
基于ISO 25239-4标准搅拌摩擦焊工艺评定的应用
2021-05-14 02:49:36赵海燕冯宽张楠邓义刚
机械制造文摘(焊接分册) 2021年2期
赵海燕, 冯宽, 张楠, 邓义刚
(机械工业哈尔滨焊接技术培训中心,黑龙江 哈尔滨150046)
0 前言
搅拌摩擦焊(Friction stir welding, FSW)是英国焊接研究所于1991年发明的一项固态连接技术[1]。与传统熔焊相比,搅拌摩擦焊在焊接时无焊接烟尘、无污染、热输入低、变形量小、易实现自动化等优点,已成功应用于航空航天、船舶工业、汽车领域、轨道交通等领域[2-3]。特别是在轨道交通领域,搅拌摩擦焊已大量应用于车体及各组成部件,如地铁地板,轻轨侧墙、车顶、裙板,高速列车车钩座板[4]等,涉及到的材料有5系、6系、7系铝合金[5]。
任何一种焊接方法在应用于生产时必须有合理的焊接工艺规程(Welding procedure specification, WPS)指导焊接生产,保证焊接产品质量。在编制WPS之前,焊接工艺需经过工艺验证,以确保焊接接头性能能够满足设计规范或生产需求。焊接工艺评定(Welding procedure qualification, WPQ)就是验证焊接工艺的合理性,是对焊接工艺的综合评判,也是评价焊接企业能否生产出符合相应规范的焊接接头的重要依据[6-7]。进行焊接工艺评定时,企业可自行按照标准或规范出具焊接工艺评定报告(Welding procedure qualification record, WPQR),也可找第三方独立机构出具WPQR。机械工业哈尔滨焊接技术培训中心(WTI Harbin)作为第三方独立机构,自1999年开始为多家企业进行焊接工艺评定,完成各种焊接方法WPQR近2 0000份。近几年搅拌摩擦焊的工评数量也在逐年上升,截至目前,已为20余家企业进行了近百项搅拌摩擦焊WPQR。如中车唐山机车车辆有限公司、中车长春轨道客车股份有限公司、中车南京浦镇车辆有限公司、中车株洲电力机车有限公司、德州鲁斯泰铝业有限公司等。
搅拌摩擦焊焊接工艺评定标准为ISO 25239-4,此标准只适用于铝合金搅拌摩擦焊,不适用搅拌摩擦点焊。
文中以ISO 25239-4为基础,结合高速动车组车钩面板的搅拌摩擦焊,探讨在生产之前如何进行焊工工艺评定,以确保焊接工艺的合理性,并为正式编制焊接工艺指导书提供可靠的数据支撑。
1 焊接工艺评定流程
焊接工艺评定作为验证焊接工艺的重要手段,在实际生产中是必不可少的环节,指导焊接生产的WPS必须以合格的WPQR为依据,其焊接工艺评定的一般流程如下:企业结合实际产品或图纸要求,编制预焊接工艺规程(pWPS)→按 pWPS中技术要求焊制试件→由检验机构或本单位对试件按相关标准进行检验→所有检验项目合格后出具WPQR→根据焊接工艺评定报告编制WPS。如焊制的试件不符合验收标准,需重新焊制,检验后仍不合格,则焊接工艺评定失败,需重新调整工艺进行再次评定。
2 车钩面板搅拌摩擦焊工艺评定
2.1 接头设计
焊接工艺评定是有针对性的试验工作,应根据实际产品,设计与产品相匹配的接头形式。并在满足生产要求的情况下,尽可能考虑最大的覆盖范围,避免焊接工艺评定报告的重叠。ISO 25239-4中有3种标准接头,分别为板对接、管对接、板搭接。车钩面板作为高速动车重要承载构件,母材为25 mm的6005A-T6型材,其接头形式示意图如图1所示。车钩面板焊接工艺评定中设计的接头为25 mm、6005A-T6型材对接接头,与实际产品一致。
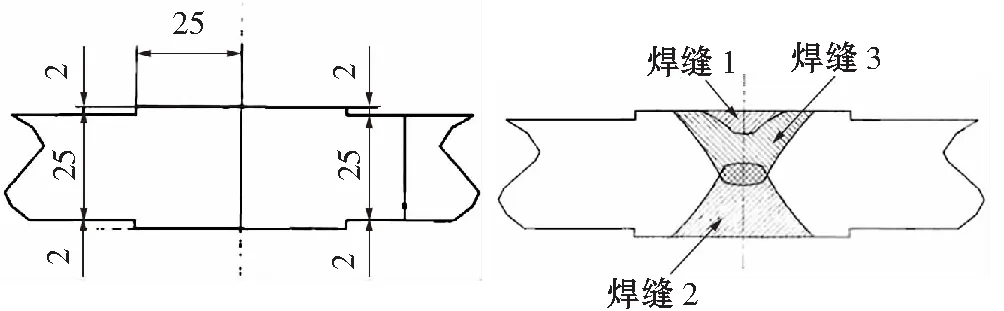
图1 车钩面板接头形式示意图
2.2 焊工要求
ISO 25239-4中对焊工是否有操作证书没有强制要求,但是施焊应由该单位人员进行。如经焊后检验,试件合格,此焊工可以获得ISO 25239-3操作证书。
2.3 制定pWPS
制定pWPS时应注意工艺参数的合理性,pWPS中的焊接工艺参数是经验或大量试验确定的最佳工艺参数。熔焊焊接工艺评定中的主要工艺参数是电弧电压、焊接电流、焊接速度,且熔焊技术相对成熟,确定合理的工艺参数相对容易。而搅拌摩擦焊自2002年引入中国,研究深度及应用程度远不及熔焊技术。同时搅拌摩擦焊的主要工艺参数较多,如搅拌头形状及材料、搅拌头旋转速度、压力、倾角、焊接速度等。基于此,在制定pWPS焊接工艺参数时,需要前期大量试验,进行工艺优化,最终确定最佳的焊接工艺参数。
车钩面板搅拌摩擦焊采用单轴肩双面焊,pWPS需明确搅拌头轴间直径、针长、搅拌头旋转速度、压力、倾角、焊接速度、焊后是否需要热处理及其它参数。
2.4 焊后检验
ISO 25239-4针对3种不同的接头形式,给出了相应的检验方法,包括无损检测和破坏性检测。
2.4.1无损检测
ISO 25239-4的3种接头形式:板对接、管对接、板搭接,焊后必须进行外观检验(VT),VT结果应按ISO 25239-5“B级”评定。外观不允许出现孔洞,对错边和变形缺欠只允许在限定值内。其它外观缺欠,如飞边需按设计规范进行评定。车钩面板搅拌摩擦焊,焊接完成后必须由具有有效VT证书的检验人员对焊缝进行VT检验。
ISO 25239-4只对外观检验进行了强制要求,对其它无损检测方法并未强制要求,如渗透检测(PT)、射线检测(RT)或超声检测(UT)。这是因为搅拌摩擦焊是固相焊接,与常规熔焊相比,搅拌摩擦焊所产生的缺欠有明显的紧贴、细微难检测的特点,并且表面产生裂纹的可能性很小。因此在标准中除VT强制要求外,其它无损检验都需按设计规范进行。如对致密性要求严格,可能需要涡流检测或相控阵超声检测。目前,搅拌摩擦焊无损检测方法的研究已成为重点研究课题[8]。
VT检验合格后,设计规范要求进行其它无损检验,需按规范选择无损检测方法,如PT,RT,UT等。车钩面板搅拌摩擦焊,按设计规范进行无损检测。
著名的教育家叶圣陶先生的作品《荷花》出现在小学语文课本中,或许学生还不了解散文的特点,但绝不会忘记散文中配的图画,这种简单勾勒的美对他们足以起到审美情趣的启蒙与熏陶作用。这时,教师再诠释一下作者的渊源,那么这种本土味道就会在孩子的味蕾上弥漫开来。怀揣这种童年的美,在心底发酵几年,就如深巷中的美酒,香气围绕周身,伴随学生一生。
2.4.2破坏性检测
焊后对焊接接头实施破坏性检测,是验证焊接接头的性能能满足生产需求的一种手段。搅拌摩擦焊工艺评定标准中板对接、管对接必须进行拉伸试验、弯曲试验、宏观试验。板搭接需进行宏观试验。对板搭接接头的其它破坏性试验需按设计规范执行,如锤击S弯曲试验等。车钩面板作为重要的承载构件,其焊接接头性能直接影响产品安全。因此车钩面板必须进行拉伸、弯曲、宏观检验,确保焊接接头满足设计规范。
2.4.2.1拉伸试验
拉伸试验是验证焊接接头强度是否满足产品需求。在评定抗拉强度时,需根据材料组别、熔深厚度、焊前供货状态和焊后自然时效或人工时效选择正确的系数因子。如23组铝合金,供货转态是T6,熔深≤5 mm,焊后自然时效,计算抗拉强度时系数因子为0.7;若熔深>5 mm,其它条件不变,系数因子为0.6。如产品设计规范有要求,可按产品的规范执行。车钩座板搅拌摩擦焊按设计规范,焊后抗拉强度系数因子为0.7,抗拉强度达到250 MPa × 0.7 = 175 MPa。实际抗拉强度见表1。抗拉强度符合要求。

表1 抗拉强度
2.4.2.2弯曲试验
弯曲试验是验证焊接接头塑性的一种方式,要求弯曲180°,弯曲面不出现>3 mm的缺欠。在弯曲试验中需要注意的是压头直径的选择,应根据母材的最低延伸率,按照ISO 25239-4中的公式计算压头直径。压头直径选择不正确都会影响弯曲结果。车钩面板的搅拌摩擦焊弯曲180°未出现任何缺欠。
2.4.2.3宏观试验
宏观试验是检验焊缝内部宏观组织情况,评定标准为ISO 25239-5“B级”。宏观检验中不允许出现孔洞、未焊透缺欠。车钩面板的宏观金相如图2所示,金相未出现孔洞、未焊透等其它缺欠。车钩面板按pWPS焊制完成后,对焊接接头实施了外观检验、拉伸、弯曲、宏观检验,按评定标准均合格,因此焊接工艺合理,可以出具WPQR。
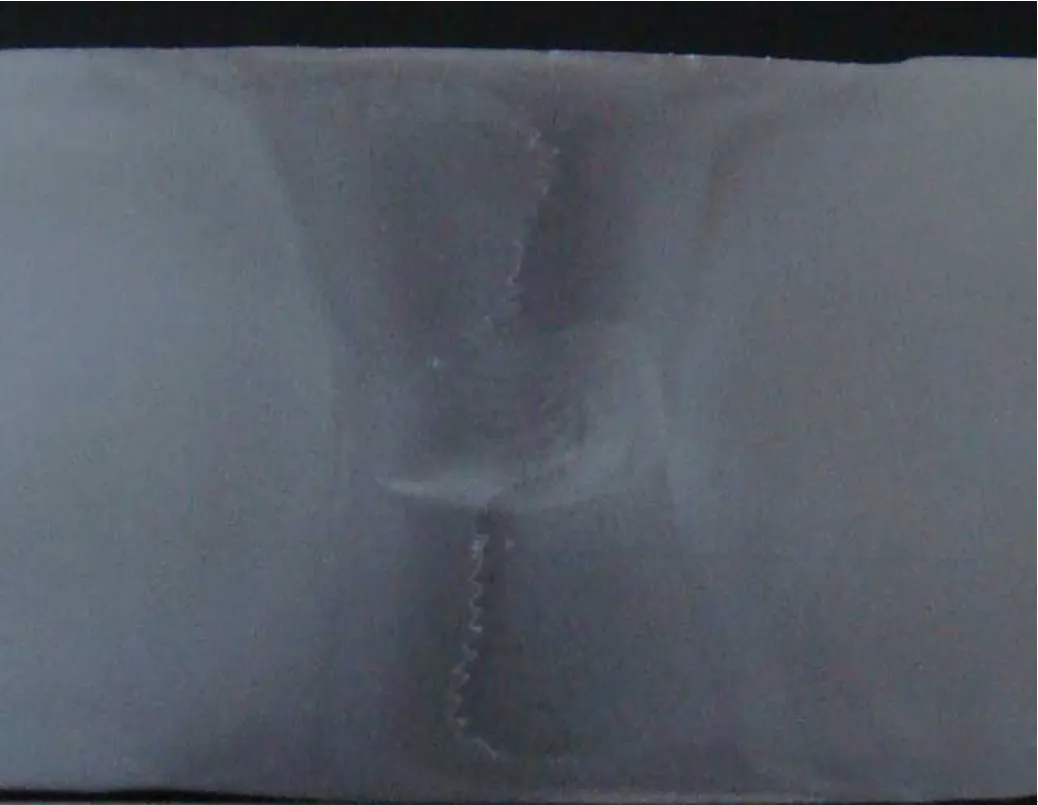
图2 车钩面板宏观金相
3 编制WPS
按照已生效的WPQR,依据ISO 25239-4中的覆盖范围,制定指导生产的WPS。超出标准规定的覆盖范围,需要新的WPQ。
ISO 25239-4无母材组别、厚度、接头形式的覆盖范围,因此依据WPQR编制的WPS,其相关参数均是WPQR中的实际参数。这可能是因为母材组别不同、厚度不同、接头形式不同、会造成焊接工艺参数较大的变化。而搅拌头的形状、针长、搅拌头旋转速度、焊接速度、压力、倾角等参数,任何一方的变化都会造成焊接接头组织和力学性能较大的改变。如母材厚度不同,采用相同的搅拌头,相同的针长,相同的工艺参数,很有可能造成未焊透等缺欠。或者改变工艺参数,如随着搅拌头旋转速度的提高,会产生大量的摩擦热,焊接完成后会产生起皮,更严重者有可能在焊核区产生隧道性孔洞缺欠;或者降低焊接速度,产生的热输入大,同样会产生飞边和孔洞缺欠。
车钩面板搅拌摩擦焊依据ISO 25239-4检验合格,出具WPQR,并编制WPS。因标准中无母材组别、厚度、接头形式的覆盖,实际焊制时焊接工艺参数严格按照WPS中的参数执行。
[][]
4 结论
(1)WPQR为编制WPS提供了可靠的数据支撑。
(2)ISO 25239-4中无母材组别、厚度、接头类型的覆盖范围,依据WPQR颁布的WPS,其覆盖范围只限定在WPS中的参数。
(3)改变WPS中的任何参数,需要重新进行焊接工艺评定。
猜你喜欢
控制与信息技术(2021年2期)2021-07-23 01:10:48
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
铁道通信信号(2019年2期)2019-03-26 06:39:54
铁道通信信号(2019年1期)2019-03-21 07:37:38
铁道通信信号(2018年12期)2019-01-31 05:36:36
时代农机(2018年11期)2019-01-09 03:45:14
铁道学报(2018年4期)2018-05-07 08:00:53
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
装备制造技术(2016年12期)2016-02-23 10:33:59
