智能包装技术在食品供应链中的应用研究进展
2021-05-19 02:22周云令郝晓秀王再英李俞函
食品科学 2021年7期
周云令,魏 娜,郝晓秀,王再英,李俞函
(天津职业大学包装与印刷工程学院,天津 300410)
随着经济时代的发展,食物浪费与食物损耗日渐成为一个全球性的问题。据联合国粮食及农业组织粗略估计,全球每年约1/3(约13亿 t)的粮食被损耗或浪费[1]。与此同时,气候变化政府互助组织报告中指出[2],2010—2016年由食物浪费引起的人为温室气体排放所占比例达8%~10%。在食品供应链中,包装是维持食品品质、减少食物浪费以及保障食品安全必不可少的环节。传统包装多利用包装材料的阻隔性对产品进行“被动”保护[3-4]。活性包装技术将包装的功能由“被动”转为“主动”,即通过加入抗菌剂、抗氧化剂、释放剂、吸收剂等主动调控包装内部环境,对食品起到更好的保护效果[5-7]。尽管活性包装技术延长了食品保质期,减少了食物浪费,但其存在食品信息传递(如食品品质变化信息,外界与内部环境交换信息,生产、消费及贮存信息)的监测盲区。
智能包装最大的优势在于其能够实时跟踪产品,便于信息交换,为包装决策提供信息支持。同时,消费者对新鲜产品的迫切需求以及直观的品质辨识度需求为智能包装带来了新的发展契机。据英国一家公司预测[8],2019—2023年,全球智能包装市场规模将增长30.2亿 美元,复合年均增长率达8%。《中国包装工业发展规划(2016—2020年)》强调重点发展绿色包装、安全包装、智能包装,大力倡导适度包装,强力推进军民通用包装,全力构建资源节约、环境友好、循环利用、持续发展的新型产业格局[9]。通过Web of Science检索,近十年来,以“intelligent packaging”和“smart packaging”为主题的文章数目分别达2 596 篇和1 637 篇,自2012年起,关于智能包装研究的文章数量大幅增加,平均文章数目为150 篇/年;在中国知网上,以“智能包装”为主题的文章为743 篇,对比可见,国内关于智能包装的文献数量滞后于国外。另外,智能包装高昂的成本、新材料的安全性以及较低的认可度一直是阻碍其市场化的主要原因[10]。综上,智能包装的研究已成为包装领域研究的热点,国内相关研究的概述还不能满足智能包装技术推广宣传的需求。
本文通过综述国内外智能包装的发展历程,厘清了智能包装的定义与分类;同时,概述了智能包装在食品领域的研究进展,并指出智能包装的发展趋势。以期推广智能包装技术的应用,减少食物浪费。
1 智能包装的概述
1.1 智能包装的定义
传统包装的基本功能主要有4 种:保护、交互、便捷、容纳[11],而智能包装属于包装交互功能的延伸。智能包装的定义存在众说纷纭、界定不清的问题。学术界对智能包装认可度较高的定义主要有3 种:1)1999—2001年欧洲学会研究项目“Evaluating safety, effectiveness,economic environmental impact and consumer acceptance of active and intelligent packaging (ACTIPAK-FAIR CT98-4170)”中,将智能包装定义为:在运输和贮存过程,一种可监控包装食品状态,提供包装食品品质信息的系统。2)2005年,Yam等[12]将智能包装定义为是一类具有如检测、感知、记录、追踪、交流、逻辑等智能功能的包装系统,该系统能在延长货架期、增强产品安全、提高产品品质、提供有效信息、警示产品问题等方面提供有效的帮助。3)2004年和2009年欧洲食品安全局分别颁布的食品接触材料法规Regulation (EC) No.1935/2004以及Regulation (EC) No.450/2009中将智能包装定义为可以监测食品和环境信息的包装材料或物品[13]。在众多对智能包装的定义中,第二种较为全面、广泛,为现今多数学者、机构沿用[14-18]。因此,本文对于智能包装的定义以此为准。
值得一提的是,智能包装英文检索词“intelligent packaging”与“smart packaging”在学术界存在一定的争议。在某些期刊杂志与学术论文中,二者可以进行替换[19-20],也有学者认为二者不可替换,认为“smart packaging”是结合智能包装与活性包装的一种新型包装[12,21-22]。
1.2 活性包装与智能包装的区别
欧洲食品安全局食品接触材料法规Regulation (EC)No.450/2009中提到,活性包装是一种在食品及其所处环境中进行物质吸收或释放的系统[13]。活性包装出现较智能包装早,是对包装进行“重新思考”的产物。在早期食品包装领域中,智能包装被认为从属于活性包装。实际上,二者在定义及作用上有明显的区别,活性包装是包装中保护功能的延伸,而智能包装是包装中交互功能的延伸[12](图1),智能包装在供应链循环中主要负责监测产品自身或所处环境的信息,而活性包装会主动采取措施(如释放抗氧化剂)来保护产品。
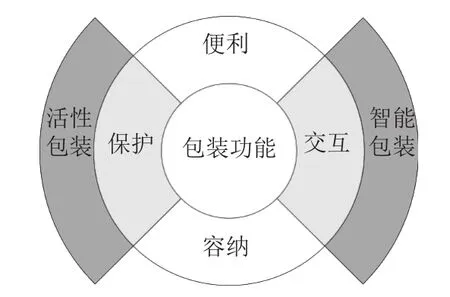
图1 活性包装与智能包装的区别[12]Fig.1 Difference between active packaging and intelligent packaging[12]
1.3 智能包装与智能包装技术的关系
明确智能包装与智能包装技术的关系,对理解智能包装具有重要意义,而多数文献对两种概念的阐述比较模糊[23-25],易引起混淆。智能包装技术主要是指实现信息交互的各类技术手段(如时间-温度指示剂(time-temperature indicator,TTi)、射频识别(radio frequency identification,RFID)技术)。而智能包装(系统)是一个系统性概念,智能包装系统的实现需要借助智能包装技术、智能包装设备以及物联网技术。2005年,Yam等[12]提出了食品供应链中智能包装(系统)概念图(图2),其将智能包装(系统)分为4 个模块,由智能包装技术(设备)、数据层、数据处理和食品供应链数据流组成。智能包装技术是一种技术手段,如果将指示剂类、传感器类以及RFID类智能包装技术理解为智能包装,那对于智能包装的认识会变得狭隘。

图2 食品供应链中智能包装(系统)示意图[12]Fig.2 Intelligent packaging (system) in food supply chain[12]
2 智能包装技术的分类及应用
国内对智能包装技术的分类方法主要有两种:1)按指示剂类、传感器类、信息技术类加以区分[10,26-28];2)以功能材料类、功能结构类、信息技术类为区分[23]。两种分类方式从不同的角度概括智能包装技术的种类,但类别间的区分较模糊、界定不明确;同时,新兴技术也相继出现并应用于智能包装[29-30],进一步放大了该分类弊端。为避免造成类别混乱,本文从智能包装的定义出发,结合新出现的智能包装技术,将智能包装技术分为环境感知类、品质感知类和信息交换类。
2.1 环境感知类
除了食品本身的因素外,环境因素(如温度、湿度、机械压力等)是影响食品安全与品质的间接因素。环境的改变可能引起食品品质相关的动力学变化,加速食品的腐坏。因此,部分智能包装技术将环境因素的变化作为评估食品品质的主要因素。环境感知类智能包装技术主要是指一类监测食品包装外部或者内部环境条件的传感器或指示剂。环境感知类智能包装技术主要包含TTi、泄漏指示剂、气体指示剂。
2.1.1 时间-温度指示剂
TTi体积小、使用简单、监测效率高,可有效监测食品的品质,提高消费者对食品的信任度。TTi作为一种显示产品累积时间-温度历史的设备或智能标签,可通过时间-温度积累效应来实时监测并记录产品从制造、贮运到消费者之间各个环节的温度历史,保证食品的实际品质和安全性,被广泛应用于易腐坏产品的品质检测[31]。
根据指示剂中颜色变化工作原理的不同,TTi可分为物理型、化学型、生物型以及酶型4 类。物理型TTi主要是依靠有色物质间的物理变化(如物理扩散),这类物理变化均与温度、时间等参数有密切关系,物理型TTi包括扩散类TTi、纳米类TTi等;化学型TTi是依靠分子或化合物间的化学反应而产生颜色的变化,其反应速率受到温度与时间的影响,常见的化学型TTi包括聚合类TTi、光致变色类TTi、氧化还原类TTi;生物型TTi通过检测微生物在特定温度时间中产生的酸性物质来标定指示剂颜色的变化,常见的生物型TTi包括乳酸菌类TTi、酵母菌类TTi;生物酶的水解作用与酶促反应是酶型TTi产生颜色变化的重要因素,而酶的水解作用、酶促反应与温度关联度较高。酶型TTi相对其他类型的TTi来说,具有性能稳定、生产成本低以及可控性好的特点[32]。常见的酶型TTi包括水解作用类TTi、酶促反应类TTi。表1列举了不同类型TTi所用基材及应用。

表1 部分TTi基材及应用Table 1 Substrates and applications of time-temperature indicators
TTi相较于其他智能包装技术来说,工艺简单,成本较低,已被广泛应用于监测和评估冷冻食品的品质[48]。表2给出了部分商业化的TTi及其供应商。

表2 不同类型TTi商业名称及供应商Table 2 Different types of time-temperature indicators and their suppliers
2.1.2 泄漏指示剂/气体指示剂
食品供应链的每一个环节都可能发生包装泄露,造成包装内部环境的改变,间接对食品的品质产生影响。如包装内氧气的含量会直接影响微生物生长速率以及油脂的氧化程度,进而影响产品的品质。泄漏指示剂或气体指示剂能够监测食品包装中气体成分(如CO2或者O2)变化,提醒消费者产品安全。
空气中CO2的含量较低,可作为包装泄漏的理想监测目标。Yusufu等[56]研发出一种基于比色分析的真空包装气压指示剂,通过监测真空包装环境中CO2的含量来指示包装的完整性。该指示剂依靠溶于乙基纤维素非水溶液的pH显色剂(邻甲酚酞)的显色变化来对CO2含量的变化产生响应,可用作食品真空包装完整性指示剂,且价格低廉。
比色氧气泄漏指示剂是应用较广泛的一类泄漏指示剂。该类指示剂多以纳米级粒子作为光催化剂来控制氧化还原染料(如亚甲基蓝)的显色反应。实验中常将指示剂喷涂在塑料薄膜上来制备氧气指示剂膜[57-59]。
比色氧气泄漏指示剂的发展方向为低成本化、制作工艺简便化。Lawrie等[60]研发一种可喷墨打印的紫外线激活的氧气指示剂。指示剂由氧化还原染料(亚甲基蓝)、半导体光催化剂(TiO2)和牺牲电子供体(酒石酸)组成,通过喷墨打印的方式喷涂在聚酯薄膜上,形成氧气泄漏指示剂薄膜。Khankaew等[61]开发出一种新型的紫外线激活的生物型氧气泄漏指示剂,该指示剂由聚合物、生物型染料、纳米半导体(ZnO、TiO2)、电子供体(甘油、山梨糖醇)、表面活性剂组成,实验证明氧气浓度与指示剂的变色具有良好关联性;同时,其制作工艺简单,具有广阔的市场应用前景。
自然光波对光催化型比色氧气指示剂存在一定的干扰。Wen Jenwei等[62-63]研发一种非侵入式的氧气泄漏指示剂,分别以载有Ag的TiO2纳米管(Ag-TNT)、合成TiO2纳米管两种材料作为光催化剂,与亚甲基蓝和羟乙基纤维素制备成氧气指示剂。实验表明,以Ag-TNT、合成TiO2纳米管为半导体光催化剂能有效排除自然光波(波长>380 nm)干扰,同时缩短指示剂的激活时间。
由于比色氧气指示剂对氧气的敏感度高,需存储在厌氧的环境中,导致其应用成本过高。Jang等[64]开发出一种压力激活式的比色氧气指示剂,将指示剂的3 种成分(亚甲基蓝、葡萄糖和氢氧化钠)分装于两个不同腔室,使用时只需通过压力使腔室间隔膜破裂,有效解决了比色氧气指示剂储存成本高的问题。Won等[65]利用天然化合物(漆酶、愈创木酚和半胱氨酸)重新设计比色氧气指示剂,以两个腔室进行常规储存,使用前压力破除阻隔膜即可解决其需厌氧储存问题。
氧气泄漏指示剂所采用的氧化还原染料存在渗漏的问题。Vu等[66-68]研究3 种不同包封物(藻酸盐聚合物、卡拉胶、多巴胺)与氧气指示剂膜中染料渗漏的关系,通过将不同包封物涂覆在指示剂薄膜上,制备不同性能的氧气指示剂,有效解决了染料类氧气指示剂膜与水接触时发生的染料浸出问题,避免指示剂对食品的二次污染。
泄漏指示剂适用于肉制品品质的监测。Insignia Technologies公司开发了一款泄漏指示剂Leak Detection IndicatorsTM(图3),使用时只需将指示剂粘贴在外包装膜上,当包装发生泄漏时,指示剂的圆心会变成蓝色[69]。

图3 商业用泄漏指示剂实例Fig.3 Examples of commercial leak indicators
2.2 品质感知类
品质特性感知类的智能包装技术不再依靠某一要素(如温度、时间)侧面反映食品的品质,其对食品品质的监测更直接、全面。
2.2.1 新鲜度监测技术
随着人们生活水平提高,食品的腐坏度不再是人们评判食品品质的唯一标准,而新鲜度评判是未来食品发展的一种重要方向。食品的新鲜度受自身新陈代谢的影响,食品类型、微生物类型、储存条件以及包装形式等因素会影响食品的新陈代谢。新鲜度检测技术常以食品的代谢产物(如葡萄糖、乙醇、有机酸、三磷酸腺苷降解产物和生物胺)与指示剂间响应关系来预测食品的新鲜度[17]。
新鲜度监测智能包装技术的发展方向趋于低成本化与非破坏式检测。Anusankari等[70]开发出一种基于荧光传感薄膜的光学检测传感器,可定性/定量检测肉制品的新陈代谢产物——氧气、CO2的浓度变化,用来判别肉制品的新鲜度,所设计的传感器具有非破坏式、简便、低成本等优点。Ezati等[71-72]以挥发性盐基氮(total volatile nitrogen,TVB-N)含量为检测指标,利用茜素作为染料成分,分别开发基于纤维素-壳聚糖、基于淀粉纤维素的茜素染料的茜素新鲜度指示剂,通过监测碎牛肉、冷冻虹鳟鱼片的新鲜度,证明开发的新鲜度指示剂变色范围与TVB-N含量具有良好的响应关系。
光谱成像与气相色谱法可有效检测食品新陈代谢产物,该技术手段也被广泛应用于食品新鲜程度监测中。Cavanna等[73]利用离子迁移谱法耦合气相色谱法,鉴别不同新鲜度鸡蛋的化学挥发物,通过建立数据模型来有效预测鸡蛋新鲜度,该方法具有检测快、灵敏度高、效率高等优点。Cheng Junhu等[74]将多光谱成像技术应用于鱼片新鲜度监测中,通过多光谱图像中的关键波长进行建模,并同时预测鱼片化学变质过程中TVB-N含量、硫代巴比妥酸反应物值和K值(鲜度指标),验证了开发快速在线监测新鲜度系统的可行性。
2.2.2 成熟度监测技术
部分食物经采摘或加工后,会进入贮存、流通以及消费等环节,每个环节都可能发生食品的熟化,影响其新鲜度。因此,监控食品的成熟度对保证食品品质以及提高消费信心有重要作用。成熟度指示剂/传感器是通过监测产品熟化过程中的代谢产物及副反应来达到监测指示的目的。Diaz等[75]利用气相色谱串联质谱法监测不同熟化时间下龙舌兰酒的挥发物质,得出挥发物质含量与熟化时间的关系,探索其在龙舌兰酒品质控制中的效用。有效积温是评价蔬菜及水果作物的成熟度的重要指标,Lee等[76]开发出一种预测甜瓜成熟度的方法,该方法借助基于美拉德反应的TTi,监测有效积温并预测甜瓜的成熟度。
成熟度指示剂适用于果蔬等产品的包装。水果的成熟度会影响其口感,Jenkins公司开发了一种成熟度监测商用的标签Ripesense®(图4),通过标签与果蔬成熟过程中释放出的酯类物质产生显色反应来监测产品的新鲜度及口感[77]。

图4 商业用成熟度指示剂实例Fig.4 Examples of commercial maturity indicators
2.3 信息交换类
包装既是产品的载体,又是产品数据信息的载体。智能包装能实现信息的自动存储、识别以及交换功能,有效帮助生产者及分销商降低成本,使消费者提升消费体验。数据信息交换类智能包装技术主要包括条码技术、RFID技术、增强现实(augmented reality,AR)技术等。
2.3.1 条码技术
条码技术利用光学识别原理工作,将数据信息储存在特定宽度及厚度的图形标识符号中,并通过特殊设备进行信息识别。根据形状的不同分为两种类型:一维条码和二维条码。一维条码是以宽度不等的黑白条杠按特定规律线性排列而成;二维条码则采用二维几何图形进行编排。条码技术能实现信息的快速读取,且无需额外的设备及人员。表3是包装中几种常见的条码及图示。

表3 包装中常见的条码及图示Table 3 Common barcodes and icons in packaging
2.3.2 射频识别技术
RFID是一种基于无线传感器的自动识别技术,能够以非接触的方式自动读取特殊标签的信息。通常RFID系统包含3 个部件:RFID标签、读写器以及数据管理系统[78-81]。其中,RFID标签内置信号发射的天线及数据储存的芯片,读写器用于采集RFID标签内部信息,数据管理系统用于接收及处理读写器收集的信息。RFID标签根据供电方式的不同,可分为主动式标签、被动式标签以及半主动式标签:主动式标签(也称有源标签)内嵌电池,能够实时与读写器进行数据交换;被动式标签(也称无源标签)内部无供能装置,只有当读写器靠近时才能激活数据传递的功能;半主动式标签内部也存在电源,但与主动式标签不同,其电池仅供芯片的数据存储功能,无法实现信息的实时交互[82]。RFID技术具有可追溯性、效率高、非接触式等特点,被广泛应用于肉制品、乳制品、渔业、烘焙以及饮料行业[83]。
传感器技术与RFID技术的结合是现代食品质量安全的一个方向。贮运过程中影响食品品质的重要因素有3 个:微生物生长而引起的酸度变化、湿度的变化以及温度的变化[84]。在冷链中,温度传感器与RFID结合使用能提高供应链管理的效率、减少浪费、降低成本。Shafiq等[85]开发了一种无源RFID温度传感器,用于监控易腐坏食物或药品的冷链环境温度,为了控制使用成本,其设计的传感器还可重复使用。Lorite等[86]设计了一种基于溶剂相变点的临界温度传感器,利用颜色不可逆变化的原理并结合RFID技术,实现了对易腐坏食品的实时监控。Trebar等[87]利用RFID与温度传感器结合方式,监控鲈鱼在物流中的温度变化情况,确定鲈鱼运输过程中保存的最佳方式。将RFID技术与湿度传感器结合,亦可以有效监控并分析内包装的环境,保证食品安全。Nair等[88]基于无芯片RFID开发出了一种湿度传感器,可用于监测环境湿度的变化,具有良好的应用前景。食品品质受多种因素的影响,RFID与多参数传感器技术的结合是解决食品品质监测有效性的一种技术手段。Quintero等[89]开发了一种半主动式RFID智能标签,该标签能够进行多参数的测定,该智能标签可有效地测定内环境的温度、湿度以及氨含量。
RFID技术在推广应用中面临一些问题,如成本过高、金属箔包装中存在信号被削弱或屏蔽的现象。借助现代印刷技术制备无芯片的RFID标签是解决RFID标签成本问题一种方式。Feng Yi等[90]研发出一种能监测湿度的无芯片RFID标签,该RFID标签能够直接打印于传统包装上,极大降低了RFID标签的制造成本。Shao Botao等[91]设计一种基于电容/电感谐振原理的无芯片RFID标签,结合叠印工艺实现RFID标签的无芯片化。喷墨打印技术是实现RFID标签生产低成本化的重要途径。Wang Yan等[92]利用喷墨打印技术,结合表面改性和化学沉积工艺制造了RFID柔性金属天线,为RFID标签低成本化提供了可能。
2.3.3 增强现实技术
AR技术是利用计算机创建的虚拟图像来增强现实环境的技术,通过计算机模拟仿真形成虚拟图像,将其叠加于现实的环境中,形成一种现实与虚拟混合的环境[93]。相对于RFID技术,AR技术的优势体现在交互体验环节,能激发一种全新的消费体验,从而吸引消费者兴趣。值得一提的是,AR技术的体验环节无需消费者或零售商再花费额外的设备费用(使用智能手机即可),无疑让AR技术更具有市场竞争优势。Blippar公司将AR技术应用于儿童软糖的包装设计中,将趣味游戏嵌入AR系统进行商品营销与推广[94]。Skywell Software公司将AR技术与3D跟踪在线内容传递技术结合,实现在智能包装中转播足球实况,借以增加产品与消费者交互体验[95]。AR技术在食品包装中的应用见图5。
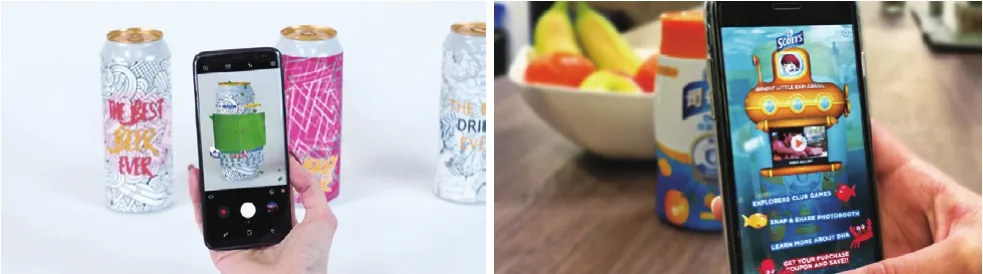
图5 AR技术在食品包装中的应用实例Fig.5 Examples of the application of augmented reality in food packaging
3 结 语
智能包装满足了人们对食品品质、安全方面的深层次需求,为传统包装行业带来了新的发展契机,智能包装运用于海鲜类、肉类等产品的报道已屡见不鲜,但智能包装实现真正意义上的商业化还需时日,存在以下4 个方面的问题:1)成本问题。智能包装设备及材料的费用占智能包装成本约50%~100%,远超常规包装,导致其成本偏高[22]。同时,某些智能包装技术应用过程中还需负担额外的设备支出,导致消费者与零售商对智能包装的接受度不高,这些因素都制约了智能包装的市场推广。2)监测的可靠性。食品腐坏受多种因素(如食品种类、初加工、包装工序)的影响,研究中多以单因素(如温度、湿度)的监测值预测食品品质情况,监测结果与品质间相关性有待进一步验证。另外,智能包装预测食品品质所用的数据模型与真实结果间的关连性也会影响智能包装的可靠性。3)安全性。部分智能包装会直接与食品接触,其所用材料及分解产物可能发生毒性迁移问题,会对食品安全性构成威胁,国内尚缺少评估智能包装材料毒性及迁移问题的测试方法及模型。4)立法问题。欧盟于2004年和2009年分别颁布了关于食品接触性活性和智能材料及物品新规Regulation (EC) No.1935/2004、Regulation(EC) No.450/2009,国内尚未有权威的立法来确保智能包装流通及检测的安全性。
智能包装的实时监控功能对食品安全有重大意义,未来的发展趋势主要有以下3 个方面:1)低成本化。如利用印刷电子技术、喷墨打印以及3D打印等技术,制作低成本的无芯片RFID。2)新材料新技术。纳米科技技术可用于智能包装的研发中,如开发微型/纳米传感器,让智能包装技术运用更加便捷。3)多功能的智能包装。将多种技术手段结合,能拓宽智能包装的应用范围,提升其附加值,如传感器技术与RFID技术的结合、活性包装技术与智能包装技术的结合、纳米技术与RFID技术的结合。
猜你喜欢
中学生数理化·中考版(2022年9期)2022-10-25
北方水稻(2022年2期)2022-06-09
粮食储藏(2021年4期)2021-12-15
中学生数理化·中考版(2021年9期)2021-11-20
建材发展导向(2021年20期)2021-11-20
中国畜牧杂志(2019年8期)2019-08-12
儿童故事画报·自然探秘(2016年6期)2016-09-14
中学化学(2014年12期)2015-01-22
现代妇女(2014年9期)2014-09-09
中小学实验与装备(2014年1期)2014-05-26