
核电厂失水事故下锆合金包壳脆化行为及机理研究进展
2021-05-18 10:45卢俊强曾奇锋
核科学与工程 2021年2期
卢俊强,陆 辉,曾奇锋
(上海核工程研究设计院有限公司,上海200233)
核电厂失水事故(LOCA)是指一回路压力边界发生破口或开裂等情况导致冷却剂装置减少的事故,是一种典型的设计基准事故。美国联邦法规10CFR50.46“轻水反应堆应急堆芯冷却系统验收准则”规定了核电厂LOCA安全准则,简称为10CFR50.46或LOCA准则[1]。该准则制定于1973年,包含了5个独立的限值或要求:
(1)包壳峰值温度。计算得到的包壳最大温度不能超过2 200℉(1 204℃)。
(2)包壳最大氧化程度。计算得到的包壳任何位置总的氧化程度均不能超过氧化前包壳总壁厚的0.17倍。
(3)最大产氢量。计算得到的包壳与水或蒸汽发生化学反应后的产氢量不应超过假设所有包覆芯块的包壳(不包括气腔包壳)发生化学反应后的产氢的0.01倍。
(4)可冷却的几何状态。计算得到的堆芯几何状态的变化应确保堆芯能够得到有效冷却。
(5)长期冷却。计算的能够成功运行的应急堆芯冷却系统(Emergency Core Cooling System,ECCS)投入使用后,计算得到的堆芯温度应持续维持在可接受的低值,堆芯衰变热能持续被带出,从而达到放射性长期包容在堆芯内的要求。
我国在HAF102—2016《核动力厂设计安全规定》中针对“反应堆堆芯的应急冷却”,要求“冷却反应堆堆芯的手段”必须能够确保满足如下4条规定[2]:
(1)不超过包壳或燃料完整性参数限值(如温度);
(2)可能出现的化学反应保持在可接受水平;
(3)应急堆芯冷却手段可有效补偿燃料和堆内结构变形的影响;
(4)反应堆堆芯的冷却能保持足够长的时间。
近些年来,对核电经济性的要求使高燃耗(大于60 000 MWd/t U)成为核燃料发展的趋势。而高燃耗下锆合金包壳的材料显微组织会发生明显变化并导致服役性能恶化,例如Zr-4合金会出现明显的氧化、吸氢和氧化膜剥落等现象。为此,国际上开发了新型锆合金包壳材料如ZIRLO和M5合金,我国也正在开发用于高燃耗下的新型锆合金。
现有LOCA准则是在大量的未辐照的Zr-2和Zr-4合金的LOCA性能试验的基础上发展起来的,而这些准则并不一定适用于新型锆合金特别是在高燃耗下的LOCA,因此必须要对其LOCA工况下的性能进行充分研究。这对于验证和确认采用新型锆合金包壳的燃料在高燃耗下的安全裕量是非常重要的。基于上述原因,各国积极开展了各种用于高燃耗的锆合金包壳在LOCA工况下的行为研究[3]。在这些研究过程中,有了许多重要的新发现,特别是高氢含量对LOCA下锆合金包壳氧化动力学和淬火塑性有重大影响。为了正确解释这些研究结果,并进一步建立新的准则确保在高燃耗下运行的安全裕量,必须准确理解目前的LOCA准则建立的基本原理、发展历史和试验数据,以及新发现的LOCA下燃料行为对这些基本原理和安全理念的影响,这些内容对于制定、理解和应用新的LOCA准则时将起到关键作用。
日本福岛核事故后,为了进一步提升燃料耐受堆芯丧失动水冷却事故的能力,国际核燃料界提出了抗事故燃料(ATF)的概念[4-8]。其中,在锆合金表面涂覆一层抗氧化涂层,使锆合金包壳不直接与一回路的水相接触,从而改善事故下锆合金耐蒸汽氧化的性能,实现更慢的氧化动力学及更低的产氢速率以减缓事故程度,是ATF包壳研发的重要方向。锆合金包壳表面涂覆涂层后,如何开展试验以验证其是否满足ATF概念所要求的明显承受更长时间的堆芯丧失动水冷却的事故(包括全厂断电和LOCA等事故)的能力,也要求业界必须要系统总结锆合金包壳脆化的行为及机理,以便于设计出正确的试验方法对其进行验证和考核。
本文回顾了低燃耗下采用Zr-2和Zr-4合金包壳的燃料组件在LOCA工况下的脆化现象,总结了国际上新发现的高燃耗下新型锆合金包壳的脆化现象,概述了现行LOCA准则和拟制定的新LOCA准则的来源依据,可为自主化新锆合金的性能试验和在CAP1400等核电厂中应用的LOCA安全分析提供借鉴,同时对于抗事故燃料包壳材料在LOCA工况下的性能评价也有参考价值。
1 LOCA准则与锆合金脆化的关系
1971年,美国原子能委员会(Atomic Energy C ommission,AEC)颁布了《核电厂通用设计准则》,明确“防止阻碍堆芯持续有效冷却的燃料和包壳损伤”。同时还颁布了《轻水堆核电厂ECCS的暂定验收准则》,明确“包壳温度瞬态应被终止在堆芯几何形状还能够起到冷却作用之时,且包壳还没有脆化到在淬火过程中或淬火后就失效的程度”。该暂定验收准则包含了包壳峰值温度(2 300℉)、最大产氢量、可冷却的几何状态和长期冷却等4条准则[9]。
1973年,AEC颁布的这些准则被提交至听证会,最终暂定验收准则的包壳峰值温度这一条被10CFR50.46条款(b)的包壳峰值温度(2 200℉)和包壳最大氧化程度(氧化前包壳总壁厚的0.17倍)这两条准则代替。最终形成的这5条LOCA准则的基本原理分别概述如下[10]:
(1)包壳峰值温度
该准则与包壳最大氧化程度的准则紧密相关,都是为了确保锆合金包壳维持足够的完整性以使UO2芯块包容在各自独立的燃料棒内,从而维持一个可冷却的几何状态。保守的计算结果显示,假使包壳没有发生过度严重的氧化,包壳将会肿胀和沿着轴向爆破开裂,但是仍然能包容燃料芯块。
(2)包壳最大氧化程度
基本原理同(1)所述。
(3)最大产氢量
该准则用于确保氢气产生量不会达到发生爆炸的浓度。
(4)可冷却的几何状态
计算得到的堆芯几何状态的变化应确保堆芯能够得到有效冷却。
(5)长期冷却
在任何计算得到的能够成功运行的ECCS投入运行后,计算得到的堆芯温度应持续维持在可接受的低值,堆芯衰变热能持续被带出。长期维持冷却应使包壳温度降低至149℃(300℉)或者更低。
听证会期间,CE(Combustion Engineering)和B&W(Babcock&Wilcox)公司认为“可冷却的几何状态”是不需要的,因为包壳峰值温度和包壳最大氧化程度两条准则已经能确保燃料棒保持足够的完整性。AEC同意这两家公司的观点,但是考虑到维持几何可冷却性的基本原理和历史价值,AEC要求保留该准则并作为一个基本目标[10]。可以认为“可冷却的几何状态”是“包壳峰值温度”和“包壳最大氧化程度”所追求的目标,但是同时又总体性的对其进行了兜底,如果还有其他尚未考虑到的因素,也应进行控制以确保其能够实现。
可冷却的几何状态是LOCA事故下必须确保的基本目标。如果不能保留堆芯可冷却的几何状态,将会丧失传热区域和冷却剂流道的几何形状并最终导致堆芯完全熔融。基于多年来的研究结果,现在认为可能导致堆芯的可冷却性受到损害的因素有包壳脆化、燃料剧烈喷射、包壳整体熔化、整体结构变形和极限的燃料棒共面鼓胀,而导致燃料组件失去“可冷却的几何状态”最极限的失效模式就是锆合金包壳脆化。
2 锆合金包壳脆化机理
基于1957—1973年之间开展的LOCA工况下锆合金包壳脆化的大量研究结果,发现了包壳氧化程度、峰值温度和鼓胀区域的脆化机理,在1972—1973召开的LOCA准则听证会上基于这些研究结果形成了10CFR50.46中的LOCA准则。
2.1 氧化程度对包壳脆性的影响
1964年开始一直持续到1967年,美国阿贡国家实验室(Argonne National Laboratory,ANL)的Wilson和Barnes等人在实验室条件下开展了高温试验模拟锆合金包壳和蒸汽反应,试样为Zr-2合金包壳[11]。试验中观察到在远低于锆合金熔点的温度下氧化的包壳发生了脆化,有些是在试验过程中脆化,有些是在试样从氧化炉中取出的过程中脆化。试验结论如下:Zr-2合金试样的脆化程度随着吸收氧含量的增加而增大,当氧含量达到18%(质量分数)或更大时,Zr-2合金包壳非常脆;对于含UO2芯块的Zr-2合金做包壳的燃料棒,在低于1 200℃保温6 min后淬火,包壳材料氧化的严重程度不足以使其在冷却过程中脆化和碎裂,而当温度超过1 200℃,包壳材料趋向于开裂或在冷却过程中破碎。氢化物对于Zr-2合金包壳材料的影响是次要的。
1965年,美国橡树岭国家实验室(Oak Ridge National Laboratory,ORNL)在反应堆瞬态试验装置(TREAT)上开展了锆合金包壳材料在蒸汽中的试验,观察到试样氧化后严重脆化。同一时代,还开展了很多模拟反应性引入事故RIA(Reactivity Insertion Accident)的试验,试验后对包壳进行金相检查发现微观组织明显改变导致了包壳脆化,脆化的包壳在横截面呈现出氧化层、氧稳定的α相层和针状β相转变组织层,其显微组织及氧含量示意图如图1所示[3]。

图1 锆合金包壳在1 200℃氧化后的显微组织及氧含量分布示意图Fig.1 Schematic of the microstructure (top)and oxygen distribution (bottom)in oxide,stabilized alpha,and prior-beta layers in Zr-2 or Zr-4 cladding after oxidation near 1200℃
上述试验结果对科学界提出了警示,锆合金超出α/β相变温度的氧化将导致固有脆性相Zr O2、氧稳定的α相生成,以及氧扩散进到里层的β相,如图1中的示意图所示。如果氧化程度很高,包壳的塑性将被严重恶化。此时,业界意识到,如果脆化的包壳碎裂成小片,将会严重损害堆芯在淬火和长期冷却过程中的可冷却性,大量包壳碎片和芯块碎块将会堵塞流道。1979年三哩岛2号机组的事故中就发生了上述现象[9]。
1972年,ORNL的Hobson和Rittenhouse发表了关于模拟LOCA瞬态的蒸汽条件下锆合金燃料棒脆化的重要研究结果[12]。采用Zr-4合金包壳试样在蒸汽中双侧氧化,从1 600~2 500℉(871~1 371℃)的温度范围内选取一些温度点保温2~60 min后直接放入冷水中进行淬火,然后从包壳上取出环形短试样,缓慢加载至试样变形3.8 mm或手动加载冲击载荷使其压扁。试验后将破碎的试样拼合在一起,根据试样碎片的宏观几何形状和断口微观形貌判断是否为完全脆化(零塑性)。该论文中给出了包壳高温氧化后与图1相似的微观组织。其中,温度范围下限1 600℉(871℃)代表能发生锆-水反应的最低温度,温度范围上限2 500℉(1 371℃)代表能准确测量到氧化时间的最高温度。
1973年,Hobson发表了根据锆合金包壳高温氧化程度、脆性相占壁厚的比例和变形类型表征包壳塑-脆转变行为的研究结果[13]。该论文得出结论如下:(1)Zr-4合金包壳在不同温度及随后的高速或低速压缩下的塑-脆转变行为(零塑性温度(ZDT))与其氧化程度(FW)存在一定的关系式;(2)在2 200~2 400℉(1 204~1 316℃)温度范围内,根据低速压缩试验得到的FW~ZDT关系式不再适用,这与该温度下β相中氧元素具有更快的扩散速率从而增加了其在β相中的固溶含量有关。
Hobson的上述两篇论文的试验结果及部分结论构成了现有LOCA准则最重要的基础。汇总23~150℃温度范围内所有样品的压缩试验结果,绘制了Zr-4合金包壳双侧氧化后的塑性与慢速或快速压缩温度及β相转变组织层比例的关系曲线,得出结论如下[3]:当温度低于1 204℃(2 200℉)时,氧化层和α相层总份额为0.44(基于氧化前包壳壁厚)时对应于135℃(再淹没阶段的饱和温度)下的零塑性。氧元素扩散到金属层是包壳脆化的根本原因,即包壳的完整性是受到溶解在金属层中的那一部分氧元素控制,由于缺少更好的方法计算氧元素在金属层β相中的分布,再加上使用起来简单方便,促使AEC选择了基于Baker-Just模型计算累积达到17%等效包壳氧化量(Equivalent-Cladding Reacted,ECR)所需要的时间作为替代方法以计算有足够的氧元素扩散到金属层β相中所需要的时间[14]。
因此,在1973年召开LOCA准则听证会上,AEC建议采用更好的方法表示氧化程度,即采用17%ECR代替氧化层和α相层总份额0.44的氧化程度。ECR参数考虑了包壳厚度的影响,包括燃料设计或鼓胀和爆破导致的壁厚差异,另外还考虑了双侧或单侧氧化的差异。
2.2 峰值温度对包壳脆性的影响
Hobson在研究氧化程度对包壳脆性的影响规律时,就已经发现氧化温度对包壳脆性的影响存在一个临界温度1 204℃(2 200℉),当氧化温度超过该临界温度时,虽然具有相同比例的β相转变组织层,但是包壳却脆化非常严重,即FW~ZDT关系式不再适用[13]。例如,在1 315℃(2 400℉),有6个试样氧化了2 min,仍然具有高比例的β相转变组织层(超过0.65),但是已经完全脆化[12,13]。
温度升高增加了β相转变组织中氧的固溶度,这被认为是β相转变组织严重脆化的主要原因。对于β相转变组织,氧含量超过0.7%(质量分数)时在室温下完全脆化,该氧含量正好略高于1 200℃时β相中的氧的固溶限值,如图2所示[15]。

图2 Zr-2合金(or Zr-4合金)-O伪二元相图(富Zr角)Fig.2 Pseudobinary Zr-2(or Zr-4)-oxygen phase diagram
因此,当氧化温度低于1 204℃时,氧元素不断地向β相内扩散,β相最外层达到固溶限值后不断地转变为氧稳定的α相,而β相中的氧含量始终低于0.7%(质量分数),因而β相转变组织在室温下不会严重脆化;当氧化温度超过1 204℃时,例如在图2中沿着1 300℃画一条平行于氧含量坐标轴(X轴)的横线,在氧含量低于0.8%(质量分数)的范围内,材料完全处于β相区,当氧含量超过0.8%(质量分数)时,材料进入α+β两相区。根据相图的规则可知,在同一温度下随着包壳氧化,其氧含量继续增加而α相和β相中的氧含量不会发生变化,即β相中氧含量固定为0.8%(质量分数),α相中氧含量固定为3.0%(质量分数),而改变的仅是α相和β相的比例,即随着氧含量继续增加β相不断减少而α相不断增加。此时,当温度降低到室温时β相转变组织中氧含量[0.8%(质量分数)]已经超出0.7%(质量分数)的限值,因此室温下β相转变组织完全脆化。
2.3 氢含量对包壳鼓胀区域脆性的影响
早在1980年,ANL就对高氢含量的包壳或环形样品开展了大量试验[16]。采用氧化铝芯块装入Zr-4合金包壳内,充入气体加压、加热、爆破、氧化、慢冷并从底部淬火,在室温下开展压缩试验,鼓胀区域端部的样品的氢含量高达0.22%(质量分数)。
日本原子力研究所(Japan Atomic Energy Research Insititute,JAERI)在同一时期也开展了类似的工作[3,16]。在100℃下对爆破后的氧化样品进行压缩试验,鼓胀区域端部的样品的氢含量高达0.17%(质量分数)。
这两个试验都发现了如下现象:蒸汽从鼓胀区域破口进入到包壳内部,导致包壳鼓胀区域端部(距离破口中心位置约30 mm)的内侧氧化。由于内部鼓胀区域端部芯块和包壳间隙较小,包壳氧化产生的氢不会被冷却剂带走,而会被锆合金包壳吸收,导致爆破后的鼓胀区域两端的氢含量最高。当氢含量超过0.07%(质量分数),即使氧化程度小于17%ECR,包壳也发生了严重脆化。
ANL绘制了包壳鼓胀区域端部的环形压缩样品β相中心位置的氧含量和氢含量对Zr-4合金包壳氧化淬火后塑性影响的三维图,如图3所示[16],从该图中可以清楚看出,包壳氧化淬火后的塑性不仅强烈地受到氧化程度的影响,也强烈地受到氢含量的影响,氢元素也会导致包壳加剧脆化。
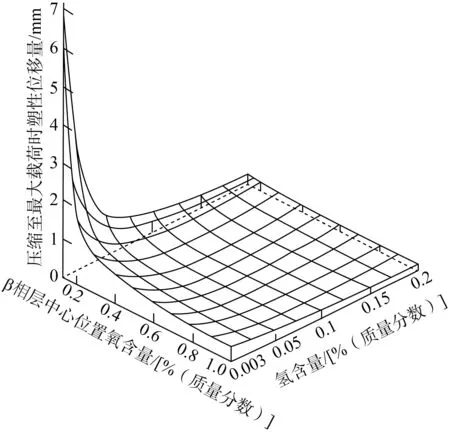
图3 β相中心位置的氧含量和氢含量对Zr-4合金包壳氧化淬火后塑性的影响Fig.3 Post-quench of oxidized Zr-4 tubes ductility as the function of the oxygen content at beta-layer centerline and the total hydrogen content on the burst
从锆-氢的二元相图(见图4[3])中可以看出,含氢β相的共析分解温度约为550℃。而对于堆芯再淹没过程中典型的冷却速度(1~5℃/s),在莱顿弗罗斯特(Leidenfrost)温度(发生包壳再浸润现象的温度,根据ANL的报道该现象发生在475~600℃温度区间)下,绝大多数氢原子固溶在针状初始α相周围的残留β相中。在这种情况下,氢对锆合金氧化后抵抗断裂的能力影响很小,因此,氢对热冲击失效的影响可以忽略[3]。
然而,当包壳发生再浸润后,在更低的温度下受到了外加的载荷,如果氢含量很高,则就可能对β相转变组织的断裂韧性产生显著的影响[9]。在没有淬火的情况下冷却速度较慢,则氢化物会从针状的初始α相之间析出(见图1),因而会严重影响包壳抵抗断裂的能力。有些研究者为了简化试验采用了这种方法开展试验,但是这种方式模拟的冷却瞬态并不是LOCA的原型。更真实的情况是包壳在慢冷后发生了淬火,并没有氢化物析出,因此氢化物对包壳塑性的影响可以忽略[9]。
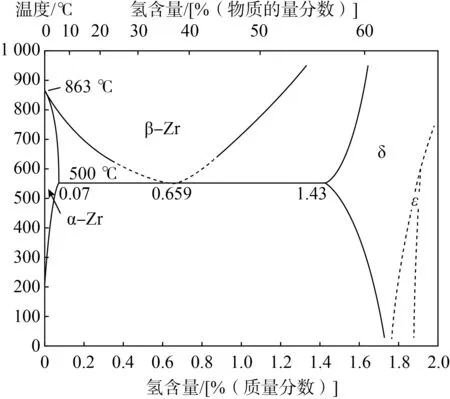
图4 锆-氢二元相图Fig.4 Zr-H binary phase diagram
ANL的试验结果证实了上述观点[16]。试验中的包壳高温氧化和鼓胀爆破后慢冷(2℃/s或5℃/s)通过α+β相区间并淬火,对于经受热冲击后没有发生碎裂的包壳,利用摆锤在室温下开展原位冲击试验。经受热冲击和摆锤冲击后仍然没有发生碎裂的部分样品,取鼓胀区域端部制作样品开展环形压缩试验。由于从膜态沸腾转变到核态沸腾导致快速淬火,尽管包壳样品中包含了高达约0.212%(质量分数)的氢,但是金相检验显示几乎没有氢化物生成,氢元素都留在β相转变组织中。从最高氧化温度慢冷(≤5℃/s)至莱顿弗罗斯特温度(约523℃)期间,包壳穿过了α+β的两相区以及α+β+δ相区,氧元素和氢元素在β相中重新分布,α相富氧而β相贫氧。由于α相和氧化层几乎没有溶解氢元素的能力,使得氢元素都扩散到α相之间的残留β相中。微观组织中没有发现氢化物,表明从莱顿弗罗斯特温度快冷至约127℃(约970℃/s)抑制了氢化物的析出。
虽然不受氢化物的影响,但是氢元素本身对于包壳塑性的影响是显著的。遗憾的是,在1973年召开LOCA准则听证会时,当时已有的包壳氧化淬火塑性试验结果都是针对低氢含量[<0.01%(质量分数)]的,因此业界还没有意识到高氢含量对包壳淬火后塑性的重要影响[1]。
3 锆合金包壳高燃耗下的脆化机理
现有LOCA准则中与包壳脆化相关的准则,是在1973年基于未辐照的Zr-4合金包壳的试验结果制定的。到20世纪90年代中期核电厂都在加深燃耗,而燃耗加深导致包壳发生显著的腐蚀,因而锆合金包壳吸收了更多的由于腐蚀产生的氢。而高燃耗包壳的几个重要特征会显著影响其在LOCA工况下的脆化行为,包括:(1)包壳外表面已有厚的Zr O2氧化层;(2)含有(Zr,U)O2的芯块-包壳粘结层;(3)Zr O2氧化层下面的被氢化的边缘;(4)高含量的氢[9]。包壳外表面的氧化层和β相金属层中的氢都将会影响到LOCA工况下的包壳行为,而LOCA工况下的包壳行为对反应堆的安全分析非常重要。因此,从1996年开始,美国核管理委员会(Nuclear Regulatory Commission,NRC)发起了“燃料包壳研究计划”,目的是为了研究高燃耗的包壳在事故下的行为,该计划包括了在ANL和Halden开展的多个LOCA试验项目。
2008年6月,ANL发布了“LOCA工况下的包壳脆化行为”的研究报告[17]。该报告确认了三种新的锆合金包壳脆化机制,包括:“氢增氧致β相脆化”、失稳氧化和包壳内表面吸氧。
3.1 氢增氧致β相脆化
LOCA工况下,氧扩散进入到锆合金包壳的金属基体中,导致为包壳提供整体塑性的冶金组织的尺寸减小(β相层减薄)和塑性降低(β相层脆化)。然而,氢出现在包壳中将促进上述两种脆化行为的过程。
高燃耗Zr-4合金包壳和未使用过的Zr-4合金包壳高温氧化淬火后的残留塑性结果如图5所示[17]。与未使用过的Zr-4合金包壳相比,高燃耗的Zr-4合金包壳[氢含量为0.055%(质量分数)]在更低的ECR下就发生了脆化,即高燃耗的Zr-4合金包壳在氧化程度显著低于17%ECR的情况下就已经脆化了。
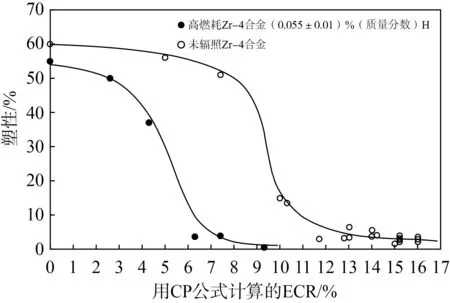
图5 高燃耗Zr-4合金包壳和未使用过的Zr-4合金包壳高温氧化淬火后的残余塑性测量结果Fig.5 Offset strains for high-burnup Zry-4 and as-fabricated Zr-4 cladding samples oxidized and quenched
Chung等[9]根据Billone等人的试验结果,总结出高燃耗Zr-4合金包壳的ECR与135℃的环形压缩试验结果的关系如图6所示。从图中可以看出,氢含量为0.055%~0.08%(质量分数)的Zr-4合金在较低的氧化程度时已经完全脆化(氧化程度显著低于17%ECR),高燃耗的包壳(高氢含量)的脆化比未辐照的包壳(低氢含量)对峰值温度更敏感。
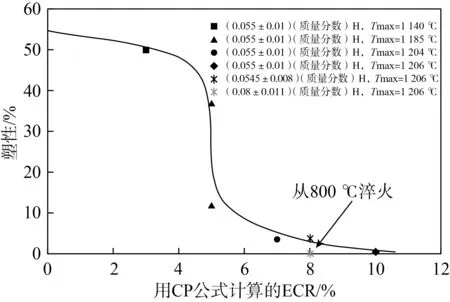
图6 高燃耗Zr-4合金包壳的ECR与135℃的环形压缩试验结果的关系Fig.6 Offset strain at 135°C as the function of calculated ECR for the high-burnup Zr-4 fuel cladding oxidated and quenched
正常运行时,腐蚀过程产生的一部分氢被包壳中的锆金属吸收。当包壳处于高温LOCA工况下,高含量的氢会增加氧元素在β相中的固溶度以及氧元素向β相中扩散的速率。另外,LOCA下发生氧化的包壳在淬火过程中经历了快速冷却,意味着包壳内不会生成脆性的氢化物,但是氢元素本身也会对包壳产生固有脆性。因此,对于高氢含量的包壳,即使LOCA温度低于1 204℃和氧化程度低于17%ECR,仍然会发生脆化[17]。
包壳在高于α+β→β转变温度下发生氧化生成了Zr O2氧化层、氧稳定的α相层和氧扩散的β相等固有脆性相,如图1所示。氧元素的固溶度-温度关系决定了其会发生严重脆化的临界温度(1 204℃)。而氢元素是β相稳定化元素,即氢元素会降低α+β→β转变温度,当氢元素含量较高时,α+β→β转变温度的降低幅度会变得十分显著。高氢含量Zr-4合金-氧伪二元相图中如图7[15]所示,高燃耗的Zr-4合金包壳中由于吸收了较多的氢元素,导致其α+β→β转变温度显著降低。这导致β相中对应于氧含量为0.7%(质量分数)的温度从1 204℃降低至1 100℃,则在低于1 204℃的温度下(例如1 150℃时)β相中氧含量的固溶度超过0.7%(质量分数),则随着LOCA工况下包壳不断的氧化,氧含量不断的增加,β相中氧含量有可能超出0.7%(质量分数),此时得到的β相转变组织在室温下完全脆化。
在近1 200℃时,未辐照(低氢含量)和高燃耗(高氢含量)包壳中氧元素在α和β相层的分布示意图如图8所示[9]。其中,氢元素作为β相稳定化元素,不仅对Zr O2氧化层和β相层的厚度产生了影响,还对氧元素在α和β两相中的分布产生了影响。
针对“氢增氧致β相脆化”这种脆化机制,2011年NRC发布了DG-1262[18]和DG-1263[19]等2份导则(草案),即“淬火塑性试验”和“建立锆合金包壳的分析限值”,目的是为业界提供统一的试验方法以满足安全分析的要求。这些试验结果将作为NRC审查和批准新燃料设计的支撑性文件的一部分内容。
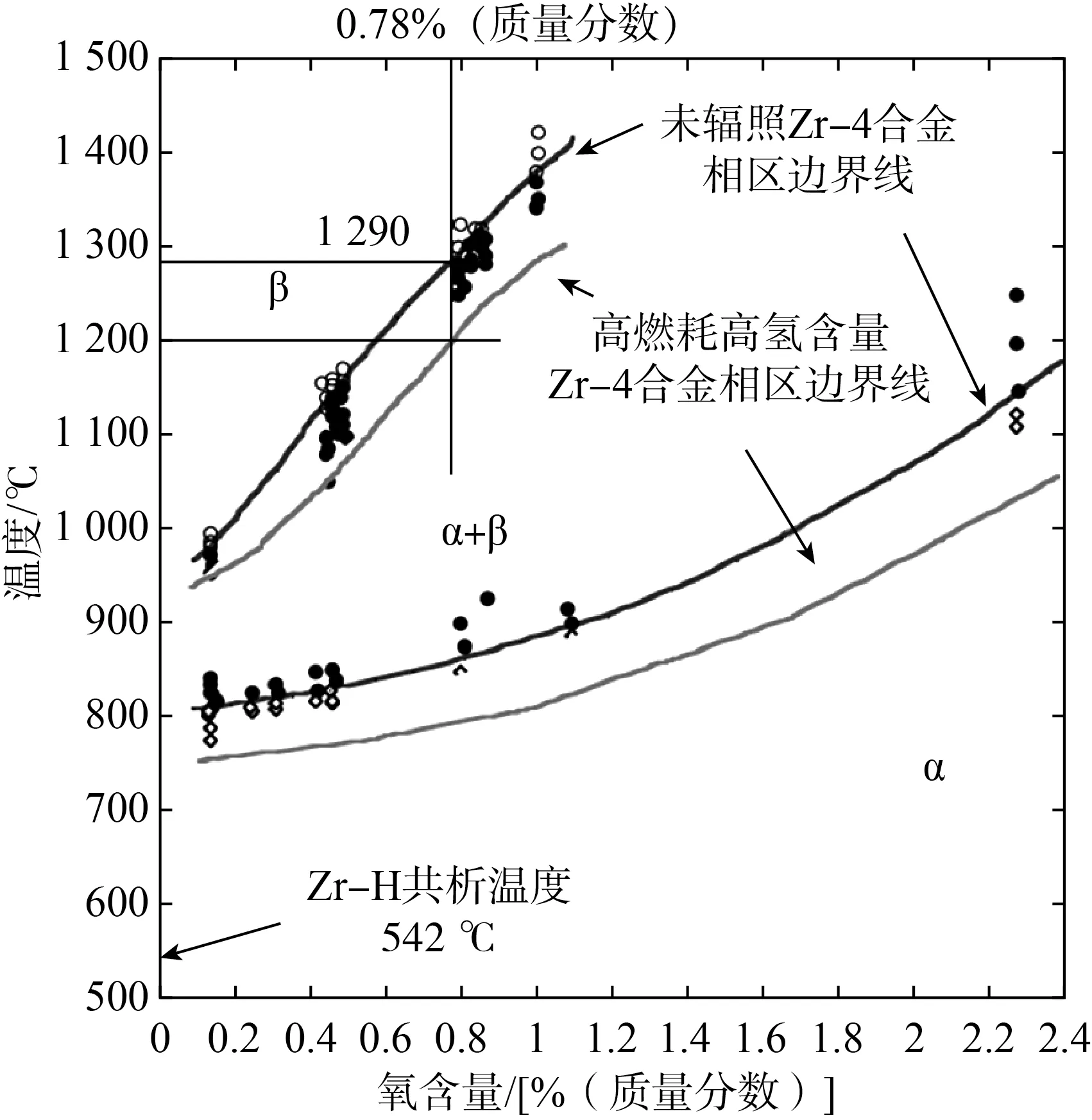
图7 高氢含量Zr-4合金-氧伪二元相图Fig.7 Zr-4(Containing high concentration hydrogen)-Oxygen pseudobinary phase diagram

图8 1 200℃时未辐照包壳(低氢含量)和高燃耗包壳(高氢含量)中氧元素在α和β相层的分布示意图Fig.8 Schematic of the oxygen distribution in alpha and beta layers for unirradiated cladding(low concentration of hydrogen)and high-burnup cladding(high concentration of hydrogen)oxidized at 1 200℃
DG-1262和DG-1263规定的包壳淬火塑性试验的矩阵及分析限值建立方法简述如下:蒸汽温度分别为1 000℃、1 100℃和1 200℃。包壳原始样品的氧化程度应包含10%ECR、13%ECR、17%ECR和20%ECR,在确定包壳韧-脆转变范围内开展试验确定韧-脆转变点对应的ECR;预制氢含量从0增加至0.08%(质量分数)含氢样品,每增加0.01%(质量分数)预制一种含氢样品,确定每一种含氢样品的韧-脆转变点对应的ECR,绘制韧-脆转变点对应的ECR与氢含量的关系式。
3.2 失稳氧化
包壳在长期暴露于LOCA的高温蒸汽条件下,其氧化增重速率偏离了正常的氧化动力学规律,氧化速率快速增加的现象被称为“失稳氧化”。实际上,包壳的失稳氧化不是最近才发现的现象。早在20世纪70年代,就已经发现了Zr-2合金存在失稳氧化现象。但是当时并没有与包壳脆化的现象联系起来。
最早开始研究的是较低温度下的水环境或蒸汽环境下的失稳氧化。例如,1970年就报道了氧化膜应力对Zr-2合金失稳氧化的影响,试验温度为500~700℃,研究者认为氧化膜生长过程中形成的压应力导致氧化膜内层的保护膜机械失效是失稳氧化的主要原因[20]。随后,研究范围扩大到多种锆合金在多种氧化环境下以及800℃高温下的失稳氧化。
1976年,Cox总结了多个研究者的结果并描述了两种可能的失稳机理[21]。其中一种机理是氧化膜生长过程中产生的应力导致氧化膜破裂并引发加速腐蚀的理论,另一种是应力导致氧化膜发生相变并在氧化膜内形成孔洞促使了裂纹形成。然而,直到现在也没有被业界完全公认的能合理解释锆合金氧化由立方或抛物线规律转变成线性规律的动力学机制。
1981—1983年,Leistikow等人研究了锆合金在大于700℃蒸汽中的失稳氧化,提出了失稳氧化演化过程和经典机理[22,23],部分试验结果如图9和图10所示[24]。图9中显示,Zr-4合金包壳在1 000℃的蒸汽下氧化超过120 min后发生了明显的加速氧化,超过240 min后其氧化增重甚至超过了1 100℃下的氧化增重。结合对如图10所示的显微组织的研究,该经典机理对失稳氧化的过程解释如下:初始形成的四方结构Zr O2,在较低的温度下和应力逐渐增加的氧化膜中是稳定的,在应力松弛、柱状晶粒长大和点缺陷重聚等多因素的作用下,Zr O2结构开始发生四方转变为单斜的相变。在这个阶段,由于在界面上形成孔洞因此可以观察到锯齿状的氧化膜/金属界面,从而延迟了氧化膜生长。由于氧元素饱和、横向裂纹和垂直裂纹导致氧化膜变得更加脆化。裂纹使得氧化路径串连更短,导致更快的氧化速率。伴随着新鲜的氧化膜形成该过程重复发生,总的响应呈现出线性动力学过程。
前述研究都是以Zr-2和Zr-4合金包壳为对象开展的高温氧化。直到1983年,Solyany等人首次报道了E110合金包壳的高温氧化后变形的试验结果[25],在900~1 500℃下开展试验得到了氧化动力学关系式和高温变形规律。
1992年,Böhmert等人首次报道了E110合金包壳的失稳氧化时间少于1 000 s的现象[26,27]。并于1993年发表了E110与Zr-4合金高温氧化行为的对比试验研究结果,试验在700~1 100℃的蒸汽条件下进行[28,29]。结果显示,E110与Zr-4合金的氧化动力学十分相似,Zr-4的结果与公开发表的结果符合很好。但是E110合金试样的氧化膜呈现出多层的非常不均匀的外观,并具有剥落的倾向。氧化试样的环形压缩试验结果表明,E110合金在6%ECR的氧化程度下就已经完全脆化,而Zr-4合金则在18%ECR的氧化程度下塑性降低为0。E110合金在900~1 050℃下氧化吸氢分数高达15%~70%,而Zr-4只有2%~5%。高的吸氢分数被认为与多层氧化膜有关并因此降低了E110合金脆化的氧化程度门槛值。
为了充分研究E110合金在LOCA下的氧化行为和脆化门槛值,2001—2004年俄罗斯Russian Research Center Kurchatov Institute(RRC KI)在TVEL、NRC和IRSN(Institute for the Radiological Protection and Nuclear Safety)的资助下,开展了大量的试验研究E110合金包壳在LOCA条件下的脆化行为。Yegorova等人于2005年发表了相关报告[29,30]。高温氧化温度为800~1 200℃,在20~300℃温度区间进行环向压缩试验。试验结果显示在1 000℃和1 100℃均发生了失稳氧化。该研究对比了俄罗斯E110合金和欧美国家采用的包壳的差异:锆矿石的杂质、从锆矿石中还原出Zr的电解精炼和克罗尔(Kroll)工艺对比、合金元素的变化(例如氧)和制造工艺的区别,特别是表面精整的区别。俄罗斯的E110合金采用电解精炼Zr,欧美国家的锆合金例如M5则是采用克罗尔工艺制造的海绵锆。该研究报告得出如下几条重要结论:现有的E110合金包壳(标准的碘化/电解工艺)已具有最优的显微组织;这种包壳高温下特殊的氧化行为与包壳显微组织无关;E110合金包壳的氧化行为和塑性余量对包壳显微化学成分和表面状态十分敏感;使用海绵锆制造包壳可显著减小包壳氧化速率,特别是在900~1 000℃的温度范围内,增加了塑性-脆性转变的氧化程度门槛值;通过对包壳内、外表面的抛光,可以改善E110包壳的高温氧化性能并增加氧化后的塑性裕量,即包壳表面抛光可以延长发生失稳氧化的孕育时间。
Chung等研究人员指出了E110合金发生失稳氧化导致其脆化的重要原因[9,31]:不同的制造工艺引入了不同杂质元素。E110合金原材料的锆矿石分解、锆铪分离工艺、锆电解还原基于氟化工艺制造。氟元素是公认的有害元素,能促使锆合金发生失稳氧化。而Zr-4合金与西方国家的其他包壳用锆合金一样,都是基于可引入Ca、Mg和Al杂质的制造工艺,这些元素有利于生成抑制锆合金发生失稳氧化的氧化膜。
如果发生失稳氧化,脆化过程将会加速,则1 204℃和17%ECR的限值并不能阻止脆化的发生,从而导致这两个限值失效。因此,2011年NRC发布了DG-1261(草案)[32],即“定期开展失稳氧化试验”,目的是为业界提供统一的试验方法以满足安全分析的要求。这些试验结果将作为NCR审查和批准新燃料设计的支撑性文件的一部分内容。2014年3月,上述草案补充了拟更新的10CFR50.46(c)后进入公众质询状态。NRC正在考虑是否要规定每一批换料都要开展锆合金包壳的失稳氧化试验。
3.3 包壳内表面吸氧
寿期初,压水堆燃料棒的外压大于内压。在外压的作用下锆合金包壳向内蠕变,而芯块则向外肿胀,随燃耗加深芯块和包壳开始接触,在芯块和包壳之间形成了一层粘结层。早在1977年,美国学者首次发现包壳内表面吸氧的现象,并于1979年得到德国学者的试验验证。
芯块-包壳粘结层被认为是辐照条件下立方结构的(U,Pu)O2和立方结构的Zr O2之间的氧原子内部扩散的结果。随着燃耗加深,粘结层的厚度以及环向和轴向上的表面覆盖范围增加。粘结层的发展抑制了芯块和包壳的独立运动,因此影响了从芯块到包壳的载荷传递,从而影响了包壳的应力状态。芯块-包壳粘结有助于获得较小的包壳鼓胀应变[33]。LOCA工况下,与氧元素从包壳外表面向金属内部扩散的现象相似,芯块-包壳粘结层也将成为包壳氧元素的来源,从包壳内表面向金属内部扩散。对装有Zr O2芯块(模拟UO2芯块)的锆合金包壳在1 200℃的蒸汽下进行氧化,形成的Zr O2芯块-锆合金包壳粘结层中的氧元素向包壳内表面扩散,在包壳内表面形成了高氧含量的α相层,如图11所示[33]。其氧元素含量分布示意图如图1所示。

图11 包壳外表面在1 200℃蒸汽氧化后由芯块-包壳粘结层在包壳内表面形成的氧稳定的α相层Fig.11 High-oxygenαlayer on the ID resulting from oxygen diffusion from the Zr O2 fuel-to-cladding bond following OD steam oxidation at 1 200℃
随着燃耗增加,在正常运行条件下包壳外表面形成一个腐蚀层,成为氧元素的来源。由于气相的UO3在芯块-包壳间隙闭合前的输运以及芯块-包壳粘结层的形成,辐照的包壳内表面上也成为了氧元素的来源。由于氧化层中的氧含量远高于金属层,因此高燃耗下内表面和外表面氧化层的实际厚度相对来说并不重要[17]。
芯块-包壳粘结层可以像蒸汽腐蚀层一样为氧元素向包壳内部扩散提供来源。因此,如果形成的内表面氧化层或粘结层厚度不能忽略,则计算LOCA工况下包壳远离鼓胀区域的氧化程度时必须考虑双侧氧化[17]。
4 新LOCA准则的最新进展
总结上文中锆合金包壳产生脆化的多种现象及其内在原因,可以得出包壳发生脆化的本质原因只有两个:一个是氧元素导致的脆化,一个是氢元素导致的脆化[9]。
现有法规10CFR50.46(b)规定了为保证燃料组件的可冷却的几何状态,要求LOCA工况下包壳峰值温度不超过1 204℃(2 200℉)和氧化程度不超过17%ECR。但是,“氢增氧致β相脆化”“失稳氧化”和“包壳内表面氧化”这三种机制则有可能导致在计算的峰值温度不超过1 204℃和氧化程度不超过17%ECR的情况下,仍然发生包壳的脆化和破碎,使燃料组件丧失可冷却的几何状态。因此,这些新发现的锆合金包壳的脆化机制将对现有法规产生巨大影响。
2011年,NRC针对“氢增氧致β相脆化”和“失稳氧化”这两种脆化机制发布了DG-1261、DG-1262和DG-1263等3份 导 则(草案),即“定期开展失稳氧化试验”“淬火塑性试验”和“建立锆合金包壳的分析限值”。
2014年3月,上述3份导则草案进入公众质询状态。同时,NRC还发布了拟更新的10CFR50.46 c(g)[34],对LOCA准则更改为如下:
(1)燃料性能准则。由被圆柱形锆合金包壳包覆的二氧化铀或混合二氧化铀-钚芯块组成的燃料应满足如下要求。
1)包壳峰值温度。包壳峰值温度不能超过2 200℉;如果2)中给出了更低的温度限值,则包壳峰值温度不能超过2)建立的温度限值。
2)包壳脆化。应基于NRC认可的试验方法建立对应锆合金包壳塑性-脆性转变的包壳峰值温度和氧化程度的分析限值。计算得到的包壳峰值温度和氧化程度不能超出分析限值。分析限值必须提交NRC批准。若与建立氧化程度有关的包壳峰值温度低于1)规定的2 200℉,则采用这一低值代替2 200℉。
3)失稳氧化。应基于NRC认可的试验方法建立包壳停留在高于失稳氧化敏感温度下的总时间的限值,该限值对应于锆合金包壳的失稳氧化孕育时间。该限值必须提交NRC批准。
4)最大产氢量。计算得到的包壳与水或蒸汽发生化学反应后的产氢量不应超过假设所有包覆芯块的包壳(不包括气腔包壳)发生化学反应后的产氢量的0.01倍。
5)长期冷却。应基于NRC认可的试验方法建立长期冷却的包壳峰值温度,该限值对应于锆合金包壳塑性-脆性转变温度。分析限值必须提交NRC批准。
(2)燃料系统建模要求。ECCS评估模型必须按照如下要求对燃料系统进行建模:
1)在开始发生LOCA时,如果包壳内表面有氧元素的扩散源,则必须在ECCS评估模型中考虑从包壳内表面扩散的氧元素的效应。
2)必须评估在核电厂运行过程中累积在包壳表面的水垢和氧化层的热效应。对于本要求而言,水垢是指在发生LOCA之前沉积在包壳表面的任何杂质。
2016年2月,NRC提交了最终法规文本给法律委员会。
拟发布的LOCA准则对核电厂安全分析、燃料运行可能造成的影响有:
(1)业主或设计方需要修改安全分析方法并进行取证;
(2)新型锆合金无需再单独申请豁免;
(3)降低了LOCA工况下包壳允许的氧化程度;
(4)限制了燃料在高温下停留的时间;
(5)要考虑包壳内表面的氧化;
(6)中等燃耗的燃料棒的LOCA安全裕量可能是最小的(25 000~40 000 MWd/t U),这会影响燃料管理策略。
5 结语
本文通过梳理核工业界对LOCA工况下包壳脆化行为及机理的认识,回顾了现有LOCA准则的历史来源和基本原理,重点总结了LOCA准则赖以形成的基本思想——锆合金包壳脆化机理,特别是从相变、微观组织、扩散等冶金学的角度调研和总结了包壳在LOCA工况下的脆化行为,主要内容如下。
(1)确保锆合金的塑性是制定LOCA准则的基本思想;
(2)1973年制定并沿用至今的LOCA准则中,限制包壳峰值温度和包壳最大氧化程度是维持燃料完整性的基本方法,氧元素扩散到金属层是包壳脆化的根本原因;
(3)高含量的氢会增加氧元素在β相中的固溶度和氧元素向β相中扩散的速率,以及氢元素本身而非氢化物对包壳产生固有脆性,是导致氢增氧致β相脆化的根本原因;
(4)锆合金制造过程中引入的氟元素是导致失稳氧化的最重要的原因,表面粗糙度也是影响失稳氧化的重要因素;
(5)高燃耗下内表面的芯块-包壳粘结层也是包壳氧元素的来源;
(6)拟更新的LOCA安全准则中增加了“氢增氧致β相脆化”“失稳氧化”和“包壳内表面吸氧”等3种新的包壳脆化机制。
本文的上述调研和总结内容,将有助于认识和理解新发现的3种脆化机制以及基于这些脆化机制拟将更新的LOCA准则。这不仅有助于为自主化新锆合金LOCA工况下的性能试验指明方向,以确保其能满足拟制定的新LOCA准则。也有助于为ATF燃料表面涂层锆合金包壳设计出正确的考核或验证试验方法,以确认其是否提升了燃料耐受堆芯丧失动水冷却事故的能力。
猜你喜欢
铝加工(2022年3期)2022-11-24
原子能科学技术(2022年11期)2022-11-21
科学技术与工程(2022年29期)2022-11-16
科技视界(2022年20期)2022-10-17
原子能科学技术(2022年9期)2022-10-10
材料与冶金学报(2022年2期)2022-08-10
原子能科学技术(2022年5期)2022-06-02
粉末冶金技术(2021年3期)2021-07-28
中国核电(2021年2期)2021-06-04
中小企业管理与科技·中旬刊(2017年5期)2017-06-06
