
屠宰工艺和设备对鸡胴体自动分割的影响
2021-05-17 12:08李继忠曲威禹花园辉赵明峰张奎彪
肉类工业 2021年4期
李继忠 曲威禹 花园辉 赵明峰 刘 辉 张奎彪
吉林省艾斯克机电股份有限公司 吉林四平 136000
家禽屠宰加工技术研究和装备制造在欧洲发展较早,已有一百多年历史。目前,国外研究和生产家禽自动分割设备的企业主要有丹麦的LINCO公司、荷兰的STORK公司、MEYN公司和FOOD MATE公司。荷兰的GMV协会,是一个协调性较强的行业组织,吸纳了荷兰多数工程类高校、科研单位和食品机械生产企业,协同一致,共同发展,新技术不断推出。该协会几家“家禽屠宰加工设备”会员,稳定地占据了全球禽类加工设备80%的市场份额,技术达到了世界顶级水平。这些设备制造企业的特点是都有一个强大的自动化公司作为后盾技术支撑。LINCO公司有BAADER公司支撑,MEYN公司有巴菲特旗下的CTB公司支撑,STORK公司有MAREL公司支撑,而且,设备制造企业还有共同点就是既有一个先进的制造基地,还有一个与之相配合的中间试验基地。目前,像巴西这样的发展中国家,其家禽加工设备的技术水平也超过了中国。
近几年,随着家禽屠宰加工量的不断提升,家禽屠宰加工能力达到了15 000只鸡/h[1],先进自动化设备被应用,对家禽胴体分割效率和质量也不断提高,各研究机构开始逐步重视屠宰过程对鸡胴体自动分割的影响。
在中国家禽屠宰加工装备行业,还属于一个新兴行业,目前还没有一个明确的归口管理部门,行业领域划分也不明确。近几年,才受到国家相关部门重视,列入国家发展规划,尚处于初级发展阶段。中国人口众多,市场较大,大规模家禽屠宰加工企业也较多,但家禽自动分割设备应用全部采用国外设备。
由于家禽加工的特殊性,自动化设备需要大量的活禽,在中间试验基地,经过长时间的可靠性试验,才能投放市场。又由于家禽屠宰加工设备市场有限,国家科研单位不能投入大量的人力物力深入进行研究,国内从事家禽加工设备制造企业都是小企业,其生产规模、机械加工设备和质量检测能力都很弱,技术开发严重滞后发达国家。中国家禽加工装备方面的研究人员十分匮乏,从事和了解“家禽加工设备”的人员太少,高等院校的专业和课程设置,涉及家禽加工设备方面的也很少,与家禽加工设备有关的学术论文发表也寥寥无几。目前吉林艾斯克正在系统的研究家禽自动分割工艺和设备以及屠宰过程对自动分割的影响。
1 屠宰加工工艺对鸡胴体自动分割影响因素分析
影响自动分割工艺和设备主要有两方面因素,鸡品种不统一,工艺和设备不协调。
鸡品种不同,其形态不一,在烫毛、脱毛、掏膛、冷却、分割等各工序都要采取不同的工艺参数和选用不同的设备完成工序作业,建议按品种分别在不同生产线上加工。
工艺和设备不协调,主要表现为分割时家禽胴体的形态不规则、不稳定,表皮与肉质分离、肌肉松懈,影响自动分割的效果。这是由多种因素联合作用产生的,主要与脱毛工序、自动掏膛工序和预冷工序相关。
综合起来看,鸡品种、养殖期、屠宰工艺和设备对鸡胴体自动分割有不同程度的影响。主要表现为水泡胸和水泡腿、胴体温度和吸水率,其次是鸡体残损。这些因素影响自动分割过程中的胴体分级和各分割设备对鸡体定位装置的准确性,影响分割产品的质量。
2 屠宰加工工艺对鸡胴体自动分割影响
2.1 鸡品种对鸡胴体自动分割工艺影响
观察和统计数据表明,水泡胸和水泡腿比例与肉鸡品种及形体腔体尺寸有直接关系。
AA+和Cobb肉鸡:水泡腿比例低,一般在20%~35%。
哈伯德和立峰鸡:水泡腿比例高,一般在30%~60%。
对于腰部较宽、尾部较宽且扁平的鸡只,自动掏膛后产生水泡腿比例少;对于腰部较窄、尾部较窄且凹凸较大的鸡只,自动掏膛后产生水泡腿比例多。
推荐自动分割设备采用鸡品种:AA+和Cobb,日龄42~45d,活重2.0~2.8kg。哈伯德和立峰鸡建议采用风冷形式的胴体冷却方式,或者选用专用自动掏膛和自动分割设备。
2.2 烫毛、脱毛工艺和设备对鸡胴体自动分割影响
2.2.1 烫毛
烫毛设备的烫道有U形和N形,中间有隔板,中间温度略高于外侧温度,肉鸡胸部对温度较为敏感,0.5℃就可能出现大胸烫白现象,为了温度均匀,烫毛机采用空气搅拌形式,或者空气和机械复合搅拌形式,烫透率高,减少大胸烫白率,减轻脱毛过程对鸡体力度。
一般在悬挂输送线上将鸡胸朝外侧进入烫毛机,中国市场消费习惯,要求鸡体白皙,通常采用深度脱毛,温度一般温度为59~60℃,时间为90~100s。
2.2.2 脱毛
据统计,脱毛环节引起的水泡胸和水泡腿比例占总体数量的5%~7%左右。脱毛时间过长、脱毛指较硬,对鸡只胸部、臀部和两腿内侧打击力度过大,会造成皮肉分离现象。
建议脱毛工序采用多台脱毛机联合作业形式,选用多自由度可调节的分箱结构,确定每一台脱毛设备脱毛重点。脱毛机的脱毛时间控制在25s左右。用于鸡背部的脱毛指硬度选用58HA(邵氏硬度),胸部55HA等措施,会大大减少皮下脂肪溢出,减少表皮与肉质游离现象,为水预冷工序、自动分割定位装置达到自动分割工艺要求提供条件。
2.3 掏膛工艺和设备对鸡胴体自动分割影响
2.3.1 切肛工序
当不均匀鸡只(非满挂状态)进入切肛机时,有个别鸡只未正确入位,导致切刀切偏或切刀钻到臀部,这种情形会产生水泡胸和水泡腿,占比水泡胸和水泡腿总体数量的0.5%左右。鸡体满挂是首要条件,其次是选用适应性强,切割刀始终保持一定转速的切肛机很有必要。
2.3.2 掏膛工序
观察和试验证明,20%~35%的水泡胸和水泡腿是由于鸡只在掏膛环节受到损伤造成的。这种损伤主要来自于掏膛机的掏膛机械手。
扒取式掏膛机械手工作原理如下。
首先,掏取内脏包时勺子紧贴胸腔壁下行至鸡只三叉骨附近,然后勺子沿着鸡脊骨上行并施加一定扒取力,将内脏包完整地掏出腹腔。扒取时勺子前端始终抵住鸡只腔体的背部,所以勺子对鸡只尾部的一对耻骨、耻骨表面肌肉及其耻骨两侧表皮产生刮伤,勺子力度大时较多鸡只一侧或两侧耻骨的末端被扒断。
其次,掏膛勺子具有一定宽度和厚度,扒取时勺子左右翼对鸡只左右腿内侧表皮产生压力和摩擦力,力度大时左右腿内表皮被刮伤或划伤。
最后,勺子在插入鸡只腹腔时,因鸡只大小不均,或因勺子向外摆角没有及时调节,或因设备高度不正确,造成勺子戳坏鸡只左侧或右侧肋骨,导致鸡只腹腔开口两侧皮肤与肌肉、肌肉与内表皮相互分离。
相对来讲,夹取式掏膛机械手要优于扒取式掏膛机械手。
在自动掏膛生产线上设置胴体机器视觉系统,对鸡体分级后再分配到不同级别的自动掏膛机上,也是防止机械手损伤鸡体骨架的方式之一。胸骨损伤依据不同的掏膛工艺和设备可以控制在5%以下。
2.3.3 腹油自动去除工序
观察和试验证明,10%~25%的水泡腿是由于鸡只在自动去除腹油环节受到损伤造成的。腹油去除机工作时,刮油板贴鸡尾插入腹腔同时向前推动,将腹腔开口两侧带腹油的皮肤推至夹板和刮油板之间,然后夹紧,之后向上拉拔刮掉腹油。在拉拔过程中,因夹紧力作用导致部分鸡只腹腔一侧或两侧皮肤与肌肉、肌肉与内表皮相互分离;或因夹紧力作用加剧了掏膛机对鸡只腹腔皮的伤害。
对分割品质量要求严格的企业,可以选择在分割线上去除腹油。
2.3.4 切鸡尾工序
切鸡尾机可根据鸡只大小进行自动调节,鸡尾切割效果良好。鸡尾切割后肛门周边背部开口尺寸加大,但一些大鸡切鸡尾时会伤及背部皮肤,占水泡胸总数量的5%~7%,此会产生水泡腿,占水泡腿总数量的3%~5%。
2.3.5 手工掏膛工序
调查发现,采用手工掏膛方式,也会产生10%~15%的水泡腿。
2.4 胴体冷却工艺和设备对胴体自动分割影响
2.4.1 螺旋预冷工艺和设备对胴体自动分割影响
2.4.1.1 螺旋预冷工作原理
鸡胴体冷却工序一般由多台螺旋预冷机组合而成,通过机械或人工将禽胴体投入到预冷机中,鸡胴体依次通过每一台预冷机,使其温度逐步下降到规定数值。保持冷却水的温度有2种方式:一是在每一台预冷机禽出口附近设置冷水或冰水加入点,预冷机内的冷水或冰水作为冷却介质可使禽胴体温度下降;二是利用红水循环冷却系统进行冷却。依照预冷机排列顺序,预冷机中水的温度也依次降低,禽胴体经过多台预冷机后,温度下降到规定的温度。
试验表明:鸡胴体在冷水中静止,其周围形成一个小环境,影响与禽胴体的换热效率。因此,通常采用空气搅拌水的技术,使禽胴体在水中上下移动,与周围的水进行热交换,可以使片冰充分融化于水中,避免出现冰坨现象,提高鸡胴体降温效率(见图1)。

图1 家禽胴体预冷曲线图
冯宪超[2],李虹敏(2008)在《家禽胴体的预冷却》中阐述:水流动速率为0.1m/s时,比浸没式冷却更令人满意。郭峰[3](2019)等在《家禽胴体螺旋预冷工序主要技术指标》中阐明:禽体降温主要取决于禽体膛内水的更换次数,交换次数越多,禽体上下位移距离越大,禽体温度下降就越快。
大于0.46m3/只的气体搅拌量,可以有效的促使水温均匀,加快禽体温度下降。
2.4.1.2 水泡胸和水泡腿
由于脱毛时间长,有些鸡只在掏膛后腹腔开口两侧皮肤与肌肉、肌肉与内表皮相互分离,进入预冷机后在曝气作用下发生气浮胴体现象(通常也称为气浮鸡),水分侵入皮层或气囊,产生水泡胸和水泡腿。脱毛环节个别鸡只外臀部皮肤有较长伤口,也会产生水泡腿。
观察发现,水泡胸和水泡腿的比例,以及水泡面积大小和水量与预冷环节有直接关系。
预冷时间、预冷温度、曝气程度和鸡水比例对水泡胸和水泡腿的产生有直接影响。
气浮胴体对胴体冷却有不良影响,但是家禽胴体螺旋冷却设备采取降低初始水温、气流和水流合理的技术手段控制,能够控制气浮胴体不超过加工能力的3%。
2.4.1.3 预冷时间
大量的试验数据表明,在冷却设备配置合理情况下,90min时间是比较经济的[4],胴体温度可降至4℃以下[4~6],鸡体降温主要取决于禽体膛内水的更换次数,交换次数越多,禽体上下位移距离越大,鸡体温度下降就越快,平均每次禽体可降温度2℃左右。超过60min成本明显提高,效率开始降低,运行成本明显增加。
当采用循环水冷却时,冷水温度不应高于2℃,循环量应大于禽胴体重量的2倍。
当采用槽体夹层提供冷源,槽体底部冰层厚度不得超过3mm;为保证槽内水温温度符合工艺要求,可采用空气、水流搅拌及循环水提供辅助冷源多种方式。
时间准确率是冷却设备保证在规定时间内达到4℃以下的主要技术指标。
2.4.1.4 胴体温度
鸡胴体螺旋冷却设备应分为多段,第一段水槽的出口处水温应不高于12℃,最后一段水槽出口处的冷水水温宜不高于2℃。第一台清洗机水温超过25℃时,鸡体吸水率增加,不利于分割设备对鸡体的定位,胴体温度至4℃以下,鸡体紧缩,形状稳定,分割设备对鸡体的定位十分有利。
2.4.1.5 曝气程度
采用单台风机供给形式较好。第二台预冷机分量适度不宜过大,带鸡胴体表皮缩紧后,第三台预冷机可以逐渐增大,风量不宜小于0.46m3/只。
2.4.1.6 水体比
预冷工序自动线与手工线配置相同。相对于手工线来说,自动线鸡水比例大,水多鸡少。
螺旋预冷机要达到理想的预冷效果,螺旋预冷机内要有足量的冷水(冷载体),水少了,达不到预冷效果,水多了浪费能源,适当的水体比是螺旋预冷机的重要指标。
试验表明,鸡胴体排水量越多,说明家禽体型就越大,肉质越厚,预冷时间就越长,需要冷却水就越多,水体比就要越大(见表1)。
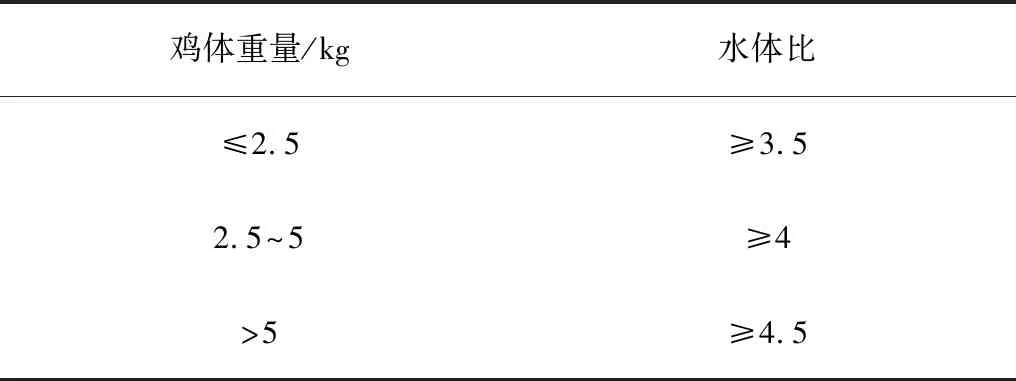
表1 水体比
白羽肉鸡(42d)的水体比达到3.5时,鸡体全部浸没在水中,上下移动自如,冷却效果比较好。
预冷设备:由1台螺旋预冷机D3.2-6、2台螺旋预冷机D3.2-9组成。
2.4.1.7 吸水率
试验表明,鸡体吸水率对鸡体的形态有较大影响,超过8%时,鸡体逐步失去原有形态。当吸水率超过12%时,十分不利于分割设备对鸡体的定位,分割品质量大大下降。
2.4.2 风冷工艺和设备对胴体自动分割影响
试验表明,采用风冷工艺对胴体自动分割比较有利,水泡胸和水泡腿非常少,鸡体形态保持较好,因此,采用自动分割工艺的生产线推荐选用风冷工艺。
3 讨论
家禽屠宰加工是一个系统工程,工序之间高度关联,一环扣一环,一个环节的变化可能对后续环节有很大影响[7]。采用自动分割设备,应从家禽品种、烫毛、脱毛、掏膛和胴体冷却各方面考虑,其中,主要表现在水预冷工序。由于在屠宰过程中的工艺和设备不适宜,产生水泡胸、水泡腿、鸡体骨架损坏、残翅等现象,导致在自动分割过程中的自动分级误差大,自动分割设备的形体定位装置对鸡体定位不准确。
依照鸡品种、养殖期设计屠宰工艺,配置适宜的设备。
脱毛工序,将鸡胸朝外侧进入烫毛机,温度控制在59~60℃,时间90~100s。
建议脱毛工序采用多台脱毛机联合作业形式,选用多自由度可调节的分箱结构,确定每一台脱毛设备脱毛重点。脱毛机的脱毛时间控制在25s左右。用于鸡背部的脱毛指硬度选用58HA(邵氏硬度),胸部55HA等措施,会大大减少皮下脂肪溢出,减少表皮与肉质游离现象。
选用适应性强切肛设备,采用夹取式掏膛机械手的掏膛机。在自动掏膛生产线上设置胴体机器视觉系统,在分割线上去除腹油和切鸡尾都是减少水泡胸和水泡腿的方法。
螺旋预冷工序,控制时间90min以上,温度在4℃以下,吸水率不超过8%,尤其是第一台预冷机,温度控制低一些有利于鸡体定型。采用分冷却方式是较好的方式之一。
4 结论
鸡品种、养殖期、屠宰工艺和设备对鸡胴体自动分割有不同程度的影响,主要影响胴体分级和各分割设备对鸡体定位装置的准确性,影响分割品质量。控制水泡胸和水泡腿的产生是关键。依照鸡品种、养殖期设计屠宰工艺,配置适宜的设备,控制烫毛温度和时间,采用多台脱毛机联合作业形式,选用适宜的掏膛设备,控制好胴体冷却设备的冷却时间、冷却温度和风量,将减少适度水泡胸和水泡腿产生现象,减少鸡体损伤,提高自动分割产品的质量。
猜你喜欢
农业机械学报(2022年10期)2022-11-03
煤气与热力(2022年4期)2022-05-23
人人健康(2021年9期)2021-12-02
煤气与热力(2021年7期)2021-08-23
自我保健(2021年6期)2021-08-07
养殖与饲料(2019年4期)2019-02-25
故事大王(2019年12期)2019-01-07
中国食用菌(2018年5期)2018-09-22
农村农业农民·B版(2017年12期)2018-01-27
小猕猴智力画刊(2017年3期)2017-03-24
