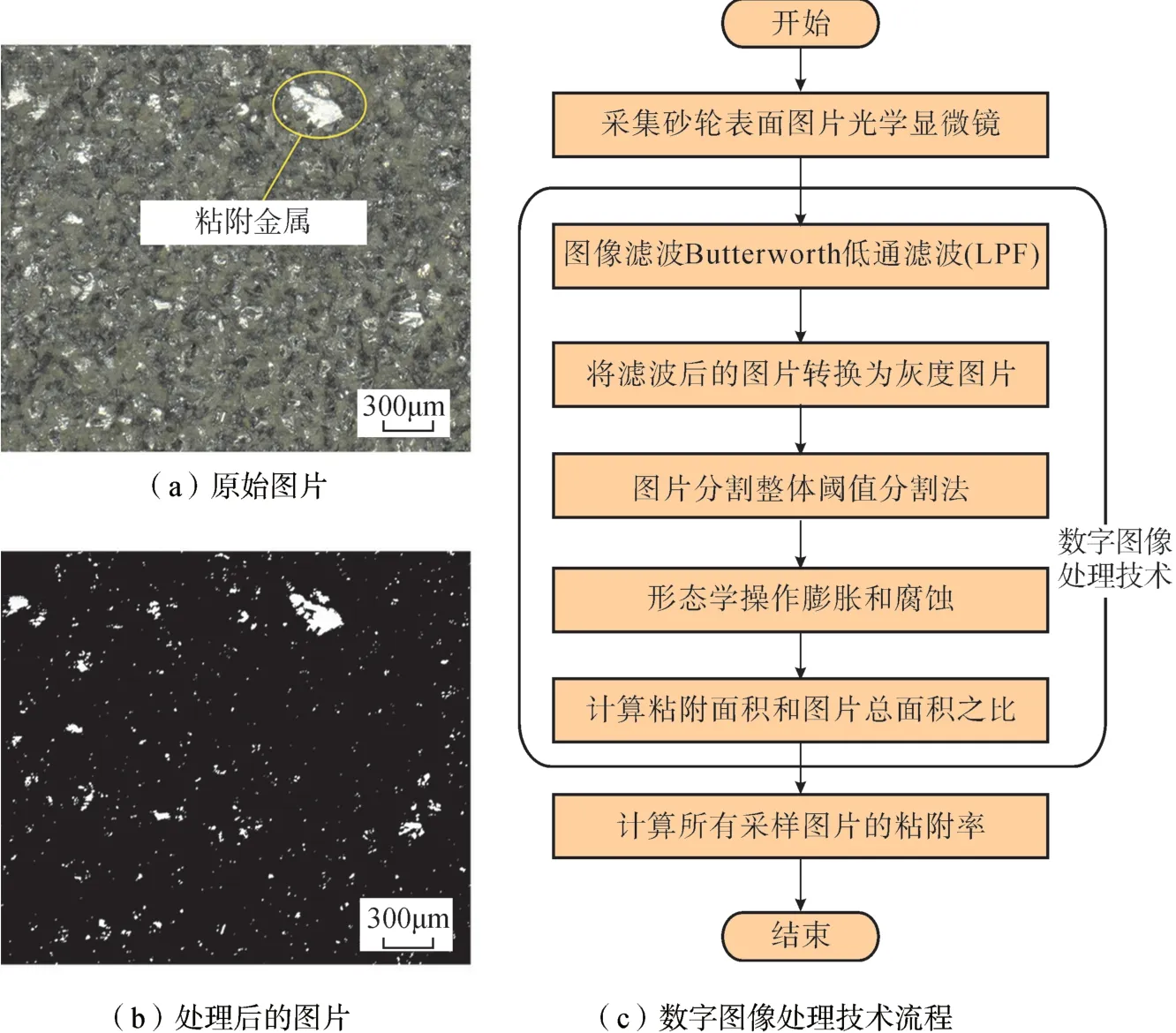
图9 数字图像处理技术测量砂轮的粘附率Fig.9 Measurement of wheel loading ratio based on digital image processing technology (DIPT)
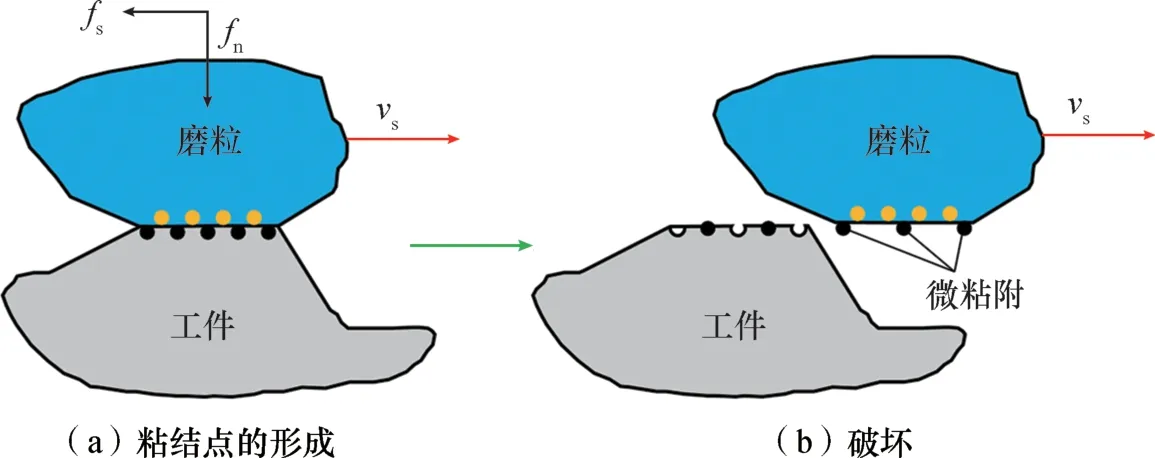
图10 Holm模型解释磨粒顶部粘附的形成Fig.10 Formation of grain-top adhesion based on Holm’s model
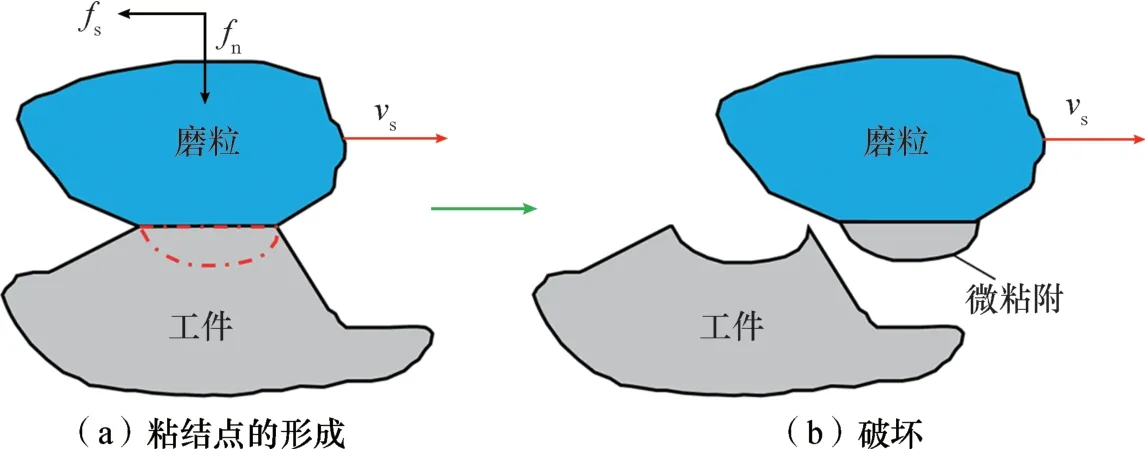
图11 Archard模型解释磨粒顶部粘附的形成Fig.11 Formation of grain-top adhesion based on Archard’s model
表4 材料硬度系数k0和泊松比υ的关系Table 4 Relationship between hardness coefficient k0 and Poisson's ratio υ
虽然Holm 和Archard 粘着磨损模型都有很多不足之处,但都可以给出关于单颗磨粒粘附问题的直观物理解释。单颗磨粒微凸体上的粘附体积随相对滑动距离、法向载荷和接触温度的增大而增大,随工件硬度的增大而减小。更多关于粘附磨损的分析可以参阅文献[55–61],由于粘着磨损涉及面极其广泛,因而将是持续的研究热点,同时也为砂轮粘附形成问题的分析提供了理论支撑。
2 砂轮粘附模型
与磨削力建模类似,砂轮粘附率模型的建立也是先建立单颗磨粒粘附率模型,然后乘以磨削区动态磨刃数得到整个磨削区的粘附率模型。任敬心等[42]基于Holm 粘着磨损模型,推导出了SiC 砂轮磨削钛合金时的砂轮粘附率模型,为砂轮粘附分析提供了较为全面的理论支持。
式(19)~(22)中,F′n为单位宽度的法向磨削力;Hw为工件材料的硬度;vs为砂轮线速度;vw为进给速度;dc为磨削深度;L为磨削距离;Kmo为与氧化有关的系数;C=4tanθ,θ为磨粒的半顶角;De为砂轮当量直径;Nd为砂轮的有效磨刃数;ks为与磨粒形状及工件材料有关的常数;ζ为临界氧化膜厚度;ρ为氧化膜密度;为未变形切屑平均厚度;为粘附物的平均厚度;Q0为氧在被磨材料中的扩散激活能。该模型考虑了磨削温度对原子粘结的影响,同时也考虑了法向磨削力、氧的扩散作用和磨粒破碎对砂轮粘附率的影响。根据这一模型我们可以得到砂轮粘附率与磨削参数的关系,随着粘附距离的增大,粘附率将趋于稳定值,这与试验观察到的现象一致。除了Holm模型本身对粘附机理解释的缺陷外,该模型没有考虑温度对工件材料特性(如硬度和韧性)的影响。
基于Kannatey–Asibu[62]提出的粘附磨损理论,Huang 等[54]建立了CBN 刀具精密车削过程的磨损模型。Adibi 等[47]基于Huang 等[54]磨损模型中的粘附磨损部分,推导出了CBN 砂轮磨削镍基高温合金时的砂轮粘附模型。在考虑磨粒与工件接触时,将磨粒假设为球体与带有微凸体的工件表面接触,而在考虑粘附物从磨粒上剥离时则认为是单颗磨粒受到切向力作用的结果。
式(23)~(25)中,V0为砂轮表面单位面积上的初始粘附体积,对于新修整的砂轮V0=0;b为砂轮磨料层宽度;D为砂轮直径;β为与粘附物脱离相关的比例常数;μ为单颗磨粒的摩擦系数;N为磨粒与工件接触次数;Lw为工件长度;dg为磨粒直径;K0为与粘附系数比例常数;r为未变形切屑的宽度和厚度之比。该模型考虑了工件表面磨削温度对粘附率的影响,但根据Jin等[63]的理论分析,磨削区动态磨粒点的温度(或切削温度)往往要高于工件表面温度数倍,工件表面温度是砂轮表面动态磨粒点温度在考虑冷却、对流和传热等因素后作用的平均结果。另外,该模型可以预测稳定态的砂轮粘附率,但不能预测磨削开始一段时间后粘附率出现的峰值。Agarwal[48]很大程度上继承了Adibi 等的理论及试验研究结果,但对实际砂轮–工件接触长度模型进行了更新,使得粘附模型更为精准,如图12所示[48]。
图12 Adibi和Agarwal砂轮粘附模型对比Fig.12 Comparison between Adibi’s and Agarwal’s wheel loading models
砂轮粘附的抑制方法
如上文所述,在磨粒尺度上,砂轮粘附的形成可以用磨粒和工件的微接触副间的粘着磨损解释。因而,可以减小粘着磨损形成的因素,对减小砂轮粘附率都是有益的。对于特定的工件材料,磨削过程中砂轮粘附的形成和扩展很大程度上取决于砂轮特性和磨削条件。采用合理的磨削参数、改善磨削区冷却和润滑条件以及合理选用砂轮类型(包括磨料材料的性质、磨料的大小、结合剂材料、磨料和结合剂的比率,以及气孔率)是缓解砂轮粘附问题的重要手段。采用在线砂轮清理和在线修整工艺,以实现对砂轮表面粘附物的去除也是可行的。此外,电化学磨削被证明可以避免磨削过程中砂轮粘附现象。
1 合理选取磨削参数
磨削参数对砂轮粘附影响显著。减小磨削深度,可以减少砂轮粘附率。这是由于当磨削深度减小时,动态磨刃数减少,同时未变形切屑厚度减小,作用于磨粒和工件的微接触处压力减少。一定范围内减小砂轮转速可以降低磨削温度,从而可以减小砂轮粘附率。增加工作台速度,一方面会增加未变形切屑厚度,增加磨削力和磨削温度,将导致砂轮粘附增加;另一方面会减小磨粒和工件的相对滑动距离,导致砂轮粘附减小;其对砂轮粘附率的影响取决于这两种因素的综合影响[18]。Pashmforoush 等[64]研究了5 种磨削环境下(干磨削、普通磨削液以及浓度分别为50、100、150mg/L 水基铜纳米流体磨削液)CBN 砂轮磨削Inconel 738 时的砂轮粘附特性,如图13所示[64]。结果表明使用水基铜纳米流体可以降低砂轮粘附,在干磨削条件下,砂轮粘附随磨削深度和进给速度的增大而增加。但是在湿磨条件下,砂轮粘附随磨削深度增大而先增加后减小,随进给速度的增大而增加。Nagaraj[65]和Werner[66]等的研究表明砂轮粘附随材料去除率的增加而增加。但Srivastava 等[67]的研究则发现进给速率对砂轮粘附没有明显的影响。此外,Koshima 等[68]的研究发现在用CBN 砂轮磨削不锈钢时逆磨时的砂轮粘附小于顺磨时的砂轮粘附。
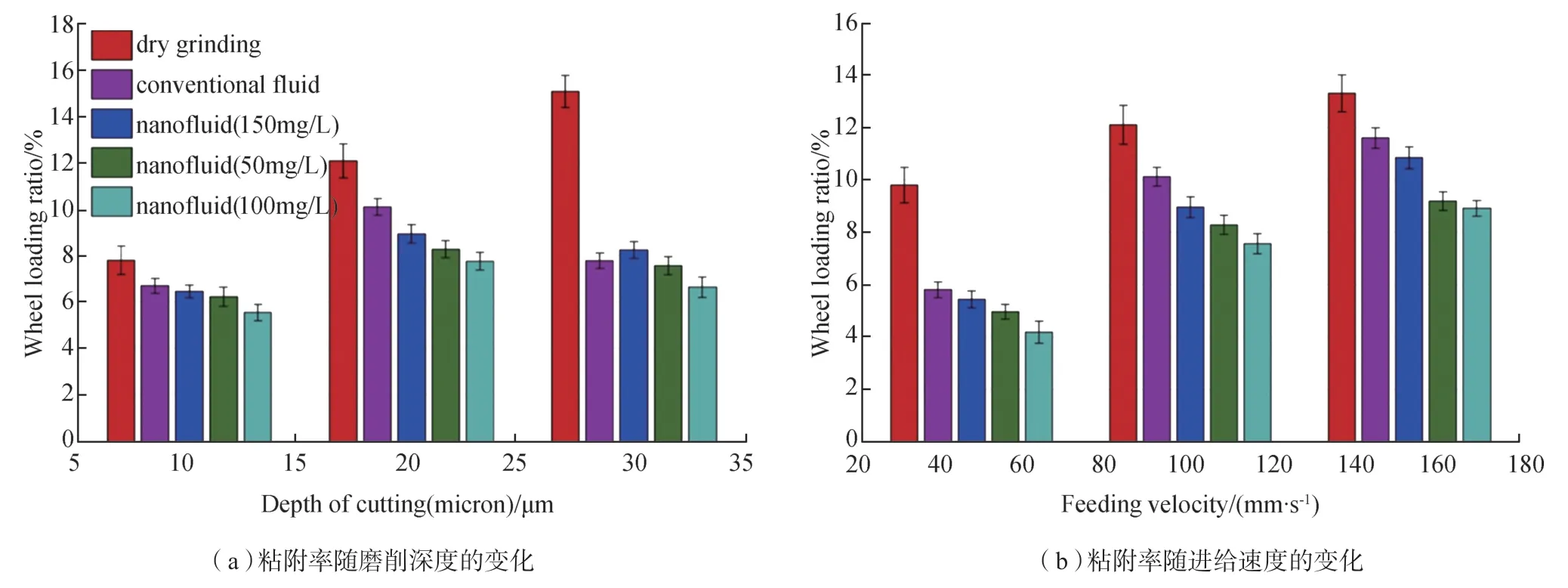
图13 砂轮粘附率随磨削深度和进绘速度的变化Fig.13 Variation of wheel loading ratio with respect to depth of cutting and feeding velocity
2 改善磨削区冷却和润滑条件
磨削过程对于去除单位体积的金属有极高的能量输入,几乎所有的能量转化都集中在磨削区。磨削高温会使工件接触区硬度降低,使磨削液的润滑性质发生改变。因此改善磨削区的冷却润滑条件对于减小砂轮粘附是有益的。
2.1 液氮冷却润滑技术
液氮冷却润滑技术是采用液氮使加工区处于低温冷却状态进行磨削加工。主要有两种形式:一是用液氮自身瓶装压力喷射到加工区直接润滑冷却砂轮;二是用液氮受热蒸发循环, 间接使砂轮润滑冷却[69]。Elanchezhian 等[70]对比了常规方式冷却和液氮超低温冷却下用CBN 砂轮磨削Ti–6Al–4V 的磨性性能。结果表明,与常规冷却方式相比,液氮超低温冷却环境下磨削过程中法向磨削力、切向磨削力、磨削温度和表面粗糙度Ra值分别降低了 12%、27%、55% 和38%。Zhu 等[71]将液氮低温加工技术与ELID 磨削技术相结合,开发了钛合金低温ELID 磨削装置,也表明液氮低温加工技术有效地降低了钛合金磨削力及减少钛合金的粘附,如图14所示[72]。
2.2 砂轮内冷却法
磨削时由于砂轮的高速回转所形成的回转气流将阻碍磨削液的注入,使磨削液很难注入磨削区内,冷却效果较差。砂轮内冷却法就是先将磨削液通过砂轮内孔和端面引入砂轮,然后靠离心力作用使磨削液通过砂轮气孔从砂轮周边甩出,直接进入磨削区,进行冷却润滑。Peng[72]和Li[73–74]等的研究都证明内冷却法可以提升钛合金和高温合金的磨削性能。在应用内冷却技术时,为了防止杂质堵塞砂轮,必须对磨削液进行良好的过滤。另外,流体在砂轮孔穴中填充和运动会引起砂轮强迫振动,导致磨削质量变差,也是一个必须解决的难点问题。
3 合理选用砂轮类型
3.1 选用大气孔率砂轮
与传统砂轮相比,大气孔率砂轮在磨削高延塑性航空合金时磨削性能更好,主要是因为: (1)大气孔率有利于冷却剂进入磨削区,提高冷却润滑效果,降低磨削温度;(2)大孔隙率提供了更多的容屑空间,有利于磨屑的排出;(3)大气孔率砂轮磨粒的自锐性较好,减少了砂轮粘附的趋势。Cai 等[75–76]试验对比了气孔率为40%的陶瓷结合剂多孔CBN砂轮(HP–B91)和传统陶瓷结合剂CBN 砂轮(MP–B91)在磨削Inconel 718 时的磨削性能。结果表明由于砂轮粘附,MP–B91 砂轮在材料比去除量为60mm3/mm 时失效。而相同磨削条件下,HP–B91 砂轮具有很好的磨削性能,材料比去除量在500 mm3/mm 内,工件表面粗糙度Ra可以保持在0.18μm 以下。Chen 等[77]制备了总孔隙率为30%左右的金属结合剂多孔CBN 砂轮,并对该砂轮用于Inconel 718 磨削时的比磨削力、比磨削能、磨削温度和磨削后砂轮表面形貌进行研究,如图15[77]和图16所示。结果表明在相同磨削条件下,金属结合剂多孔CBN 砂轮的磨削性能优于传统的陶瓷CBN 砂轮,比磨削力和磨削温度更低,砂轮表面工件材料粘附较少。NesluŠan[78]利用诺顿公司生产的气孔率为17%的Vortex 砂轮对镍合金EI 698VD 进行磨削,结果也表明与传统砂轮相比,Vortex 砂轮磨削性能更好。砂轮孔隙率增大会导致砂轮硬度降低,引起磨削过程中结合剂断裂增加,虽然可以减少砂轮粘附和堵塞,但同时也削弱了砂轮强度,缩短了砂轮寿命。此外,增大砂轮气孔率会使砂轮表面单位面积有效磨刃数减少,平均未切削厚度增大,从而导致工件表面粗糙度增加。Lu 等[79]研究了不同质量分数下聚甲基丙烯酸甲酯和活性炭两种造孔剂对陶瓷CBN 气孔率和力学特性的影响,如图17所示。表明当造孔剂含量增加时,砂轮气孔率增大,砂轮硬度减小。图18[79]为不同质量分数的造孔剂下,陶瓷CBN 砂轮的表面形貌。
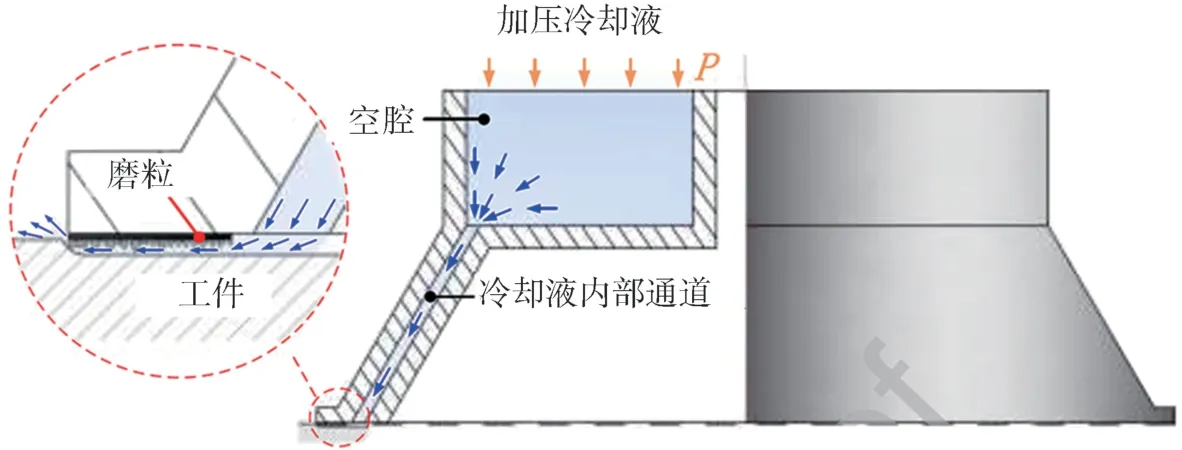
图14 内冷却法示意图Fig.14 Schematic of internal cooling method
3.2 选用单层超硬磨料砂轮
单层超硬磨料砂轮具有相对高的磨粒突出高度,提供了更大的容屑空间,有助于缓解砂轮粘附。Xu等[39]用钎焊金刚石磨料砂轮对铝合金AA4032 进行了磨削试验研究。试验证明钎焊金刚石砂轮适用于AA4032 的磨削,尤其适用于高速磨削。试验还证明磨粒间粘附(砂轮堵塞)主要发生在磨粒间距离较小的区域,而磨粒顶部粘附则发生在具有凹坑和小裂纹的扁平磨粒表面,因而控制磨粒分布是减少磨削过程砂轮粘附十分有效的方法。基于此,Okuyama 等[80]开发了一种磨粒均匀排布的金刚石砂轮,磨粒排布方向于砂轮旋转方向夹角为23.2°,并用所研制的砂轮对包括铝合金(牌号分别为A1050、A5052、AC2B 和AC4C)、钛合金 (牌号为Ti–6A–l4V)在内的5 种材料进行磨削。结果表明该砂轮在磨削铝合金时表现出优异的性能,当砂轮速度1000m/min,进给速度200mm/min,磨削深度10μm 时,可以实现对铝合金的镜面磨削,粗糙度Rz值<0.1μm。但是这种砂轮在磨削钛合金时磨削性能较差,粗糙度Rz值为2.75μm。与树脂、陶瓷和金属结合剂超硬磨料砂轮相比,单层超硬磨料砂轮不可以修整,这就使得其磨削特征具有瞬态性,磨粒切削能力随着磨粒自身的磨损逐渐恶化,且不可以恢复[81]。
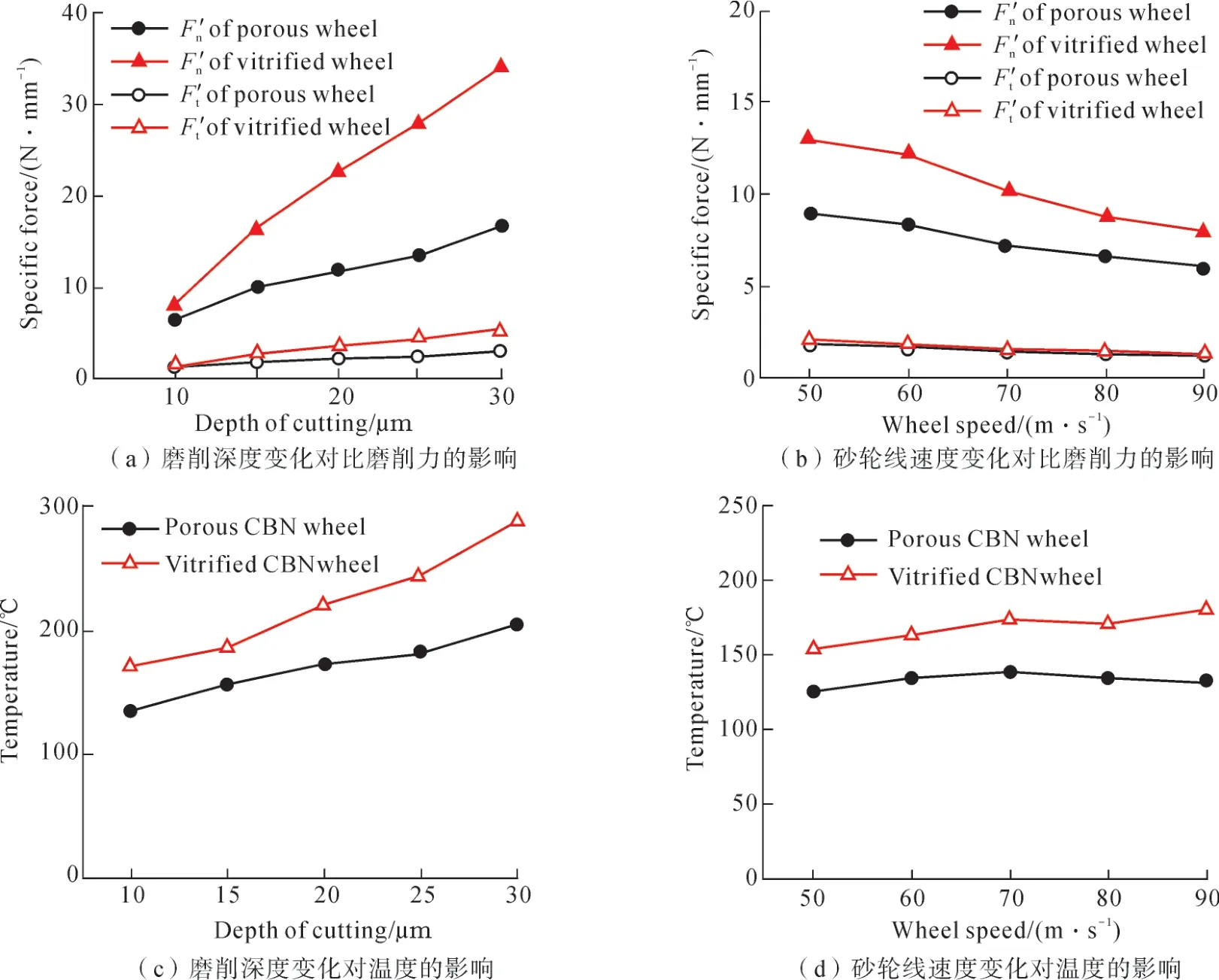
图15 磨削参数对比磨削力和磨削温度的影响Fig.15 Influence of grinding parameters on specific forces and temperature
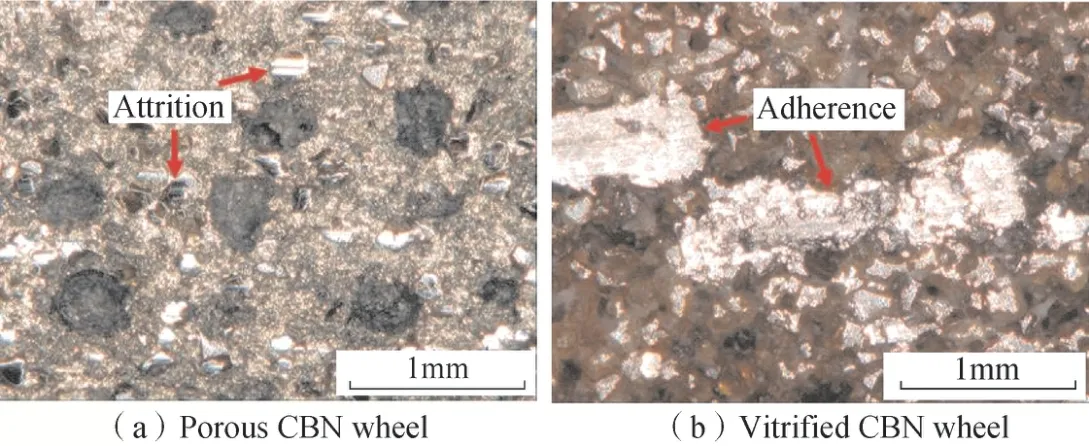
图16 磨削后多孔CBN砂轮和陶瓷CBN砂轮的表面形貌Fig.16 Wheel surface topography of porous and vitrified CBN wheels after grinding
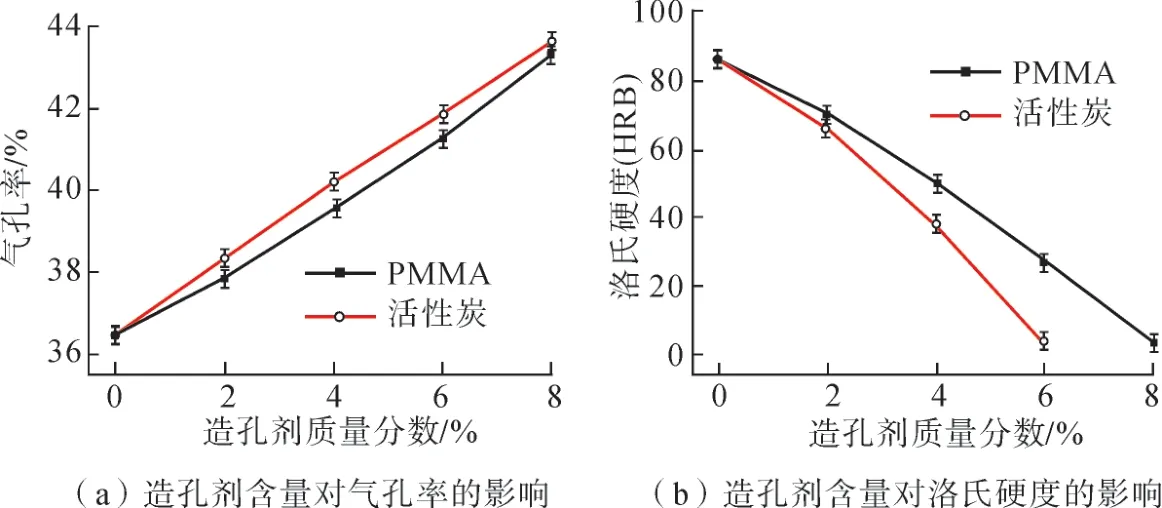
图17 PMMA和活性炭两种造孔剂含量的变化对砂轮气孔率和洛氏硬度的影响Fig.17 Influence of two kinds of pore-forming agent PMMA and activated carbon content changes on porosity and Rockwell hardness of grinding wheel
3.3 选用结构化砂轮
通过引入预先设计好的纹理或结构来实现砂轮表面结构化,是一种公认的可以降低磨削温度和磨削力、减少磨削过程砂轮粘附的有效方法[82–84]。主要原因是: (1)砂轮表面结构化使有效磨刃数减少,平均未变形切屑厚度增大,由于尺寸效应,降低了磨削区产生的总热量;(2)结构化砂轮减小了砂轮表面与工件的实际接触面积,减少了传递给工件的热量,降低了磨削区工件表面温度;(3)结构化砂轮表面的凹槽使磨削液的冷却及润滑作用增强。如图19所示,Yuan 等[83–84]开发了一种形式的电镀CBN 砂轮,这种砂轮具有离散的磨料团簇。与传统电镀CBN 砂轮相比,所开发的新型砂轮可以降低磨削力和砂轮粘附率。这种砂轮的主要缺点是砂轮–工件实际接触面积减小导致平均最大未变形切屑厚度增大,通常会产生较为粗糙的磨削表面。
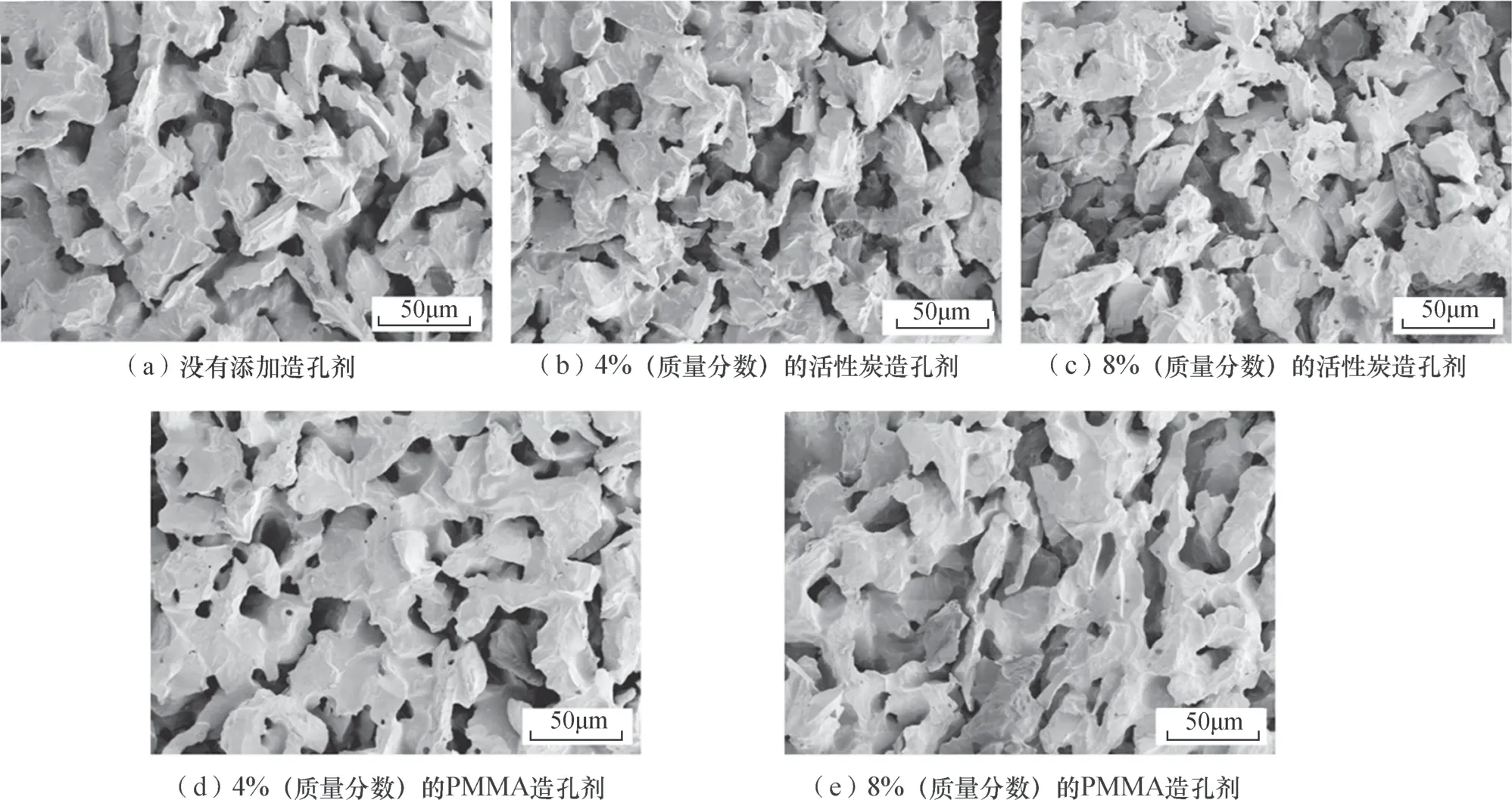
图18 砂轮表面形貌随造孔剂含量的变化Fig.18 Variations of wheel surface morphology with content of pore formers
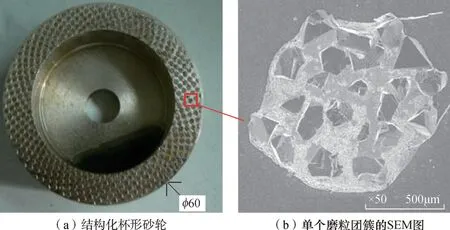
图19 结构化砂轮Fig.19 Structured grinding wheel
4 在线砂轮清理工艺
4.1 水射流清理工艺
水射流清理工艺是利用高压流体产生的动能对砂轮表面的粘附区进行冲击,达到去除粘附物的目的。Heinzel 等[44]基于在线水射流清理工艺对Inconel 738 镍基高温合金进行磨削试验,研究了射流清理参数对砂轮粘附的影响。结果表明喷嘴与砂轮表面的距离、冷却液的压力和流量对磨削过程中砂轮粘附率影响显著。调整射流系统到最优参数,砂轮粘附率和相应的比磨削能可分别减少100%和30%。Gift 等[43]基于液–固冲击模型,分析了射流喷嘴设计及射流特性对清理效果的影响,研究结果也表明通过优化清理参数(喷嘴配置、喷嘴位置),可以实现对砂轮粘附产生有效去除。值得注意的是磨削过程中粘附物多以焊接的形式涂覆于磨粒表面,所以高压射流对粘附物的清理效果有限。此外,高压射流清理系统消耗了大量的能量用于冷却液循环,通常射流压力需要高达10MPa 或流量要>400L/min 才能达到对粘附物的有效去除,因此涉及的成本巨大[85–86]。
4.2 激光清理工艺
激光清理技术现已被广泛应用于文物保护、汽车制造、半导体晶圆片清理、精密零件加工制造等方面。该技术也为砂轮粘附问题提供了一个可能的解决方案。当高能激光照射在砂轮表面时,可使粘附物被溶解和汽化,从砂轮表面清除。目前,已有将激光清理用于去除砂轮表面粘附物的报道[87–89]。激光清理的关键是如何在不损坏砂轮表面的磨粒和结合剂的情况下去除粘附物。这就需要考虑决定激光清理效果的关键工艺参数,包括激光功率密度、脉冲重叠比、烧蚀轨迹线重叠比和扫描周期数;同时考虑粘附材料、砂轮磨粒和结合剂的熔点、光学反射率、光导率、热导率和比热容等因素。因此该技术尚未在实际磨削领域得到广泛应用。
4.3 电化学清理工艺
基于电解过程阳极溶解原理,利用复合型导电高分子材料导电机理,Gao 等[46]提出一种电化学清理磨削工艺(Electrochemical cleaning grinding,ECCG),用于解决延塑性材料磨削过程中砂轮粘附问题,如图20所示[46]。在磨削过程中,砂轮通过阳极电刷与电源正极连接,紫铜阴极与电源负极连接。核壳结构的Ni–P 合金涂覆金刚石磨粒主要起3 个方面的作用: (1)作为导电填料,使砂轮磨料层具有良好的导电性;(2)砂轮表面的导电金刚石磨料作为微切削刃,完成被磨工件的切削;(3)砂轮表面的导电金刚石磨料作为微电极,是粘附物阳极电化学溶解反应的发生场所。磨粒上粘附物的电化学溶解速率与工作电压的设定值选取有关,当砂轮粘附物形成率等于粘附物阳极电化学溶解速率时,即磨削参数和电解参数匹配合适时,可以减轻甚至避免磨削延塑性合金过程出现的砂轮粘附现象,从而提高砂轮的磨削性能,改善磨削后被磨工件的表面质量。ECCG 技术经济环保,电解液为纯水,电功率损耗仅为10–3W 左右,理论上可以完全清除砂轮表面的粘附物。Gao 等[46]的试验研究证明了该方法的可行性,与常规磨削方法相比,砂轮粘附率和表面粗糙度Ra值分别降低70.12%和51.56%。
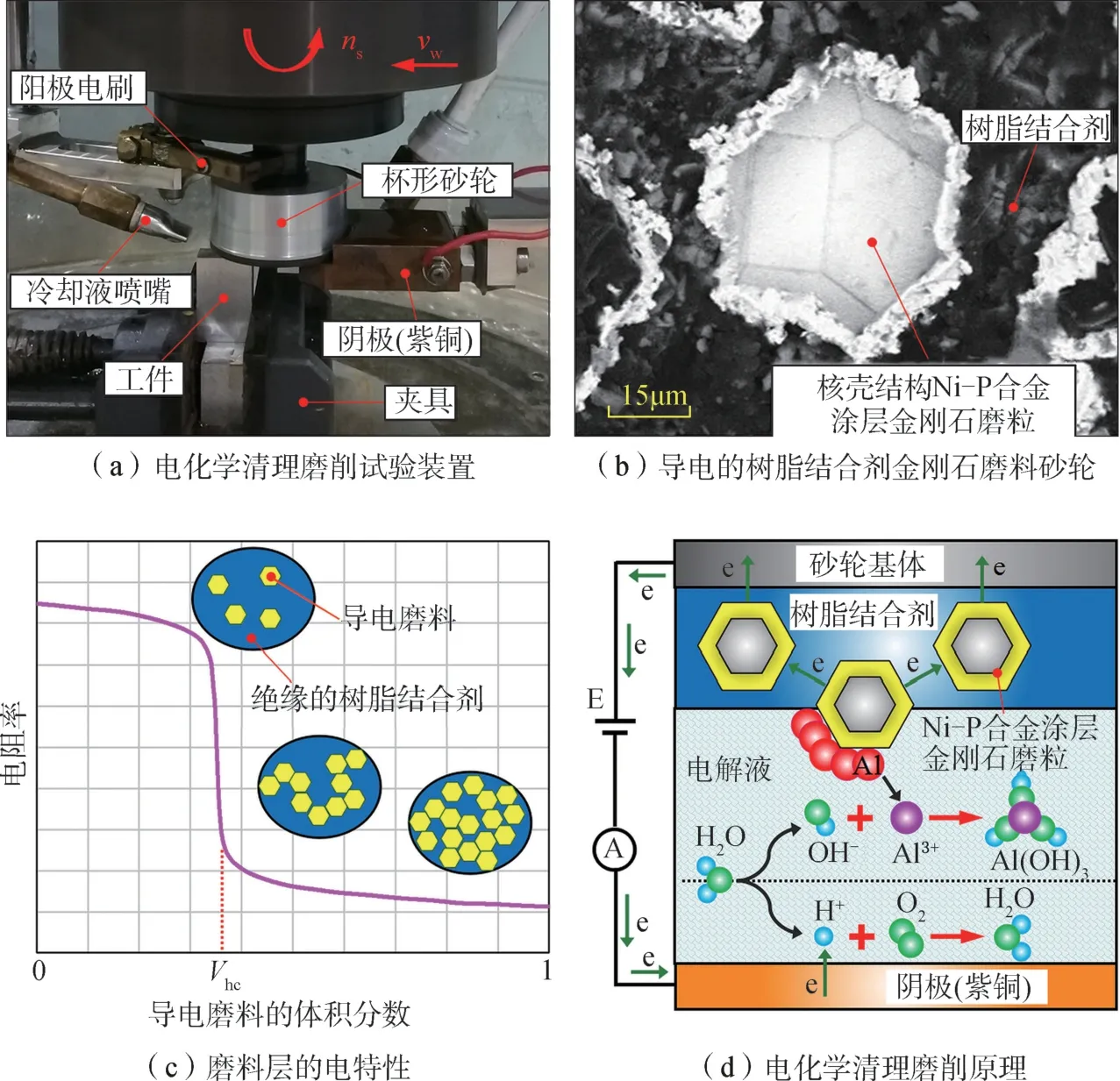
图20 解决延塑性材料磨削过程中砂轮粘附问题示意图Fig.20 Schematic diagram of solving grinding wheel adhesion problem in ductile material grinding process
5 在线修整工艺
连续修整(Continuous dress,CD) 磨削技术和在线电解修整(Electrolytic in-process dressing,ELID)磨削技术在解决砂轮粘附问题时也是有效的,可以缩短与常规砂轮修整相关的磨削作业停机时间。这两种技术共同特点都是通过将砂轮表层磨粒与粘附物一同去除的方式产生新的锋利磨刃,保证高效磨削。CD 技术是在磨削过程中利用旋转金刚石修整器对砂轮进行连续修整,从而控制砂轮的锐度并保持砂轮轮廓[90–92]。最典型的案例就是成功地应用于航空发动机涡轮零件的缓进给磨削(Creep feed grinding, CFG)中,通过CD–CFG 进行航空合金零件粗磨加工,留下约20~50μm 的余量进行常规的精磨加工,可以在提高加工效率的同时保证零件的表面质量[93–94]。在ELID 磨削过程中,砂轮表面结合剂部位被电解,从而露出新的锋利磨刃,同时形成一层绝缘的钝化膜。其要点是平衡电解修整作用和砂轮结合剂表层钝化膜对电解的抑制作用,使砂轮磨粒获得恒定的突出量。关佳亮等[95–96]采用ELID 技术对黄铜、纯铝和Inconel 625 镍合金进行了磨削试验研究。结果表明电化学参数(电解电压和占空比)对表面粗糙度的影响程度要小于磨削参数(砂轮速度和磨削深度)的影响,在磨削Inconel 625 镍合金时所能达到的表面粗糙度Ra值达48nm,但在磨削黄铜和纯铝时所能达到的Ra值仅分别为 0.44μm 和0.75μm。目前将ELID 磨削应用于延塑性航空合金加工的研究还极少,主要原因是:(1)磨粒的绝缘性导致磨粒上的粘附物与金属基体不能形成有效的电回路,因此绝大部分粘附物不能通过电化学溶解作用去除;(2)粘附物的存在可能影响电解修整作用及结合剂表层钝化膜对电解的抑制作用,破坏ELID 磨削过程中原存在的平衡状态;(3)通过提高电解作用,将砂轮表层磨粒与粘附物一起去除的方式在降低粘附的同时,会加速砂轮磨损,因此在解决砂轮粘附问题方面是不经济的。
6 电化学磨削技术
电化学磨削(Electrochemical grinding, ECG)是将电化学溶解和机械磨削作用有机结合进行材料去除的一种特种加工方法。在电化学磨削过程中,工件材料作为阳极,金属结合剂砂轮作为阴极,凸出于砂轮表面非导电性磨料使工件表面与导电砂轮基体之间形成一定的间隙,加工时电极间隙供给电解液,在直流电源作用下,工件表面的金属由于电化学作用生成离子化合物和阳极膜。在加工过程中,电解起主要作用,占总材料去除量的90%以上[97–98]。磨削只起辅助作用,刮除工件表面电解反应产物,以促进电解加工。与传统磨削方式相比,电化学磨削技术可以数倍提高磨削加工效率,同时显著减少砂轮磨损,避免砂轮粘附现象。如Zaborski 等[99]研究了电化学磨削硬质合金G20 和钛合金WT3–1 时的砂轮磨损特性。结果表明,当砂轮磨料为SiC 时,传统磨削方式对应的砂轮磨损量是相同参数下电化学磨削时的5 倍左右;当砂轮磨料为金刚石时,传统磨削方式对应的砂轮磨损量是相同参数下电化学磨削时的15 倍左右。Goswami 等[100]采用电化学磨削技术对Al2O3/Al 金属基复合材料进行电化学磨削,结果表明,与传统磨削方式相比磨削力降低了75%~95%。电化学磨削理论上能够加工任何导电材料,无论其强度、硬度、韧性和热特性。因此针对钛合金、高温合金的电化学磨削的工艺规律,国内外学者展开了较为广泛的研究[101–105]。Curtis等[106]研究了Udimet 720 镍基航空合金的电化学磨削特性,并探讨了不同砂轮结合剂类型(树脂结合剂、金属结合剂、单层电镀)和不同磨料类型(CBN 和金刚石)对磨削功率、法向磨削力、磨削比、表面粗糙度Ra和“过切”效应的影响。结果表明电镀砂轮综合磨削性能最好,且电镀CBN 砂轮的磨削比约为电镀金刚石砂轮的3.5 倍。Ge 等[107–108]研究了深切电化学磨削加工技术在加工K423A 镍基合金时的特性,并对材料去除机理进行了探究。结果表明当砂轮转速为1000r/min,磨料粒度为325#时,可获得较好的加工性能。相比电化学磨削,深切电化学磨削在提升材料去除率的同时,也可以提高加工表面质量(Ra降低68%)。Hascalik 等[109]研究了电解电压、电解液流量和进给速率等参数对Ti–6Al–4V 钛合金电化学磨削表面粗糙度的影响。当电解电压由2V增加到8V 时,Ra值从5.12μm 降低到0.43μm;当电解液流量从500L/h增加到2000L/h 时,Ra值从0.21μm降低到0.15μm;当进给速度从6mm/min 增加到24mm/min时,Ra值从0.54μm 降低到0.06μm。Li 等[110]采用内喷射供液方式研究了电化学磨削技术加工GH4169 时的特性,并对不同加工参数下的最大进给速度和最大材料去除率进行试验研究。结果表明,最大进给速度和最大材料去除率随电解电压的增加而增大。值得注意的是,在电化学磨削技术中,非导电磨料的出刃高度和磨削参数定义了电极间隙的大小,加工间隙减小,意味着电流密度增大,电解作用增强,因此为了避免电极短路,不宜选择细粒度磨料的砂轮或较高的材料去除率[111]。此外,阳极溶解作用对磨削区外的工件表面层性能的影响也是显著的,而精确地控制电解区域的大小极其困难[112]。
结论与展望
本文针对延塑性航空合金磨削过程中砂轮粘附问题,从粘附形成机理、粘附的影响、粘附建模和粘附抑制4 个方面展开综述,现总结如下,并对未来研究方向进行展望。
(1)砂轮粘附是延塑性航空合金(如镍基高温合金和钛合金)材料类零件磨削时必须考虑的重要问题。砂轮粘附对磨削过程的影响主要体现在以下4 个方面: 磨粒顶部粘附会改变切削磨刃的几何形状,使磨刃变钝,磨削过程中摩擦和耕犁作用增强;磨粒间粘附会改变砂轮表面形貌,使磨削区动态磨刃数减少;磨粒间粘附会影响磨削液进入砂轮气孔,导致磨削液的冷却和润滑特性变差;随着磨削过程的进行,砂轮表面粘附物会随着砂轮旋转再次与工件接触,在机械力的作用下发生剥离,重新沉积在被磨工件表面,再沉积作用会改变磨削后工件表面质量。
(2)作为典型的高强韧难加工材料,镍基高温合金和钛合金的磨削过程中磨削力较大、磨削温度较高。在砂轮粘附形成机制分析时,磨削力、磨削热以及工件–磨粒间的物理化学作用是需要考虑的重要方面。在磨削高温下,工件材料韧性增强,工件–磨粒间的各种物理化学作用增强,砂轮粘附倾向增强。为了使砂轮粘附最小化,应减小磨削热的产生,加快产生热的排出,并尝试避免或控制磨粒–工件之间的界面反应。
(3)为了满足生产效率和表面完整性的要求,深入认识各种磨削因素对粘附率的影响程度,通过建立数学模型对砂轮粘附进行定量评价是必要的。然而,现阶段关于砂轮粘附率建模方面的研究极少,其主要原因是影响粘着磨损和磨削过程的因素很多且具有较大的随机性,使砂轮粘附问题分析变得极其复杂;砂轮粘附定量检测手段的落后也限制了较为精确的粘附模型的开发。基于微凸体副之间的粘着磨损理论,结合磨削几何学和动力学分析,并开发高效的砂轮粘附检测新手段是砂轮粘附模型开发的必由之路。
(4)砂轮粘附的形成是磨粒–工件之间在磨削高温下各种因素作用的结果。因此,基于粘附形成机制的深入认识,根据被磨工件材料,通过合理的选取磨削参数、改善磨削区冷却和润滑条件以及合理选用砂轮类型可以避免砂轮粘附形成倾向。另一方面,采用合理的技术手段在线对粘附物进行去除也是可行的。电化学清理磨削工艺是解决砂轮粘附问题的新的高效手段,其根据阳极溶解原理对磨粒表面形成的粘附物进行实时在线去除,将粘附物的去除聚焦于磨粒层面,为解决砂轮粘附问题提供了重要思路。但ECCG 在延塑性航空合金磨削方面的广泛应用,有赖于在深入认识颗粒填充型导电复合材料导电机理的基础上,开发新的导电超硬磨料砂轮。
猜你喜欢
超硬材料工程(2022年3期)2022-10-19
超硬材料工程(2022年3期)2022-10-19
流体机械(2022年8期)2022-10-13
组合机床与自动化加工技术(2022年4期)2022-04-26
金刚石与磨料磨具工程(2021年5期)2021-11-06
哈尔滨轴承(2021年2期)2021-08-12
失效分析与预防(2020年1期)2020-06-17
表面工程与再制造(2019年3期)2019-09-18
佛山陶瓷(2016年5期)2016-05-14
筑路机械与施工机械化(2014年7期)2014-03-01
