
线性摩擦焊接热力耦合行为及其研究现状*
2021-05-21 01:31
航空制造技术 2021年7期
(1.材料液固结构演变与加工教育部重点实验室,济南 250061;2.山东大学材料科学与工程学院,济南 250061;3.大阪大学接合科学研究所,大阪 567-0047)
线性摩擦焊接(Linear friction welding, LFW)技术作为一种典型的固相焊接技术,凭借其优质、高效、节能、环保的技术优势,已经成为先进航空发动机整体叶盘制造的关键技术。线性摩擦焊接是利用在一定压力下焊件接触端面往复运动中互相摩擦所产生的热量,使摩擦界面及其附近材料达到热塑性状态,然后迅速顶锻,使摩擦界面在压力下进行固态扩散及反应而实现材料冶金结合的一种固相焊接技术[1–2]。因此,线性摩擦焊接过程包含在热力耦合作用下的机械能与热能转换,具有动态、高温和大变形的特征,决定了线性摩擦焊接过程中焊接区域组织演变及焊后接头组织性能。
摩擦焊接热力耦合过程可以从焊接热过程、塑性流变场以及应力应变场3 方面来表征,而这3 方面在摩擦焊接过程中发生相互耦合作用并共同决定了焊接过程及焊接质量。因此,研究揭示线性摩擦焊接过程中的热过程、高温塑性材料的塑性流变行为以及焊接应力应变场的演变等热力耦合过程及其参量场演变对于揭示线性摩擦焊接过程物理本质、阐明焊接过程物理化学冶金性能以及焊接过程调控具有基础性指导意义。目前,随着计算技术在材料加工领域的不断应用和发展,数值模拟技术在线性摩擦焊接基础理论研究方面扮演着至关重要的角色,并推动了摩擦焊接热力耦合行为的研究[3]。线性摩擦焊接热力耦合行为的数值分析有助于揭示线性摩擦焊接过程中各个物理参量场演变规律,不仅发展了摩擦焊接基础理论,也可为焊接过程调控和工艺优化提供理论指导。
线性摩擦焊接热力耦合特点
与轴向摩擦焊、搅拌摩擦焊等其他摩擦焊一样,线性摩擦焊接过程也是一种依靠摩擦产热使材料达到高温塑性状态而实现焊合的固相焊接工艺方法;不同的是,线性摩擦焊接克服了其他摩擦焊接工艺对焊接工件形状的限制。线性摩擦焊独有的摩擦界面往复运动特点,在时间域使得摩擦方向交变和摩擦速率周期性变化,在空间域上使得摩擦接触界面发生周期性开放–闭合[4]。因此,线性摩擦焊接过程中热力耦合和能量输入具有典型的周期性脉冲特征,主要体现在3 个方面。
(1)脉冲性摩擦热输入。与其他摩擦焊接过程中旋转运动机制形成的恒定或连续衰减型热输入不同,线性摩擦焊接摩擦热输入在焊接过程中界面的不同点、不同时刻存在最大值和零点,并且呈周期性脉冲变化(非连续的脉冲模式,一般为正弦波),如图1所示[4]。与旋转摩擦焊接不同,线性摩擦焊接的脉冲摩擦热输入使得界面区域材料处于同步升温状态,利于材料塑性流动,焊接效率更高。深入分析线性摩擦焊接热过程及温度场演变,对于揭示接头微观组织特征及其演变机理具有显著的指导意义。
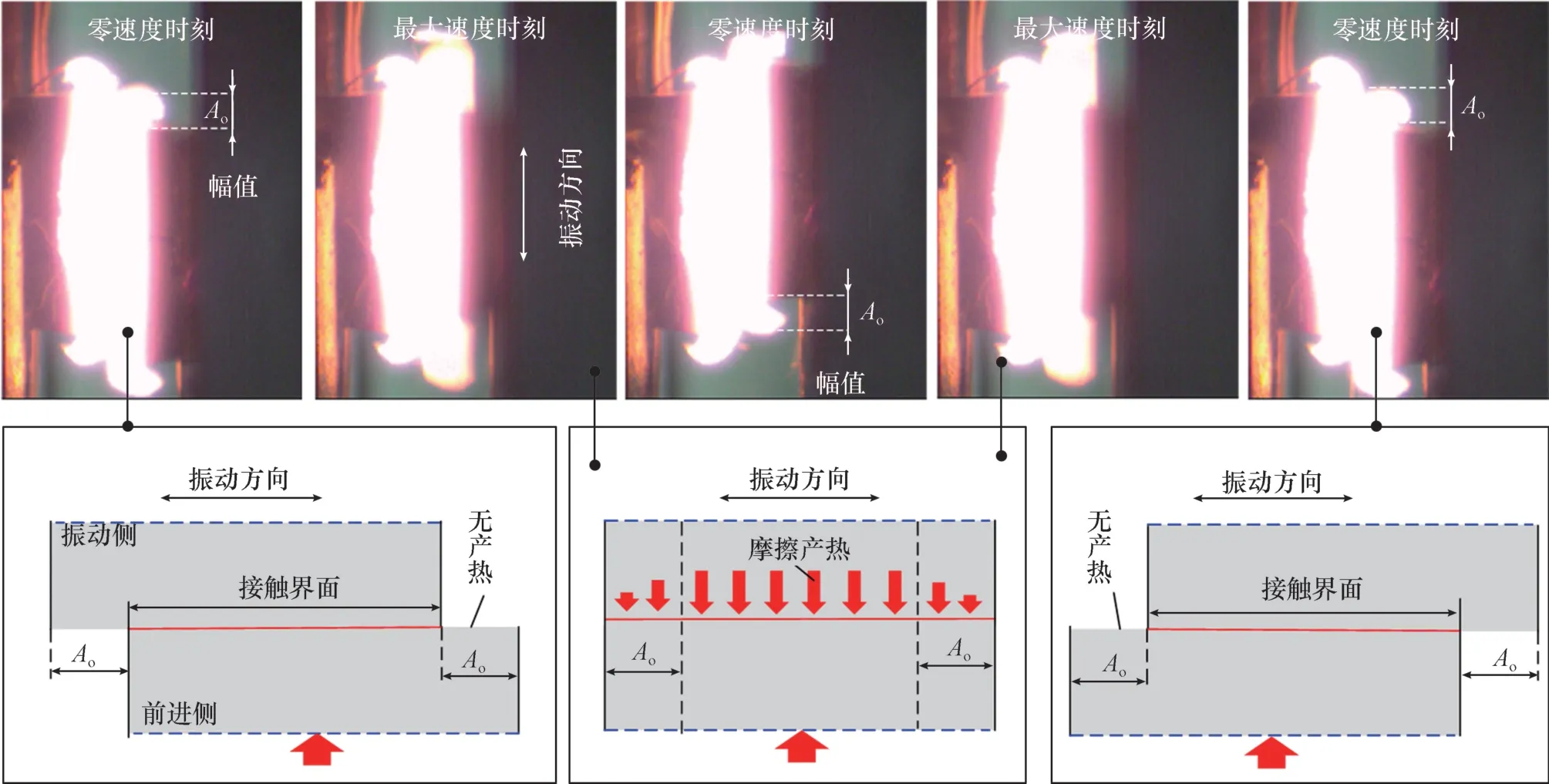
图1 线性摩擦焊接过程中摩擦界面热流分布特征Fig.1 Schematic diagram of heat generation distribution in LFW process
(2)交变的材料受力方向。与其他摩擦焊接过程中方向单一的受力和塑性流动不同,在线性摩擦焊接过程中,直线往复运动使得摩擦界面的塑性金属受到周期性方向交变的摩擦力作用,从而使得界面及两侧热力影响区的塑性流动方向发生周期性改变[5],如图2所示。在方向交变摩擦力驱动下,界面区域材料流动更加剧烈,原始晶粒组织发生明显的动态再结晶行为,晶粒尺寸细化,性能提升。通过热力耦合计算分析线性摩擦焊接过程中与塑性变形和流动相关的物理参量变化,为调控组织性能奠定理论基础。

图2 线性摩擦焊接摩擦力方向交变示意图Fig.2 Schematic diagram of alternating direction of friction force in LFW process
(3)周期性裸露的局部摩擦界面。与其他摩擦焊接过程中封闭的摩擦界面不同,在线性摩擦焊接过程中,不管振幅多大、频率多高,摩擦界面总有一部分裸露在空气中而被氧化,特别是振动方向上的边缘区域将周期性暴露于空气而被氧化[6],如图1所示。对于易发生氧化的金属材料线性摩擦焊接过程,对接头焊接区域施加保护气体,有助于消除局部摩擦界面的氧化现象。
线性摩擦焊接热力耦合行为现状
线性摩擦焊接作为一种固相焊接工艺,其焊接过程涉及的热力耦合物理现象主要包括产热传热过程、塑性流动和变形过程、界面焊合行为等。目前国内外学者主要通过试验检测、解析计算和有限元分析等方法对焊接过程中的热力耦合行为进行了研究。
1 试验及物理模拟
线性摩擦焊接的热源主要是焊接界面的摩擦热和材料的塑性变形能,而充足的摩擦热输入是保证焊接区域材料达到塑性状态的关键。在摩擦焊接过程中,摩擦产热功率演变曲线能够体现焊接过程中界面金属物理形态的变化历程,因而可以反映接头焊接质量的好坏。根据能量守恒定律和转换定律,采用检测驱动电机输入功率的方法可以获取摩擦功率曲线。以振动面积为22×11mm2的钛合金线性摩擦焊接为例,在30MPa 摩擦压力、35Hz 振动频率和3mm 振动幅值焊接参数下,马铁军等获取了焊接过程摩擦功率曲线,如图3所示[7],并分析了不同摩擦阶段的摩擦功率特征。如图4所示,Ofem 等[8]采集了中碳钢线性摩擦焊接过程中摩擦速度和振动载荷力的变化曲线,结果表明在线性摩擦焊接过程中界面载荷力和摩擦速度均具有周期性变化规律。基于牛顿第一定律推导了实现良好焊合的临界能量输入平均值,发现在高振动频率和摩擦速率下焊接所需临界热输入降至最低。
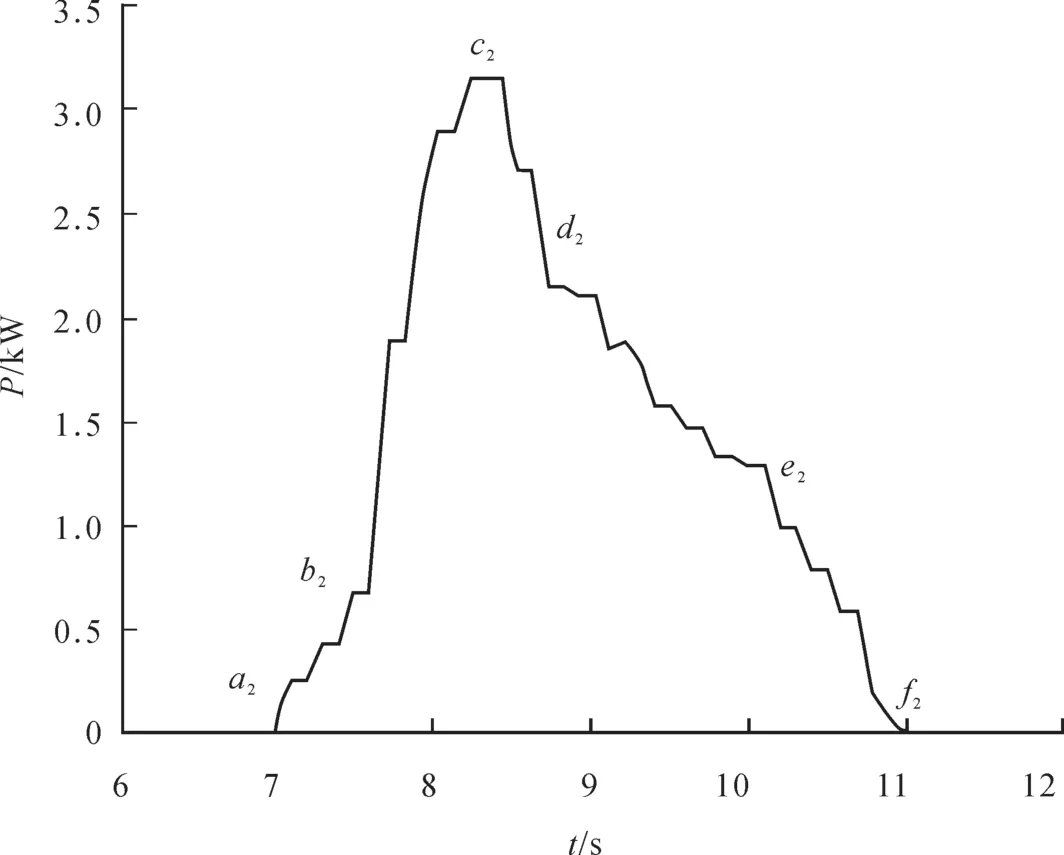
图3 钛合金线性摩擦焊接过程摩擦功率变化曲线Fig.3 Friction work power measured experimentally during LFW
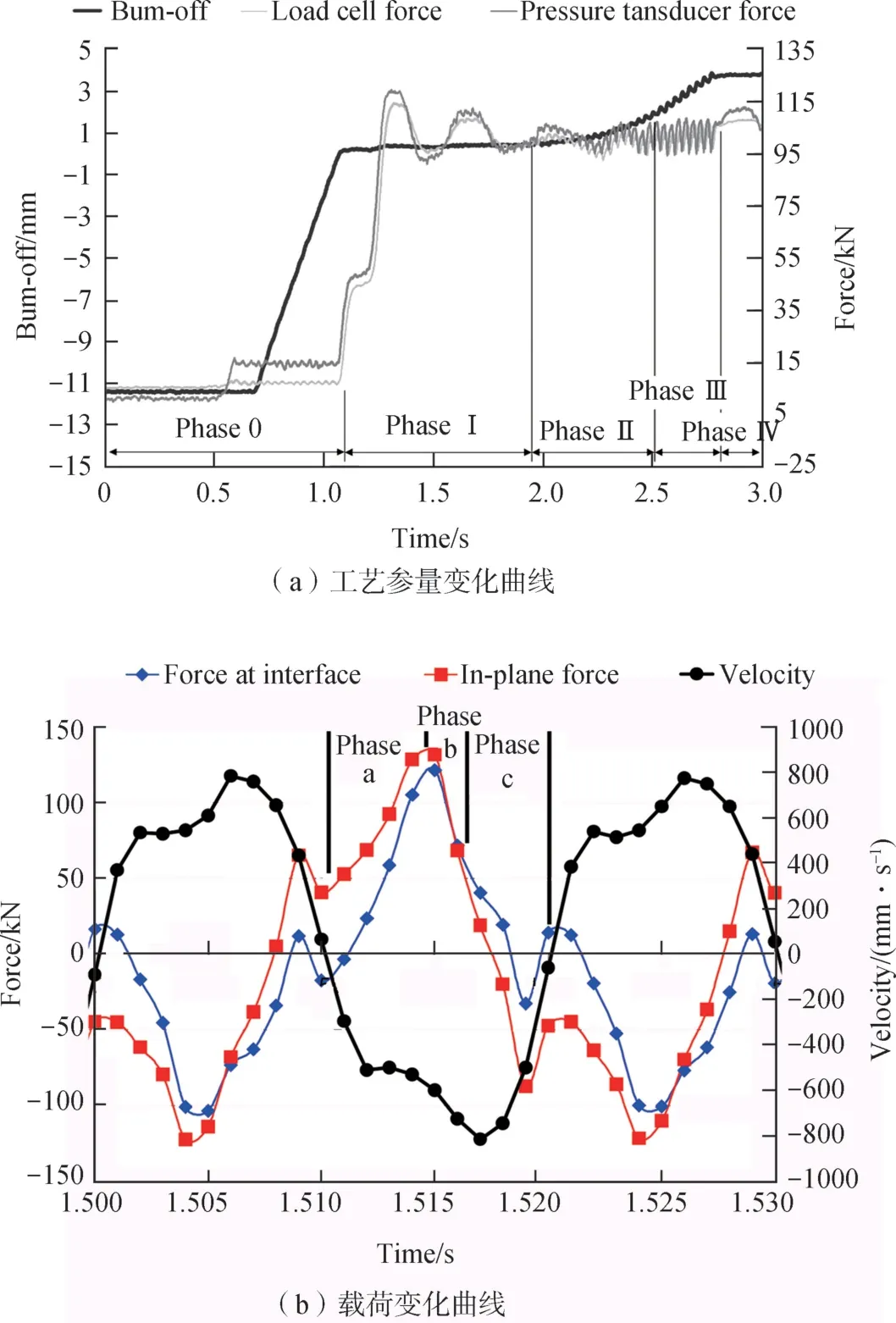
图4 中碳钢线性摩擦焊接过程能量输入和载荷变化曲线Fig.4 Energy and force analysis in linear friction welding of medium carbon steel
线性摩擦焊接过程中焊合区高温塑性金属在高应变速率下挤压和剪切变形过程,基于焊接过程变形条件,物理模拟焊接过程变形条件能够得到近似焊后组织特征。Jing 等[9]通过物理模拟试验得到了热剪切变形条件下的钛合金组织,与线性摩擦焊接组织结构相似,根据平均晶粒尺寸大小估算摩擦界面应变速率值高于70s–1。
试验检测手段的不断升级使得摩擦界面产热功率及摩擦力等物理量的测量准确性不断提高,但仍然仅能获取摩擦产热的平均值,而且无法得到界面内部的温度场分布及塑性变形产热量等。采用试验方法测量的摩擦产热和摩擦力等数据,多基于摩擦界面均匀及恒定摩擦系数的假设,只能得到宏观的总的热输入;而对于摩擦界面的热流密度分布,目前的试验手段还很难测准确,并且对不同焊接参数下的焊接过程进行试验测量成本较高。
2 解析计算
解析模型以其自身计算目的明确、效率高和耦合边界参量便于优化的特点,能够实现线性摩擦焊接过程中传热特点和变形特征的直观揭示。线性摩擦焊接摩擦阶段划分为初始接触、过渡接触和稳态变形阶段,而采用解析求解,由于假设条件较多,无法对整个摩擦阶段的产热和塑性变形进行准确求解,多数研究者重点对初始摩擦阶段和稳态摩擦阶段的传热效应分别进行了研究。
初始接触阶段的传热效应直接决定了焊接过程是否能够顺利进入稳态摩擦阶段,从而成功完成线性摩擦焊接过程。将线性摩擦焊接过程简化为一维热传导问题,在初始摩擦阶段界面两侧的温度分布可以采用一维非稳态热传导方程求解。当材料发生软化后工件开始缩短,界面两侧温度梯度分布受轴向缩短影响,往往需要在一维非稳态热传导方程中引入轴向缩短速率。然而采用此方法时摩擦界面热输入值较难确定,并且求解不同焊接参数下的温度分布较繁琐。Bikmeyev 等[10]建立了线性摩擦焊接过程初期摩擦阶段接触界面的压力和温度分布的解析计算表达式:
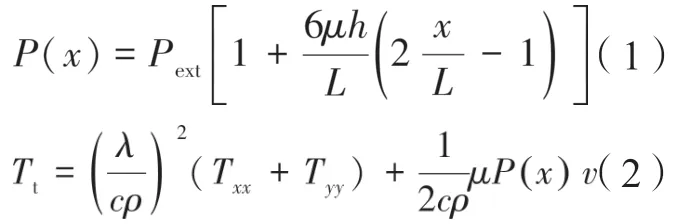
式中,Pext是外部压力,μ是摩擦系数,L和h分别是运动方向(x方向)和压力方向(y方向)的几何长度和高度,λ为材料导热率,c为比热谷,ρ为密度, 为振动速度,Txx、Tyy分别为沿x、y方向的二阶导数。如图5所示[10],初始摩擦阶段界面上正压力和温度分布呈不均匀特征。
在保证充足热输入条件下,稳态摩擦阶段中塑性流动和温度分布对接头质量有着显著影响,获取稳态摩擦阶段界面温度及两侧温度分布对于揭示微观组织演变行为具有重要意义。当焊接过程进入稳态摩擦阶段,摩擦界面区域的产热和散热将处于动态平衡状态,因此界面温度及界面两侧温度梯度将处于准稳态状态。如图6(a)所示,Lacey 等[11–12]认为在该阶段摩擦界面区域存在一层厚度较薄的塑性变形层,该区域软化的材料受力作用不断挤出界面。基于此建立了线性摩擦焊接稳态变形阶段的润滑模型,分别针对硬模型材料和软模型材料计算了从焊接开始至稳态阶段过程中界面两侧的温度分布,如图6(b)所示。Wen 等[13]建立了钛合金线性摩擦焊接准稳态阶段温度分布解析公式:


图5 初始摩擦阶段界面解析模型计算结果Fig.5 Results obtained from analytical model
式中,a是材料热扩散系数,v是稳态摩擦阶段缩短速率。通过试验测量工件上两个位置点的温度求解公式中常数K1和K2,最终获得界面温度和温度分布。
线性摩擦焊接的摩擦压力、振动频率和幅值直接决定了摩擦产热功率大小,通过确定这些参数获取良好线性摩擦焊接头成形的临界焊接热输入,对优化焊接工艺参数十分必要。在钛合金线性摩擦焊接试验研究中,Vairis 等[14]首次定义了线性摩擦焊接名义热输入解析表达式:

式中,Pf是摩擦压力;fo是振动频率;Ao是振动幅值;μ为库伦摩擦系数。焊接热输入随着这3 个焊接工艺参数的增加而增加。基于库伦摩擦定律,线性摩擦焊接过程中单个周期内平均产热功率解析表达式为:
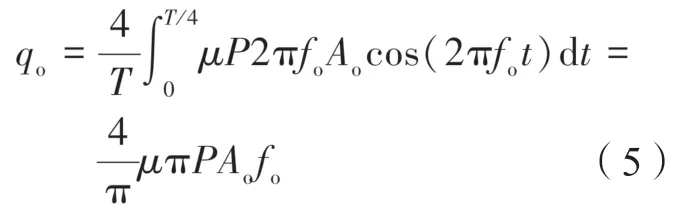
式中,T表示单个振动周期时间,其他参数含义与式(4)相同。式(5)摩擦系数和界面压力的确定对于平均产热功率计算有直接影响,显然采用恒定摩擦系数或摩擦压力代替界面压力的方式计算摩擦产热较难保证准确性。
近年来,基于最大熵产生原理,Xiong 等[15]建立了具备一定自洽性特点的二维线性摩擦焊稳态阶段的热力学解析模型,虽然该解析模型未考虑塑性变形影响,但其能实现仅从焊接参数、工件尺寸和热物理参数等初始条件即可较准确地预测各种金属材料线性摩擦焊接稳态阶段的热力参量。
目前解析计算研究线性摩擦焊接过程中的热力问题,主要受限于二维平面求解域尺寸和不可避免的热力边界假设等问题。通过划分摩擦阶段建立不同的数学物理方程求解热力问题,也使得解析计算很难实现整个焊接过程热力耦合计算的连贯性,并且采用解析模型较难实现对线性摩擦焊接过程热力耦合物理场三维空间分布的研究。
3 有限元分析
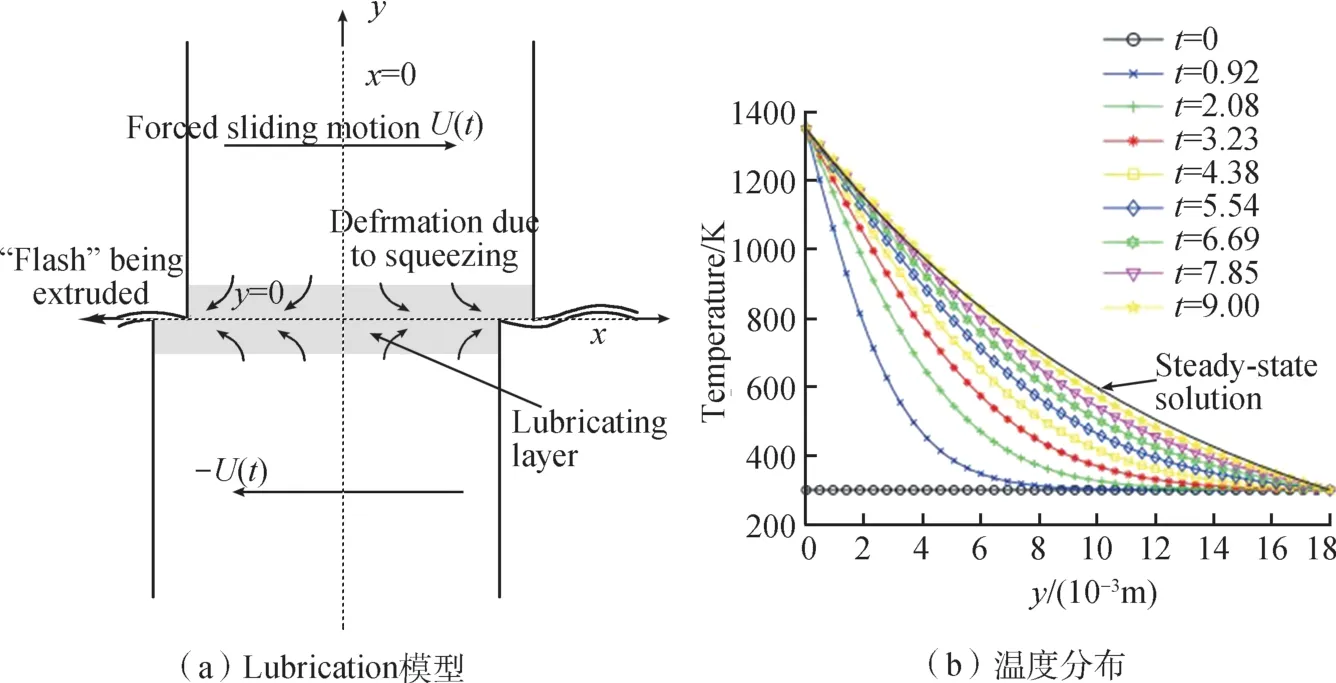
图6 LFW稳态阶段的解析模型及求解的温度分布Fig.6 Analytical model of steady-state stage and temperature distribution during LFW
众所周知,在摩擦焊接过程中,温度和塑性、应力应变不仅影响金属的力学性能,而且使得金属在焊接过程中发生组织变化,而组织在某些情况下会反作用于金属的力学性能,进而改变温度和塑性应变分布。因此,要准确地模拟焊接过程,必须将温度和应力应变进行耦合分析。随着计算机技术的突飞猛进和非线性有限元理论的逐步发展,有限元数值模拟技术成为现在研究热力耦合问题的主流数值计算方法,使得摩擦焊接数值模拟的物理场从单一场分析发展为多场耦合分析,并且可对大型复杂工件进行分析。相比解析计算,有限元数值模型能够更全面地揭示焊接过程中物理参量在空间域和时间域上的演变特点。国内外研究者借助各种商用有限元软件如ANAYS、ABAQUS 等,建立热力耦合模型完成线性摩擦焊接过程的数值分析,并围绕优化焊接热力条件[16–21]、预测接头成形和组织[22–30]及评估接头残余应力和性能[31–40]等各方面开展了多角度研究。图7为近10年内有关线性摩擦焊有限元分析建模策略发展趋势。早期,多数研究学者将线性摩擦焊接计算模型简化为二维平面模型,主要基于以下两点假设: (1)界面两侧材料经历了相同的热力耦合过程,采用离散或解析刚体代替工件运动,仅进给侧工件有传热和塑性变形;(2)垂直于振动方向上的温度分布均匀一致,不考虑垂直于振动方向的传热与变形。二维有限元模型凭借计算效率高、收敛性强等特点已被广泛应用于线性摩擦焊接热力耦合计算,在焊接工艺参数优化方面发挥了重要作用。近年来,越来越多研究者着手于线性摩擦焊接三维热力耦合建模,以求进一步提高有限元模拟结果的合理性和可靠性。
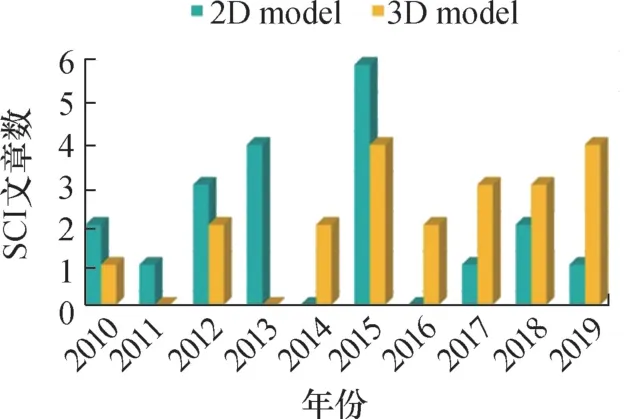
图7 Web of science中检索的近10年内LFW有限元分析建模策略Fig.7 Modeling strategy of LFW obtained from Web of science from 2010 to 2019
3.1 摩擦副数理模型
在线性摩擦焊接过程有限元研究中,建立符合焊接过程物理本质的摩擦副模型是准确计算线性摩擦焊接热过程和塑性流动的基础。据相关文献报道,现有有限元分析模型主要包括3 种不同形式的接触摩擦副模型,如图8[31]所示。
刚体/塑性体摩擦副模型:目前线性摩擦焊接数值模拟计算中最常用的摩擦副模型,该模型以界面两侧热力状态呈对称分布的假设为前提,仅考虑单侧工件的传热和塑性变形过程,以假设振动侧工件为刚体居多,如图8(a)所示。该模型在保证计算结果合理性的前提下,大大降低了计算成本。然而,该模型无法考虑两侧工件之间的热力交互作用,且无法求解异质材料线性摩擦焊接热力耦合问题。对于同质材料而言,已有试验研究证实界面两侧的微观组织演变及接头两侧飞边尺寸的存在差异,这与界面两侧热力状态的差异性直接相关。因此,采用刚体/塑性体摩擦副模型在一定程度上与实际物理过程仍存在差异。
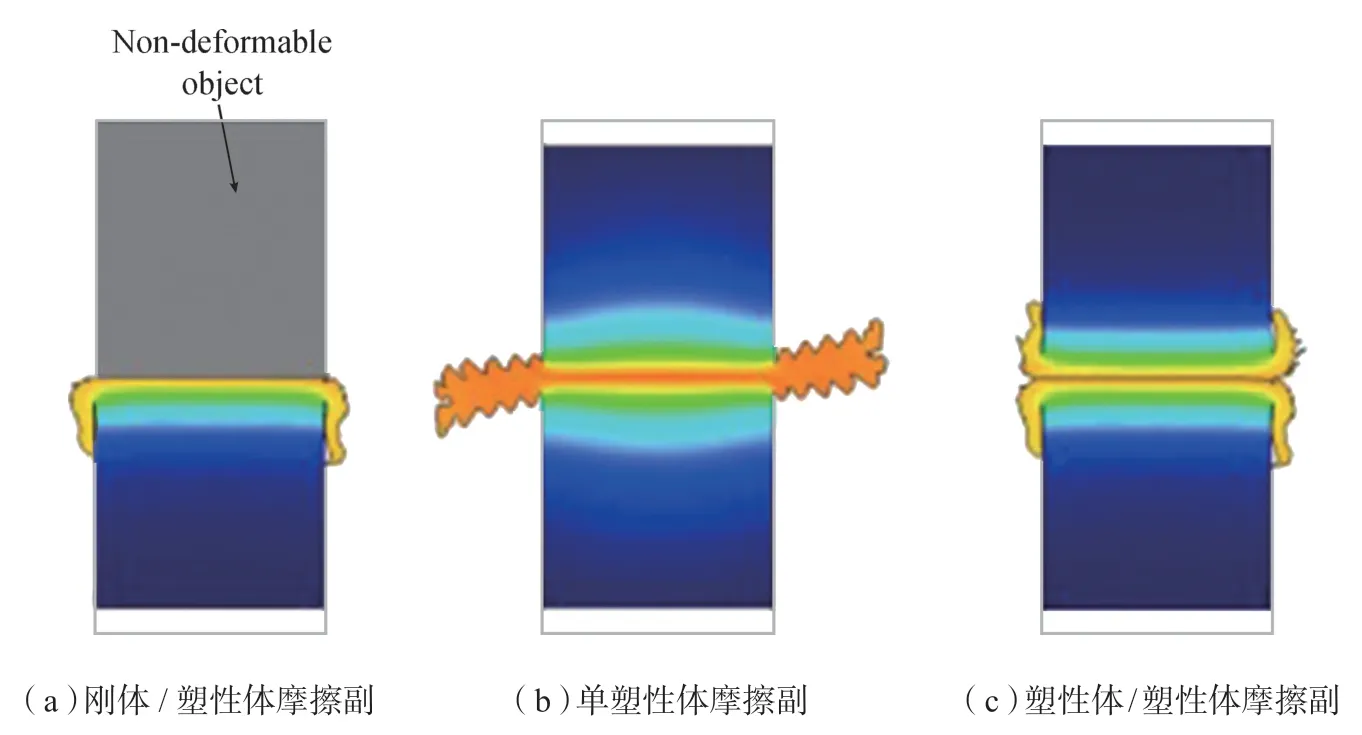
图8 线性摩擦焊数值建模的3种摩擦副模型Fig.8 Three kinds of friction pair model for LFW
单塑性体摩擦副模型:假设两个工件材料在界面处焊合为一体,该摩擦副模型主要用于模拟稳态摩擦阶段塑性流动过程。由于是单塑性体变形,在模拟钛合金和钢材料线性摩擦焊接头飞边形貌特征时具有独特优势。然而,在采用该摩擦副模型计算前需要先确定焊合区域的温度场分布,研究者多采用试验测量热输入或建立起始摩擦阶段传热模型获取热边界条件。
塑性体/塑性体摩擦副模型:不同于前两者,塑性体/塑性体摩擦副模型不存在工件材料属性的假设,且能够实现整个焊接过程的模拟计算。两侧工件热力边界条件与实际工况可以保持高度一致,摩擦副摩擦行为采用库仑摩擦或者修正库仑摩擦,且计算过程中能够考虑界面两侧工件热力交互作用,但该摩擦副模型尚无法考虑两侧工件材料的焊合行为对界面塑性流动的影响。
采用有限元模拟的方法研究线性摩擦焊接过程中的基础理论问题,除考虑有限元建模策略外,还要考虑影响焊接热过程、塑性流动计算准确性的数理模型问题,具体可归纳为以下3 点。
(1)与焊接热输入相关的摩擦模型。摩擦模型用于描述接触界面的摩擦行为,计算摩擦剪切力和摩擦产热。采用经典库伦摩擦定律,通过恒定或者随温度变化的摩擦系数来计算摩擦剪切力,能够较好地预测摩擦热输入量,但该模型未考虑界面摩擦状态变化对产热的影响。少数研究者采用了修正库伦摩擦模型,以材料剪切屈服强度为库伦剪切力的上限,使摩擦剪切力的计算更合理。
(2)与焊接塑性变形和流变相关的塑性力学本构模型。塑性本构模型用于描述不同变形条件下的流动应力演变行为。在有限元计算中采用合理的材料本构模型不仅影响等效应力应变场的计算,而且也影响塑性流动规律及塑性变形特性。目前,现有本构方程以弹塑性Johnson–Cook 和热塑性Arrhenius 及它们相应的变式为主,Johnson–Cook 模型将应变、应变速率和温度3 个因素对流动应力的影响以乘积形式考虑到数学方程中,Arrhenius 模型则从位错运动的热激活角度将流动应力的演变规律归结于加工硬化、动态软化的共同作用,尤其适用于高温软化明显的材料。
(3)与传热和应力状态相关的热力边界条件。线性摩擦焊接过程热边界条件包括界面两侧材料内部热传导、工件表面热对流和热辐射;力边界条件包括振动加载方式、夹具夹持工件表面位移约束等。在有限元建模中,过度简化处理热力边界条件将会影响有限元分析结果的合理性和可靠性。
3.2 温度场
无论采用弹塑性有限元计算软件(如商用软件ABAQUS)还是刚塑性有限元计算软件(如商用软件DEFORM)建立模型计算焊接过程温度场,都需要确定合理的摩擦模型来计算摩擦剪切力,从而描述摩擦产热行为。目前,温度场有限元计算多采用库伦摩擦模型求解界面摩擦剪切力。在有限元模型中,基于经典库伦摩擦的瞬时摩擦产热表达式为:

式中,μ是库伦摩擦系数,一般与摩擦界面压力(pn)、摩擦速率(vs)和界面温度等因素相关,在有限元模拟中,研究者多采用恒定摩擦系数或随温度变化的摩擦系数。当界面材料受高温软化后发生塑性流动,基于库伦摩擦模型计算的剪切力存在高于材料剪切屈服强度的可能性,不符合物理常识,因此当库伦剪切力大于材料剪切屈服强度时,多认为用于描述产热的摩擦剪切力与材料剪切力相等,该模型被称为修正库伦摩擦模型。
基于刚体/塑性体摩擦副模型,Li 等[17–18]采用随温度变化的摩擦系数和库伦摩擦模型求解界面摩擦剪切力,采用弹塑性本构方程Johnson–Cook 描述材料流动应力,获取了二维TC4 钛合金和低碳钢线性摩擦焊接温度场演变和缩短量变化规律,如图9(a)和(b)所示[17–18]。结果表明钛合金和低碳钢线性摩擦焊接过程中摩擦界面的峰值温度均达到1000℃。当采用单一的库伦摩擦模型描述焊接过程产热,摩擦系数仅考虑温度因素显然距离实际状态有显著差异,因此有关学者开展了摩擦磨损试验获得了不同压力和温度下的摩擦系数用于线性摩擦焊接数值模拟,取得了一定效果,丰富了摩擦焊接摩擦模型的基础数据。
刚塑性有限元法求解线性摩擦焊接热力耦合问题,由于不考虑弹性应变,求解效率相对较高。基于刚塑性有限元软件DEFORM,Ceretti 等[20]采用二维刚体/塑性体摩擦副模型和粘塑性本构方程,建立了1045 碳钢线性摩擦焊接热力耦合模型,温度场结果表明在焊接时间3s 以后界面最大温度达到900℃。Tao 等[21]基于三维刚体/塑性体摩擦副模型计算了Ti–6A1–4V 线性摩擦焊接温度场,界面峰值温度达到1300℃以上,如图9(c)所示[21],远高于Li 等[18]二维模型计算的最高温度结果和变形特征。一方面原因是两者采用的焊接参数存在差别,产热不同;另一方面是两者采用了不同的塑性本构方程。
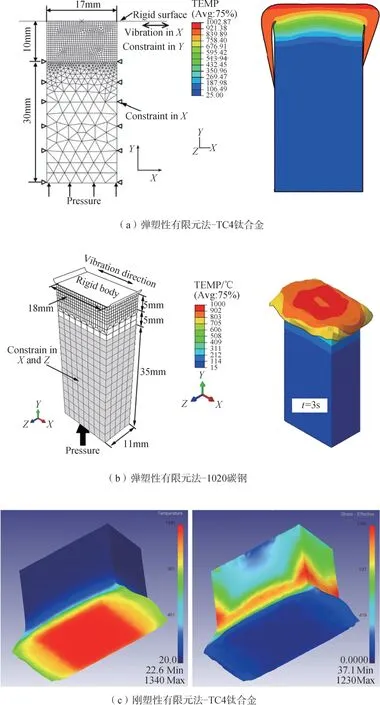
图9 基于刚体/塑性体摩擦副的线性摩擦焊接头温度场Fig.9 Temperature field in LFW based on rigid-plastic body friction pair model
基于塑性体/塑性体摩擦副和库伦摩擦模型,以Johnson–Cook 模型为材料本构方程,Grujicic 等[22–23]建立了钛合金和马氏体不锈钢线性摩擦焊三维热力耦合模型,重点计算了接头温度场演变和缩短量。界面温度成不均匀特征,且界面两侧温度梯度呈非对称性特征,然而研究者没有提供计算结果与试验结果的验证结果,如图10所示[22–23]。近期,秦国梁团队[4,5,24]采用建立基于塑性体/塑性体摩擦副的三维热力耦合模型,围绕高温合金线性摩擦焊接过程摩擦状态的变化,基于修正库伦摩擦行为建立了瞬时产热方程,并基于热变形模拟试验建立了材料的黏塑性本构方程,重点研究了GH4169 高温合金线性摩擦焊接过程温度场周期性脉冲效应,结果表明,界面两侧温度场云图分布十分接近,但振动侧挤出界面的飞边温度略低,与实际工况相符;界面温度由于受周期性脉冲摩擦热输入影响,随摩擦时间呈周期性波动演变特征,如图11所示[4,24]。
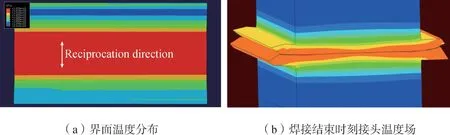
图10 基于塑性体/塑性体摩擦副的线性摩擦焊接头温度场Fig.10 Temperature field and stress field in LFW based on plastic/plastic bodies friction pair
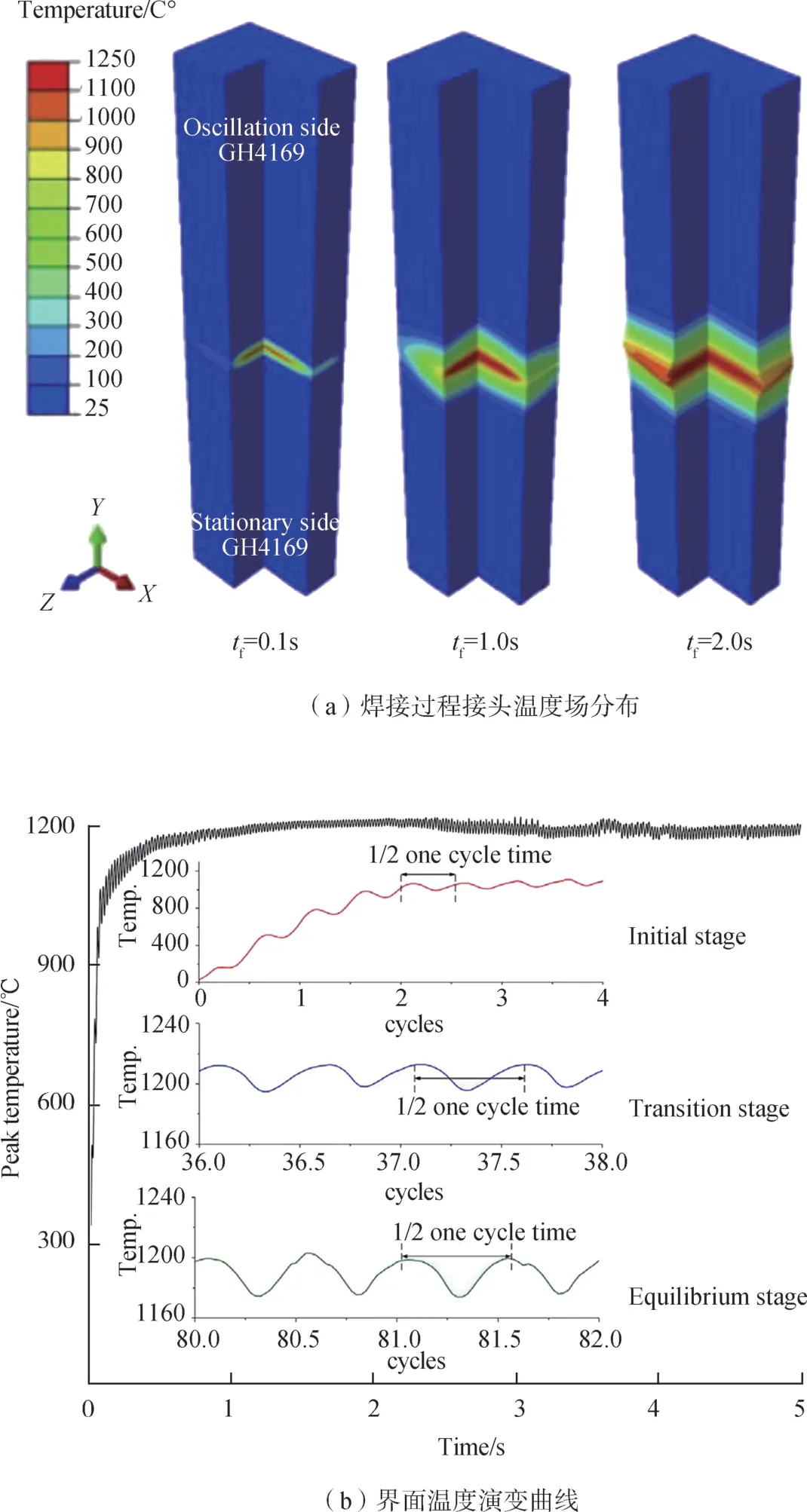
图11 基于塑性体/塑性体摩擦副模型的GH4169高温合金LFW接头温度场Fig.11 Temperature field in LFW of GH4169 superalloy based on plastic/plastic bodies friction pair
在线性摩擦焊接热过程有限元分析中,二维传热模型或完全热力耦合模型能够较准确地预测界面温度演变和二维平面维度的温度分布。然而,线性摩擦焊接过程与常规旋转摩擦焊接过程截然不同,温度场在平行于振动方向和垂直于振动方向的空间分布是截然不同的,因此欲准确且全面地揭示焊接过程温度场的空间分布特点和时间演变规律,必须采用符合摩擦物理过程的三维摩擦副模型和摩擦系数数理模型。此外,从线性摩擦焊温度场研究结果发现,只有较少学者关注了线性摩擦焊接温度场的独有特征。基于刚体/塑性体摩擦副的温度场研究中,部分学者将振动侧刚体简化为比原工件摩擦表面尺寸更大的解析刚体或离散刚体,使得振动过程中摩擦面接触始终闭合,很难还原焊接过程中摩擦接触界面周期性闭合的特征;相反,基于塑性体/塑性体摩擦副的温度场研究中,界面接触面随着振动工件运动周期性闭合,真实地还原了线性摩擦焊接物理过程。
3.3 塑性流动
线性摩擦焊接过程中摩擦界面材料受热发生软化,在摩擦压力作用下发生塑性流动。增大摩擦压力,会促使界面塑性金属更多地向外侧流动,有利于获得较窄的焊缝区,但摩擦压力增幅过大可能导致界面塑性变形失稳,不利于获得成形良好的焊缝。在其他焊接工艺参数保持相同的情况下,减小振动幅值易于获得较窄的焊缝区域,同时也会导致塑性金属的流动性下降。虽然增大频率以匹配大振幅能够显著提升焊接热输入,但热量流失加速,不利于获得成形良好的焊缝。
采用有限元法模拟线性摩擦焊接过程塑性流动,能够直观地再现塑性金属的流动轨迹以及材料挤出的动态过程。基于单塑性体摩擦副的二维热力耦合有限元法模拟钛合金线性摩擦焊接过程,研究焊接参数对最终接头成形和飞边形貌的影响,结果表明,采用较高的振动幅值匹配较低的摩擦压力易于获取褶皱明显的飞边形貌,而当小振幅较低匹配较高压力时,钛合金接头挤出的飞边表面形貌较光滑,如图12(a)所示[16,25]。McAndrew 等[16]分析了TC4 钛合金线性摩擦焊接工件几何尺寸变化对接头成形和飞边挤出速率的影响,如图12(b)[16]所示为钛合金褶皱飞边在单个周期内的挤出过程,工件边缘处沿振动方向的挤剪切交互作用周期性地将界面软化金属挤出界面形成褶皱结构,并采用材料点示踪技术研究了钛合金线性摩擦焊接过程中摩擦界面夹杂物的移除过程。如图12(c)所示,随着轴向缩短量的不断增加,原始界面示踪的材料点最终会被挤出摩擦面进入飞边中[26]。基于该研究,将有望通过确定移除原始界面材料的临界轴向缩短量进行焊接工艺参数的优化。
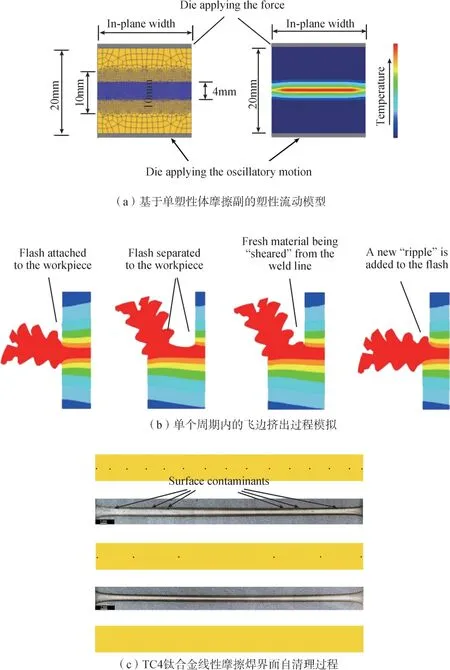
图12 TC4钛合金线性摩擦焊飞边挤出过程和自清理过程Fig.12 Flash formation and self-cleaning during LFW of TC4 titanium alloy
基于二维单塑性摩擦副的塑性流动计算模型较好地计算了钛合金等材料在焊接过程中形成的单体式飞边挤出过程,尤其揭示了平行于振动方向上飞边不同特征与焊接工艺参数的关系,但该模型无法计算垂直于振动方向的飞边挤出过程。鉴于此,近期McAndrew 等[27]建立了三维单塑性体摩擦副塑性流动模型,由于计算成本较高且网格单元畸变较严重,仅初步研究了某一特定焊接参数下的钛合金线性摩擦焊飞边挤出过程。但根据文献内容发现,研究者以二维模型的温度场假设为三维模型整个焊接区域的温度场分布,忽略了垂直于振动方向温度场分布的不均匀特征。此外,Effertz 等[28–29]采用同样的方法研究了马蹄形钢构件线性摩擦焊接过程,模拟结果较好地还原了异形结构件线性摩擦焊接塑性变形过程。
除了采用单塑性体摩擦副热力耦合模型研究钛合金线性摩擦焊接材料流动行为外,国内Ji 等[30]基于刚体/塑性体摩擦副三维热力耦合模型首次研究了钛合金线性摩擦焊接工艺参数对材料流动的影响。模拟结果显示:在摩擦阶段,材料流速随着摩擦时间的增加而增加;增加摩擦压力、振动频率和幅值,流向摩擦界面边缘的材料增多;在顶锻阶段,材料流速随着顶锻时间的增加而减小,最大值和最小值分别位于界面边缘和界面中心区域,如图13所示[30]。
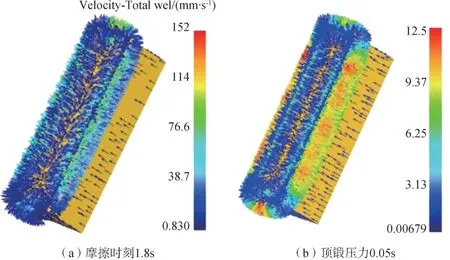
图13 TC4钛合金线性摩擦焊接速度场Fig.13 Flow velocity field in LFW of TC4 titanium alloy
截至目前,塑性流动数值模拟研究以钛合金线性摩擦焊接工艺居多,但从钛合金材料线性摩擦焊接研究发现,钛合金接头飞边呈一体式结构,基于单塑性体摩擦副热力耦合模型能够很好地还原飞边挤出过程。但采用刚体/塑性体摩擦副模型,尽管模拟的缩短量与试验相近,但是塑性流动产生的飞边形貌与实际相差较大。与钛合金材料不同,铝合金和镍基高温合金等接头飞边呈分离式卷曲结构,采用单塑性体摩擦副模型较难获得该形貌特征的接头成形。Geng 等[5,24]基于塑性体/塑性体摩擦副和粘塑性材料本构模型,建立了GH4169 高温合金线性摩擦焊接三维热力耦合模型,模拟了GH4169 高温合金线性摩擦焊接头的飞边成形过程,如图14(a)[24]所示。结果表明,充足的塑性变形量不仅易于消除界面夹杂,而且可以保证焊接界面尖角区域材料进入塑性状态,利于防止未焊合缺陷;在稳态摩擦阶段,界面材料点的流动速度沿着振动方向呈周期性脉冲波动特征,波动频率与运动频率保持一致。在400MPa 摩擦压力、25Hz 频率和2.9mm 振幅的焊接参数匹配下,界面局部区域的最大瞬时塑性流动速度值逼近40mm/s。此外,该研究者基于所建立的模型,初步研究了焊接过程中夹具约束区域变化对接头温度和变形量的影响,发现在相同焊接条件下,工件自由端尺寸越大,焊后变形量越小[24]。

图14 GH4169高温合金线性摩擦焊接头成形与界面材料塑性流动速率曲线Fig.14 Numerical simulation of joint formation and flow velocity in LFW of GH4169 superalloy
3.4 应力应变场
在焊接过程中,应力应变场的演变很难通过试验手段获取,有限元模拟是一种预测焊接过程应力应变分布的重要手段。基于刚体/塑性体摩擦副,Yang 等[19]采用二维热力耦合模型计算了GH4169 高温合金线性摩擦焊接头等效应力应变场分布,如图15所示,在初始摩擦时期,界面温度较低且材料塑性变形抗力较高,受界面剪应力主导影响,等效应力最大值位于界面位置;随后摩擦剪切作用逐渐降低,而挤压力作用逐渐增大,在稳态摩擦阶段,挤压力起到主导作用。在焊接界面区域的等效塑性应变明显大于其他区域,界面中心区域和边缘区域的等效应变波动状况不同,中心区域波动较大。该研究将有助于分析线性摩擦焊接过程中界面区域微观组织的取向问题和变形织构的演变特征。

图15 GH4169高温合金线性摩擦焊接过程中最大等效应变位置与界面间距变化曲线Fig.15 Distance of maximum stress position from interface during LFW of GH4169 superalloy
Geng 等[5,24]采用塑性体/塑性体摩擦副模型研究了GH4169 合金线性摩擦焊接头应力应变场。与二维模拟结果近似,在稳态摩擦阶段,界面等效应力较低,而在近焊缝区域呈较高应力。界面两侧等效应力场呈非对称分布(图16(a)),且对于同质GH4169 合金线性摩擦焊接而言,振动侧工件的最大等效塑性应变略低于前进侧工件,这也说明两侧工件在焊接过程中热力状态的差异性最终使得两侧工件的缩短量并不相同。如图16(b)[24]所示,界面中心、靠近平行于振动方向的界面边缘和靠近垂直振动方向的界面边缘3 个位置点的应力值在稳态摩擦阶段呈周期性脉冲波动特征,与温度场波动规律相同。基于第三应力张量不变理论,在焊接初期塑性应变类型属于剪切应变,而随后挤压应变开始出现,在稳态摩擦阶段,界面中心区域以压缩应变为主导,而剪切应变主要出现在界面边缘,且当摩擦界面处于非闭合状态时,界面边缘剪切应变更加剧烈。

图16 GH4169高温合金线性摩擦焊接应力场分布及界面应力值演变曲线Fig.16 Stress field distribution and interfacial stress evolution during LFW of GH4169 superalloy
线性摩擦焊接摩擦过程和顶锻过程结束后,接头温度场冷却至室温后的残余应力状态和变形直接影响接头疲劳强度、抗应力腐蚀开裂和高温蠕变开裂的能力。Liu 等[31]采用轮廓法测量与有限元分析相结合的方式,获取了Ti17 钛合金线性摩擦焊接头的残余应力分布。研究发现钛合金线性摩擦焊残余应力分布区域非常窄,约在距离焊缝中心7mm范围内,表现为残余拉应力。基于二维塑性体/塑性体摩擦副,Song 等[32]采用弹塑性有限元法计算了铝合金线性摩擦焊接头残余应力分布。如图17所示,研究者通过X 射线衍射法测试接头残余应力进行了结果验证。从残余应力场结果可见,界面两侧的应力值在界面处存在非连续现象,这与网格划分尺寸及界面接触属性定义有关。
为了简化计算,Fu 等[33]采用摩擦界面两侧呈高斯分布的温度曲线函数作为热边界条件施加在残余应力计算模型中,温度分布计算公式为:

式中,a为与焊接参数相关的常数,确保界面峰值温度维持不变;z是远离界面方向的距离;σ代表函数标准差,其大小决定了分布的幅度。标准差取值越大,温度场分布越集中,最终计算的残余应力值越低。如图18所示[33],当采用较高的顶锻压力时,易于得到低残余应力的钛合金线性摩擦焊接头。基于刚塑性有限元法,Turner 等[34]采用先计算温度场后计算应力场的顺序热力耦合方法,计算了TC4 钛合金线性摩擦焊缝的残余应力状态,并采用X 射线衍射测量残余应力,验证了计算结果的准确性。
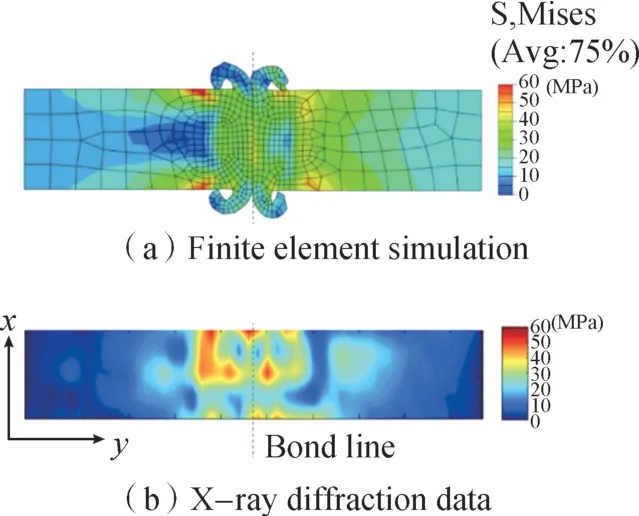
图17 铝合金线性摩擦焊接头残余应力场模拟结果与试验验证Fig.17 Simulated and experimental residual stress in LFWed joint of Al alloy
基于刚体塑性体摩擦副和顺序热力耦合方法,Bühr 等[35–36]首先加载自定义的摩擦热流和塑性变形产热计算了TC4 钛合金线性摩擦焊接头温度场演变,其次以温度场为热边界条件计算了接头焊接过程应力场演变和焊后残余应力分布。图19[36]为不同焊接工艺参数组合下的接头残余应力分量分布。相比于接头2和3 而言,由于接头1 焊接参数下温度梯度更小,因此焊缝中心区域的残余压应力分布更宽且压应力大小偏低。其中接头3 参数下摩擦阶段界面两侧温度梯度最大,导致更窄的残余压应力分布区域。模拟结果采用X 射线衍射检测结果得到了准确性验证。与传统的完全热力耦合[32,37–38]和常规顺序耦合方法[34]相比,该研究者提出的温度场和残余应力计算方法能够有效降低三维数值模拟的计算成本。
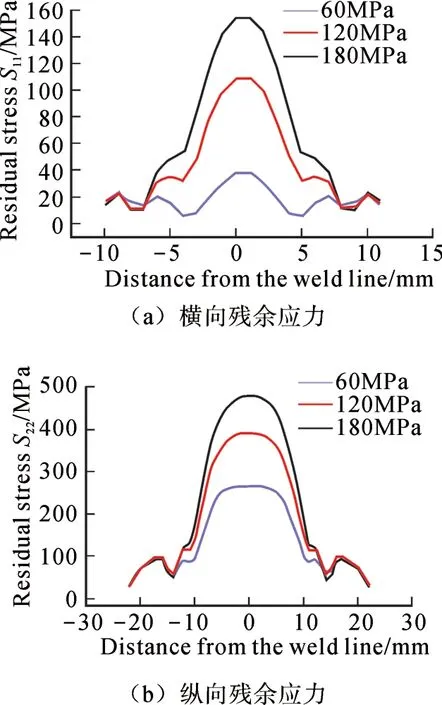
图18 不同顶锻压力下的钛合金LFW接头残余应力Fig.18 Residual stress at different forging pressures of TC4 alloy LFWed joint
综上,采用有限元方法建立二维或三维热力耦合模型计算焊接过程应力应变场及焊后残余应力时,刚塑性体摩擦副模型仅考虑了单侧工件,不能全面反映整个焊缝区域的应力应变场演变。塑性体/塑性体摩擦模型虽对整个接头区域的应力应变场进行了计算,但是在焊后顶锻阶段的接触行为缺乏理论研究,且两侧工件因网格拓扑关系无法模拟焊合状态,使得焊缝区域应力在界面处呈非连续分布,与实际状态不相符。
结论与展望
线性摩擦焊接热力耦合行为具有典型的周期脉冲效应,对摩擦界面温度场、应力应变场和塑性流动的影响不同于常规旋转摩擦焊。在线性摩擦热力耦合行为研究中,数值模拟计算发挥了重要的作用,通过数值模拟可以了解焊接过程温度场、塑性应力应变场和塑性流动及焊后残余应力分布。在所有的数值模拟方法中,有限元分析是最常用的研究手段。

图19 不同焊接参数下TC4钛合金线性摩擦焊接头沿振动方向的残余应力分量分布Fig.19 Distribution of predicted residual stress in the oscillation direction at different welding parameters during LFW of TC4 alloy
在线性摩擦焊的有限元模拟中,焊接界面网格单元变形严重,尤其在较大热输入条件下不可避免地导致网格单元畸变。现有商用有限元软件在处理非常大的变形情况下能力是有限的。无网格法或者欧拉法或许能用于该问题,但这些方法还处于探索阶段,同样受限于计算成本高,现有线性摩擦焊接热力耦合计算主要以小尺寸模拟工件为研究对象,假设较多,研究结果距离指导实际工程应用存在一定差距。大多数研究同质材料线性摩擦焊接过程,假定待焊接的两部分是均匀的,并忽略了界面结合,但在试验中发现非对称的飞边从界面挤出。基于此,塑性体/塑性体摩擦副更接近焊接过程物理特征,考虑了界面两侧热力状态的不对称性。然而,在采用该摩擦副建模的研究报道中,摩擦模型中仍然采用较为单一的摩擦系数处理方法,缺乏试验数据。此外,目前国内外围绕异质钛合金和高温合金材料已经开展了大量工作,然而在异种材料线性摩擦焊接热力耦合计算方面仍缺乏深入研究。对于异种材料线性摩擦焊接,界面两侧材料焊合及可能存在的摩擦界面迁移对热输入的影响将成为摩擦模型数理建模的难点。
猜你喜欢
九江学院学报(自然科学版)(2022年2期)2022-07-02
教育教学论坛(2022年12期)2022-05-11
建材发展导向(2022年6期)2022-04-18
煤气与热力(2021年10期)2021-12-02
煤气与热力(2021年4期)2021-06-09
舰船科学技术(2021年12期)2021-03-29
上海建材(2020年4期)2020-12-15
水利规划与设计(2020年1期)2020-05-25
电子制作(2019年19期)2019-11-23
建材发展导向(2019年5期)2019-09-09
