
Surface strengthening and grain refinement of AZ31B magnesium alloy by ultrasonic cavitation modification
2021-05-14 13:03LinzhengYEXijingZHUYanHETianjiaoSONGWeiHU
CHINESE JOURNAL OF AERONAUTICS 2021年4期
Linzheng YE, Xijing ZHU, Yan HE, Tianjiao SONG, Wei HU
Shanxi Key Laboratory of Advanced Manufacturing Technology, School of Mechanical Engineering, North University of China, Taiyuan 030051, China
KEYWORDS Grain refinement;Orthogonal experiment;Surface modification;Surface strengthening;Ultrasonic cavitation
Abstract Ultrasonic cavitation modification (UCM) employs cavitation effect to induce strong plastic deformation on the material surface and improve surface properties. To explore the surface strengthening and grain refinement of materials by UCM, the UCM orthogonal experiments of AZ31B magnesium alloy were carried out in water and kerosene, respectively. The effects of ultrasonic amplitude,distance from the sample,and processing time on Vickers hardness and grain size of the material were studied. The results showed that the Vickers hardness of samples increased to 1.5-3 times after UCM in water, which was 23.77-48.19% higher than that in kerosene. The metallographic observation indicated the grains on the surface of AZ31B were refined after UCM.The maximum fluctuation of grain size on the material surface was not more than 10 μm after UCM in water,and most of them were concentrated between 1.5 μm and 2.5 μm,while the former was more than 40 μm and the latter were concentrated between 2 μm and 10 μm in kerosene. This reflected that the grain refinement effect of UCM in water was better than that in kerosene.Ultrasonic cavitation can be used as a benign means to improve the surface properties of materials.
1. Introduction
Ultrasonic cavitation is a nonlinear acoustic phenomenon of great research value, which is characterized by the dynamic process of expansion, oscillation, compression, and collapse of cavitation nuclei in liquid media under ultrasonic pressure.This dynamic process is accompanied by high energy,and secondary phenomena such as micro-jet, shock wave,and sonoluminescence will occur during cavitation collapses,which will cause local high temperature and high pressure,resulting in variations in the surface properties of materials.Ultrasonic cavitation can be used in surface modification, ultrasonic cleaning, emulsification, extraction,petroleum exploitation, and other fields. Tohfirst proposed ultrasonic cavitation peening, which has three advantages:first, suitable for complex profiled surfaces; second,pollution-free; third, lower surface roughness after treatment.Chen,et al.proposed a new method of cavitating fluid jet polishing based on traditional abrasive jet polishing, which improves material removal efficiency by injecting high-energy micro-jet and shock wave generated by cavitation collapse,and proved that this method can realize a high material removal rate and smooth surface with low energy consumption in the low-pressure environment. Therefore, ultrasonic cavitation has the potential of polishing and modification.
Many scholars at domestic and abroad have applied cavitation to surface modification and polishing in the past ten years and put forward such methods as ultrasonic cavitation peening, laser-induced cavitation peening, and cavitation abrasive jet polishing. UCM utilizes ultrasound as an energy source,and the micro-jet and shock wave continuously released impact metal surface, causing intense plastic deformation to achieve modification. Unlike the common electroplating and melting modification methods, UCM is a new modification method which only aims at the material itself without introducing new materials from outside.
Hutli et al.modified the micro and nano surface morphology of metals by cavitation collapse and demonstrated that cavitation has the ability of controllable modification for metal surface. Bai et al.established the evaluation model of ultrasonic cavitation performance with different spacing. The plastic deformation and damage of peening surface were observed experimentally. It was pointed out that there was a one-to-one spacing corresponding to the amplitude, which could cause the maximum surface deformation, and the treatment time is the key parameter to determine the surface properties of specimens. Besides, the variation of surface hardness and roughness at different time was also studied. In addition,some scholars used ultrasonic cavitation to improve the performance of semiconductor materials.Savkina et al.used ultrasonic cavitation to modify the surface of silicon wafers, where a new phase structure was formed and its optical,chemical and structural properties were improved. Except for the above experimental studies,Sonde et al.proposed a modeling strategy based on a single bubble collapse for cavitation peening and analyzed the relationship between micro-jet and residual stress, and the pressure pulse induced by cavitation coincided with the residual stress of materials.
The effect of cavitation on materials has always been the focus of research, and it is necessary to clarify the mechanism of cavitation erosion. Many researchers attempted to link the mechanical properties such as yield stress, ultimate tensile strength, hardness, fatigue strength, and strain energy with the erosion resistance of materials. But so far, no simple relationship has been found between them. Ye et al.studied the cavitation damage characteristics of AlCu4Mg1 and Ti6Al4V and described the variation law of surface roughness and hardness,and explained the cavitation damage from the perspective of size effect.Tan et al.carried out ultrasonic cavitation treatment at different abrasive concentration and concluded that ultrasonic cavitation has a positive effect on surface roughness at higher abrasive concentration. Baiused plastic deformation to evaluate the optimal treatment time at different power and found that the greater the ultrasonic amplitude,the higher the microhardness. Zhang et al.proposed a nanoparticle colloidal hydrodynamic cavitation jet polishing technology and obtained a super smooth surface with low roughness. Peters et al.used the VOF method to simulate the two-phase interface, and proposed a numerical model based on the hypothesis of micro-jet to predict erosion, and compared the simulated values of propellers under noncavitation and cavitation conditions with experimental measurements, and proved that the proposed numerical method can qualitatively predict the cavitation erosion of ship propellers. Liu et al.carried out ultrasonic cavitation tests on copper alloys in different media and found that the surface of materials would be softened and exfoliated with the development of cavitation erosion.
Cavitation plays an important role in the grain boundary and grain refinementon the surface of materials.On the contrary, it is also affected by the singularity and discontinuity of the surface microstructures. Sugasawa et al.claimed that cavitation impact can cause grain refining of submicrometer order on the eroded surface. In the process of grain refining,a local change in crystal orientation takes place, and the local change in a grain becomes larger and the internal energy increases.Then the grain will become stable in terms of energy by forming small-angle boundaries. Finally, the generated grain boundaries connect to each other and, as a result, grain refining is completed. Some studies showed that there exists a phase transformation where deformation energy accumulated due to cavitation impact in the grain is rearranged as the energy of the grain boundaries. When the kernel average misorientation (KAM) value of the grain reaches a constant value, the decomposition of one grain into small grains happens suddenly.Zhang et al.employed cavitation collapse to strengthen 2A70 aluminum alloy and photographed the dynamic characteristics of the bubble by a high-speed camera,and indicated that the fatigue life and cavitation resistance of the material had been greatly improved.
Chang et al.thought the grain boundary and twin boundary were the preferred sites for cavitation attack through the cavitation experiment of Fe-Mn-Al alloy in the 3.5% NaCl solution. The mass loss caused by cavitation was mainly due to the small particles falling off between slip bands and the whole surface grain loss caused by the growth of grain boundary cracks under surface grains. Chen and Wucarried out cavitation experiments on 690 chromium-nickel-iron alloy and claimed the areas subjected to strong cavitation were concentrated at grain boundaries, and the deformation areas of grain boundaries and twin grain boundaries were larger.Mahesh and Mathewpointed out that decreasing grain boundary sliding could reduce the rate of cavitation damage and thus prolong the creep life under high stress. Dular and Ostermanthought that the micro-deformation on the surface would act as a ‘‘cavitation generator”, which led to more cavitation bubbles in the region, resulting in more severe cavitation damage. Kwok et al.proposed that the first possible location of cavitation damage is at the twin boundary for austenitic stainless steel S30400. Niederhofer et al.suggested that cavitation damage occurs preferentially at the grain boundaries with high dislocation.
In summary,there have been some studies on the materials modification of ultrasonic cavitation and the interaction between cavitation effect and grain boundaries,but the surface strengthening and grain refinement of materials by UCM still need to be further explored quantitatively. Therefore, the UCM orthogonal experiments of AZ31B magnesium alloy in water and kerosene were designed and carried out.The effects of ultrasonic amplitude, distance from the sample, and processing time on Vickers hardness and grain size were investigated. The quantitative variation rules of Vickers hardness and grain size were obtained and the results under different media were compared.
2. Experiments
AZ31B magnesium alloy not only has good shock absorption and electromagnetic shielding function, but also has uniform and fine structure, good plasticity and toughness,high specific strength,and better weight reduction effect.In addition,it has good cutting and welding performance, which facilitates the subsequent parts processing. Therefore, it is widely used in some parts of aircrafts, missiles, satellites, and automobiles.In this paper,the surface of AZ31B magnesium alloy was treated by UCM. The Vickers hardness of the surface was tested and the metallographic structure was observed and analyzed to explore the properties of UCM. The effects of liquid media on performance improvement were explored by comparing the experimental results in water and kerosene.The chemical composition and mechanical properties of AZ31B magnesium alloy are shown in Tables 1 and 2.
From the microscopic point, the micro-jet or shock wave released by bubble collapse on the surface of AZ31B magnesium alloy acts as shock load, and the slip system inside the material is activated. The dislocation density between the slip surfaces increases continuously with the increase of deformation,which makes the grains slip and recombine continuously,and divides the original grains. When the impact pressure of micro-jet or shock wave causes some surface grains to reach critical shear stress,the slip system is activated and dislocation is triggered. In fact, the impact direction of the micro-jet or shock wave is random, which will prompt the initiation of other slip systems in grains.The activation of slip system contributes to the growth and movement of dislocations. The more dislocations there are, the more grain boundaries there will be, and the grain refinement will be accelerated.
To ensure smooth cut surface and high efficiency of material preparation, AZ31B magnesium alloy was cut into square specimens with a size of 20 mm×20 mm×8 mm by WEDM.Subsequently, the specimens were treated with SiC sandpaper of P240,P600,P1200,and P2000 step by step to remove superfluous surface materials and self-oxides, then polished by a polishing machine of 220 V, 50 Hz, 1400 r/min, and 203 mm in diameter according to the order of flocking, velvet, and macromolecule metallographic polishing fabric from rough to fine. In the early stage of polishing, the 2.5 μm diamond spray polishing agent was selected and the 0.5 μm diamond spray polishing agent was used in the later stage.The polished surface was cleaned with alcohol and dried with cold air.
The ultrasonic cavitation experiment platform is shown in Fig. 1. It consists of an ultrasonic generator, a transducer, a horn,a tool head,a working bracket,a loading platform,a lift-ing platform, an 8-drill micrometer with an accuracy of 0.001 mm, a beaker, etc. Ultrasound generator converts alternating current into high frequency alternating current signal matched with the transducer,and then the transducer converts it into mechanical vibration and transmits it to the horn. The tool head is fixed at the end of the horn,and the vibration frequencies of the two are the same.

Table 2 Mechanical properties of AZ31B magnesium alloy.
The experiments were carried out at room temperature.The ultrasonic generator has the performance of automatic frequency tracking. The ultrasonic intensity can be adjusted by the percentage of ultrasonic amplitude, and the ultrasonic frequency is about 19.86 kHz. The diameter of the tool head is 12.5 mm,and its material is TC4 titanium alloy.The maximum amplitude of the tip of the tool head is 12 μm.
Three factors were controlled in the experiments, namely,the ultrasonic amplitude, expressed as the percentage of maximum amplitude (50%, 75%, 100%), the distance from the sample (0.1 mm, 1.0 mm, 2.0 mm), and the processing time(5 min, 10 min, 20 min). On the basis of adding error terms,the orthogonal experiments with three factors and three levels were carried out,which contained nine groups of experiments.The influences of the three factors on the modification effect(Vickers hardness and grain size) were studied. To explore the results in different liquid media, water and kerosene were selected. This paper mainly made a detailed analysis of the effects of various factors in water,and the experiments in kerosene were only used for comparison. The orthogonal experiment tables in water and kerosene were shown in Tables 3 and 4, respectively.
For metallographic observation, AZ31B samples were prepared by the metallographic method after experiments. The middle area of the sample was taken as the metallographic observation target (Fig. 2). The inlaid samples were ground along a certain direction on sandpaper from heavy to light and polished with a polishing machine appropriately, to remove a microlayer of oxide on the material surface after the tests. The corrosive solution was prepared by mixing 1%hydrofluoric acid, 13% nitric acid, and appropriate water.The metallographic observation area was corroded for 30 s,then immediately washed with alcohol, and finally dried with cold air.
The Vickers hardness, morphology, and metallographic characteristics of the surface of AZ31B magnesium alloy before and after the experiments were observed by HV-1000 microhardness tester, VHX-600ESO ultra-depth-of-fieldhardness of materials in each group of experiments all increased to 1.5-3 times, and the maximum of 167.92 Hv appeared in the fifth group. The results fully showed that the ultrasonic cavitation could significantly improve the surface hardness of materials under appropriate conditions, and proved that ultrasonic cavitation could be a benign means to improve the basic properties of materials.

Table 1 Chemical composition of AZ31B magnesium alloy (at%).

Fig. 1 Ultrasonic cavitation experiment platform.
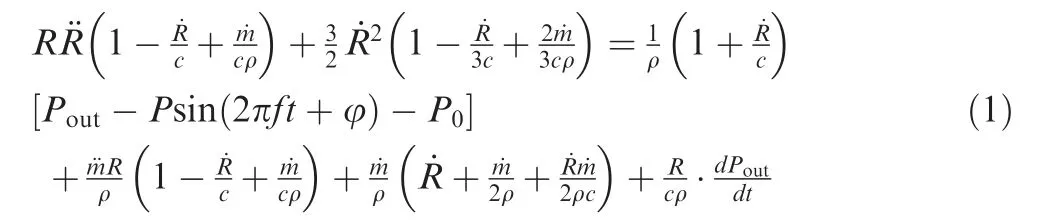
The hardness increase is due to the impact of high-speed micro-jet and shock wave released by cavitation collapse on the material surface. The cavitation has very high energy,and its dynamic behavior can be expressed by Eq. (1):microscope, and Leica-DMI8 metallographic microscope,respectively.
3. Results and discussions
3.1. Effect of UCM on Vickers hardness of AZ31B magnesium alloy
Surface hardness is an important index reflecting the surface properties of materials, which is proportional to the strength of materials. The hardness of materials is a reference system for evaluating the quality of products.The mechanical properties of materials,such as strength,fatigue resistance,and wear resistance of parts,can be determined by hardness.The surface Vickers hardness of AZ31B subjected to ultrasonic cavitation was measured by HV-1000 microhardness tester.The test force was 0.98 N. Nine groups of orthogonal experiments were set up for each liquid medium, respectively. Five points of equal distance along the diameter direction were selected for each group of test areas after experiments, and four points were taken around each point for measurement, as shown in Fig. 2. Then 20 points were measured in turn, and their average values were taken as the final Vickers hardness of the samples and filled in Tables 3 and 4, respectively.
The experimental results in water were analyzed in detail.Fig. 3(a)-(i) showed the corresponding cavitation regions of experiments 1-9, respectively. The original average Vickers hardness of samples was 52.36 Hv. The variation of Vickers hardness after experiments was shown in Fig. 4. The Vickers
where ˙X and ¨X are the first and second derivative of X,R is the bubble radius, c is the sound speed in liquid, ρ is the liquid density,Pis the external pressure of bubble,Pis the liquid pressure at infinity, ˙m and ¨m indicate the velocity and acceleration of liquid-vapor evaporation and condensation,P,f,and φ are the pressure amplitude, frequency and initial phase of ultrasound, respectively. The collapse of cavitation with high energy will release high-speed micro-jet and shock wave,which can cause gigapascals of pressure and micro plastic deformation on the surface of materials. The mathematical expression of micro-jet impact pressure Pwas given by Ye using inversion theory:

where σis the equivalent stress, α is an empirical constant selected as 0.5,μ is the shear modulus,b is the Burgers vector,and hand dare the depth and diameter of pit, respectively.The impact pressure of micro-jet can reach 1131 MPa through inversion analysis.On the other hand, The strength of the shock wave released by cavitation collapse can be calculated by Eq. (3):

where pis the strength of the shock wave, r is the distance from the bubble, and t is the time. It can be calculated thatthe strength of the shock wave can also reach hundreds or even thousands of megaPascals.It is the microscopic intensive highpressure impact induced by micro-jet and shock wave that causes the surface hardness to increase, and its mechanism is similar to that of shot peening.
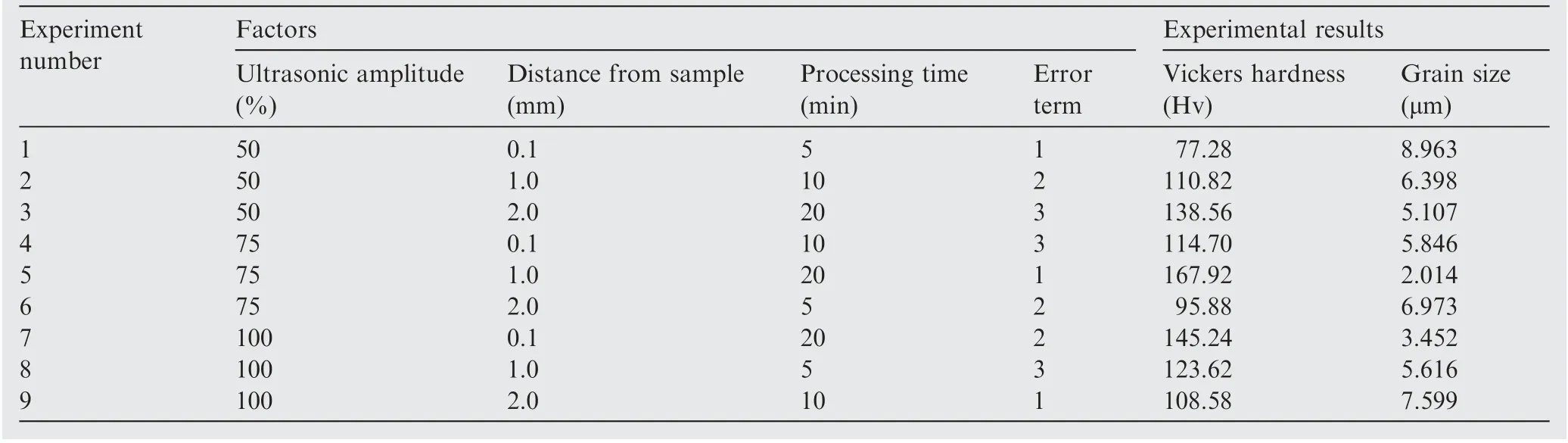
Table 3 Orthogonal experiment table in water.
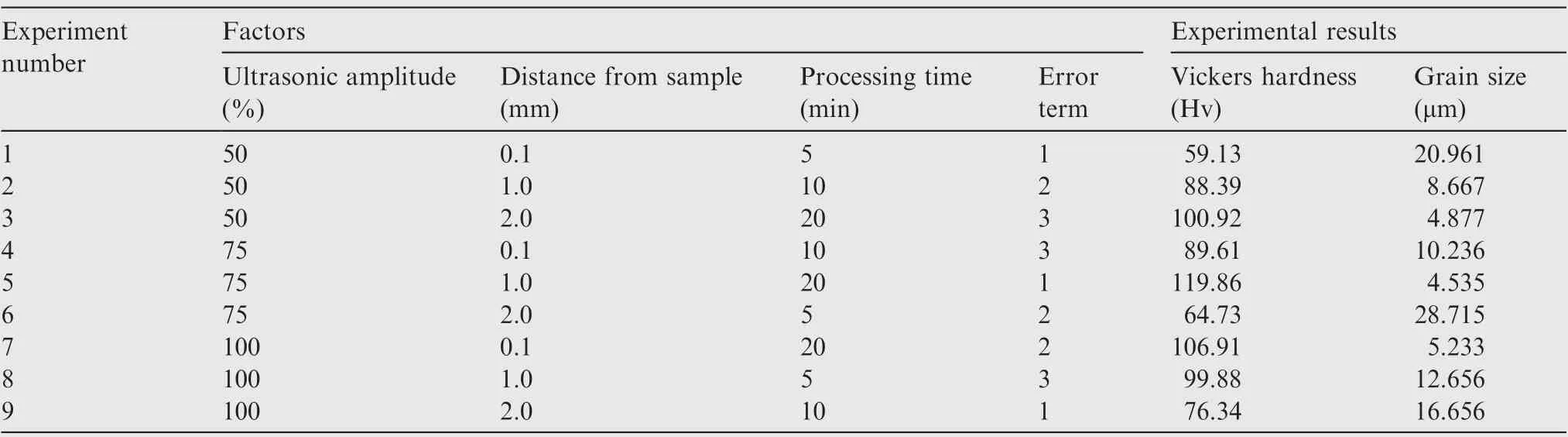
Table 4 Orthogonal experiment table in kerosene.
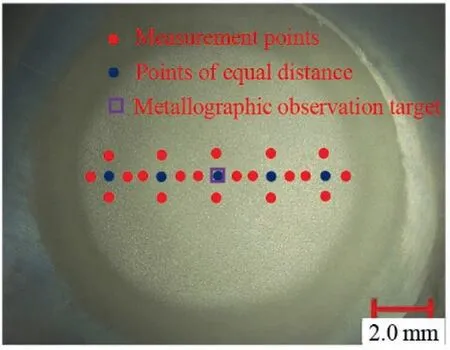
Fig. 2 Measurement points.
In order to explore the influence of the three factors on the Vickers hardness, range analysis and variance analysis were carried out on the test data, as shown in Tables 5 and 6. The order of influence degree was processing time >distance from the sample >ultrasonic amplitude. The optimum parameters were ultrasonic amplitude 75%, distance from the sample 1.0 mm, and processing time 20 min. The variance analysis demonstrated that the processing time was a significant factor,while the other two were not. Therefore, the processing time has a significant influence on the surface Vickers hardness of samples after UCM.
The results of surface Vickers hardness of samples in water and kerosene were shown in Fig.5.It was found that the Vickers hardness of materials after UCM in water was 23.77-48.19% higher than that in kerosene. This is due to the larger surface tension and viscosity of kerosene. The larger surface tension leads to a larger cavitation threshold, as shown in Eq.(4),which results in a decrease in the number of bubbles and cavitation effect.

where Pis the cavitation threshold,Pis the saturated vapor pressure in the bubble,σ is the liquid surface tension,and Ris the initial bubble radius. The liquid viscosity is closely related to the ultrasonic cavitation effect.For example,the increase of viscosity will reduce the pressure inside the bubble,as shown in Eq. (5),and thus reduce the bubble energy.

where Pis the pressure inside the bubble, μis the liquid viscosity,and ρis the average density of gas inside the bubble.In a word, the larger surface tension and viscosity results in a higher viscous force on the bubble wall during the expansion,a stronger impediment force to cavitation growth, a shorter period from growth to collapse,a smaller bubble radius extremum,and weaker impact strength of micro-jet or shock wave,which affect cavitation characteristics, collapse strength, and surface Vickers hardness of materials after UCM. Therefore,the surface hardness strengthening effect in water is better than that in kerosene.
3.2.Effect of UCM on the grain size of AZ31B magnesium alloy
Cavitation collapse forms an impact with extremely high peak pressure,which causes plastic deformation on the material surface and forms a plastic influence zone. Smaller grain size results in a larger number of grain boundaries per unit area in the influence zone.With the increase of the number of grain boundaries,the movement of dislocations in grains will be hindered,and the slip bands will accumulate and annihilate at the grain boundaries,so the comprehensive properties of materials will be optimized and improved. In this paper, the metallographic observation method combined with Image-Pro Plus(IPP)software was used to analyze the cavitation area of materials, and the changing trend of grain size was obtained.
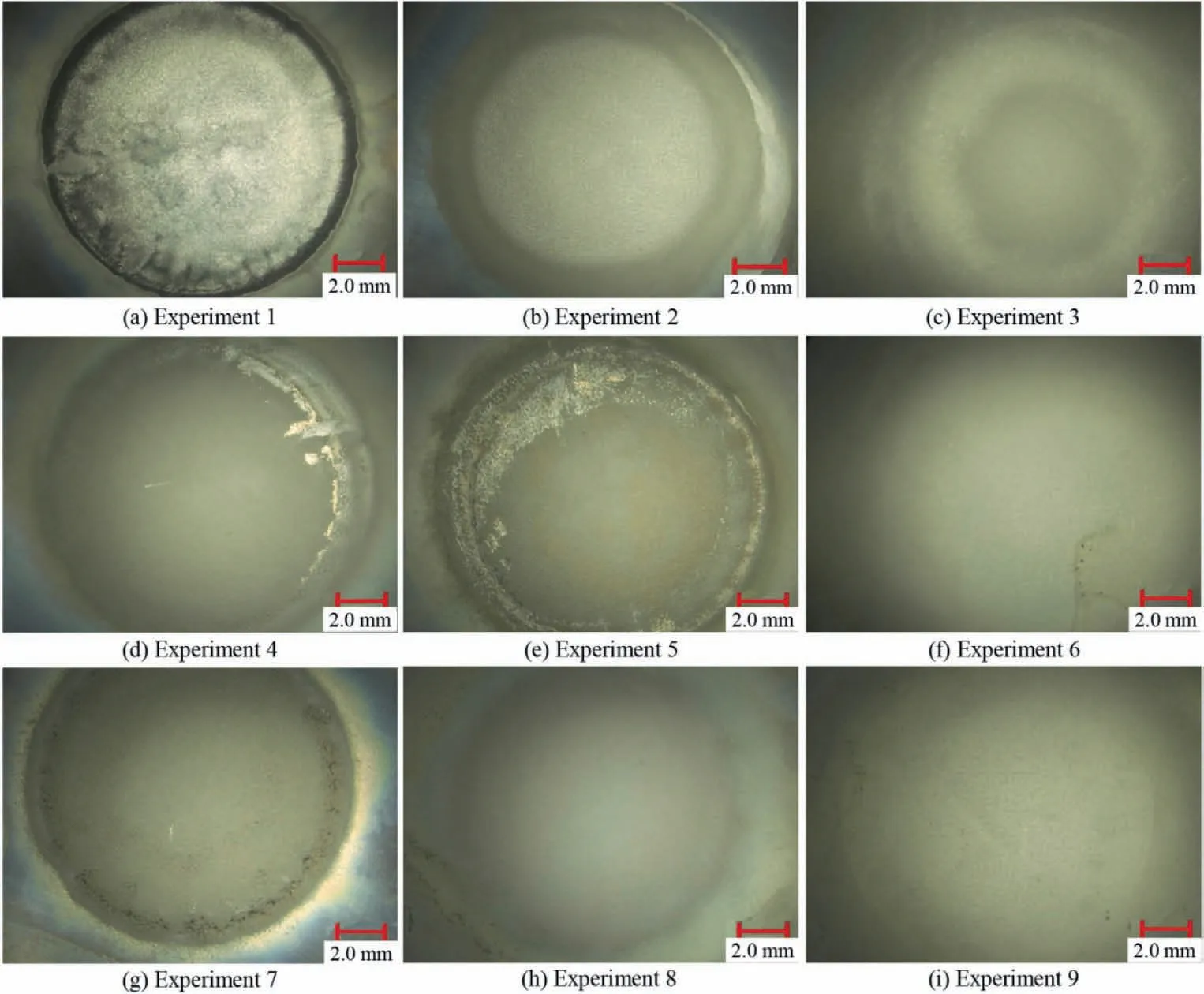
Fig. 3 Cavitation area after experiments in water.
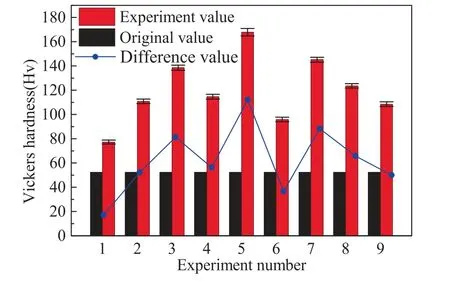
Fig. 4 Vickers hardness of samples after experiments in water.
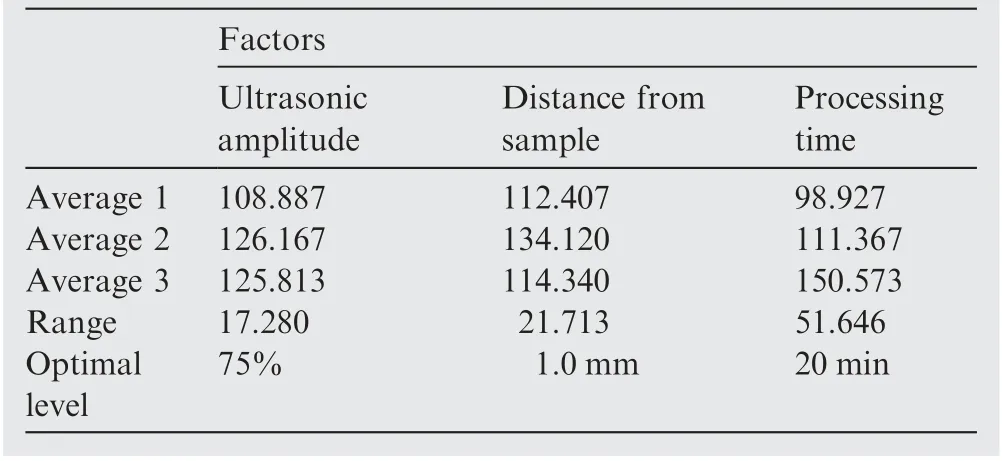
Table 5 Range analysis table of Vickers hardness.
In order to explore the surface modification of samples after ultrasonic cavitation, the metallographic analysis was carried out,and the grain size was calculated through IPP software and filled in Table 3 and Table 4. Fig. 6 is the surface metallographic structure of AZ31B magnesium alloy before and after UCM in water ((a): before UCM, (b): experiment 3, (c): experiment 5, (d): experiment 9). It can be found that the metallographic structure of the impact zone is different from that before UCM,and the grain boundaries are increased and the grain refinement is obvious in the cavitation zone.Because the crystal structure of magnesium alloy is closely arranged hexagonal and contains less slip system,the grain size plays a decisive role in the strength. The grain size was calculated by IPP analysis software.The grain size of the fifth group of experiment was the smallest,about 2.0 μm,while that of the pre-cavitation was about 15 μm. Fig. 7 indicated the relationship between Vickers hardness and grain size, which showed a reverse relationship. This can be explained by Hall-Petch relation:

where σis the yield stress, σis the frictional resistance between lattices when a single dislocation moves, k is a constant, and D is the average value of grain diameter. It can be seen that the yield stress is inversely proportional to the square root of grain size. In addition, there is a positive correlation between yield stress and hardness. So, when the grain size decreases,the hardness of material increases.On the one hand,the reason for the hardness increase of samples is that the strong cavitation causes plastic deformation with high strain rate on the material surface and the real stress of slip initiation is achieved,which causes the induced high-density dislocations to recombine in a slippage manner and forms a large number of small grain boundaries. On the other hand, it may also be that the strong plastic deformation caused by ultrasonic cavitation results in the dynamic recrystallization of surface grains.

Table 6 Variance analysis table of Vickers hardness.
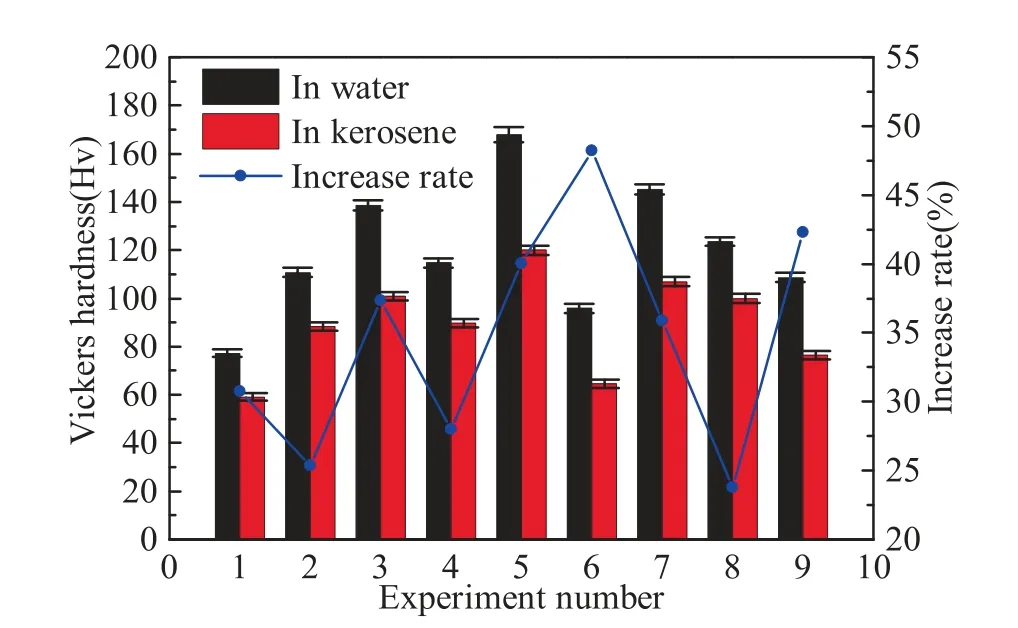
Fig. 5 Comparison of Vickers hardness of materials in water and kerosene after UCM.
To analyze the effects of three factors on the grain size of AZ31B during UCM, range analysis and variance analysis were carried out for the obtained grain sizes, as shown in Tables 7 and 8, respectively. The order of influence degree of each factor on the grain size is processing time >distance from the sample >ultrasonic amplitude. The most influential factor is processing time, and ultrasonic amplitude and distance from the sample have small influence. The optimum parameters are processing time 20 min,distance from the sample 1 mm, ultrasonic amplitude 75%. Similarly, the variance analysis results from Table 8 indicated that the processing time was a significant factor, while the other two were not.
To explore the effect of different media on the grain size of AZ31B, the grain sizes obtained in water and kerosene under the same experimental conditions were compared and analyzed, as shown in Fig. 8. It can be concluded that the results in water are smaller than those in kerosene.Similarly,the minimum grain sizes of AZ31B magnesium alloy in both media were obtained in the fifth group of experiment. For further analysis, 300 grains were picked up on the surface of the two groups of experiments for comparison, as shown in Figs. 9 and 10, respectively. The results showed that the maximum fluctuation of grain size was not more than 10 μm after UCM in water, and most of the grain sizes were concentrated between 1.5 μm and 2.5 μm, while the former was more than 40 μm and the latter were concentrated between 2 μm and 10 μm in kerosene.The minimum grain size after UCM in kerosene was 1.667 times that in water, while the maximum was 4.479 times that in water.These reflected that the grain refinement by UCM in water is obviously better than that in kerosene. It is also due to the larger surface tension and viscosity in kerosene.
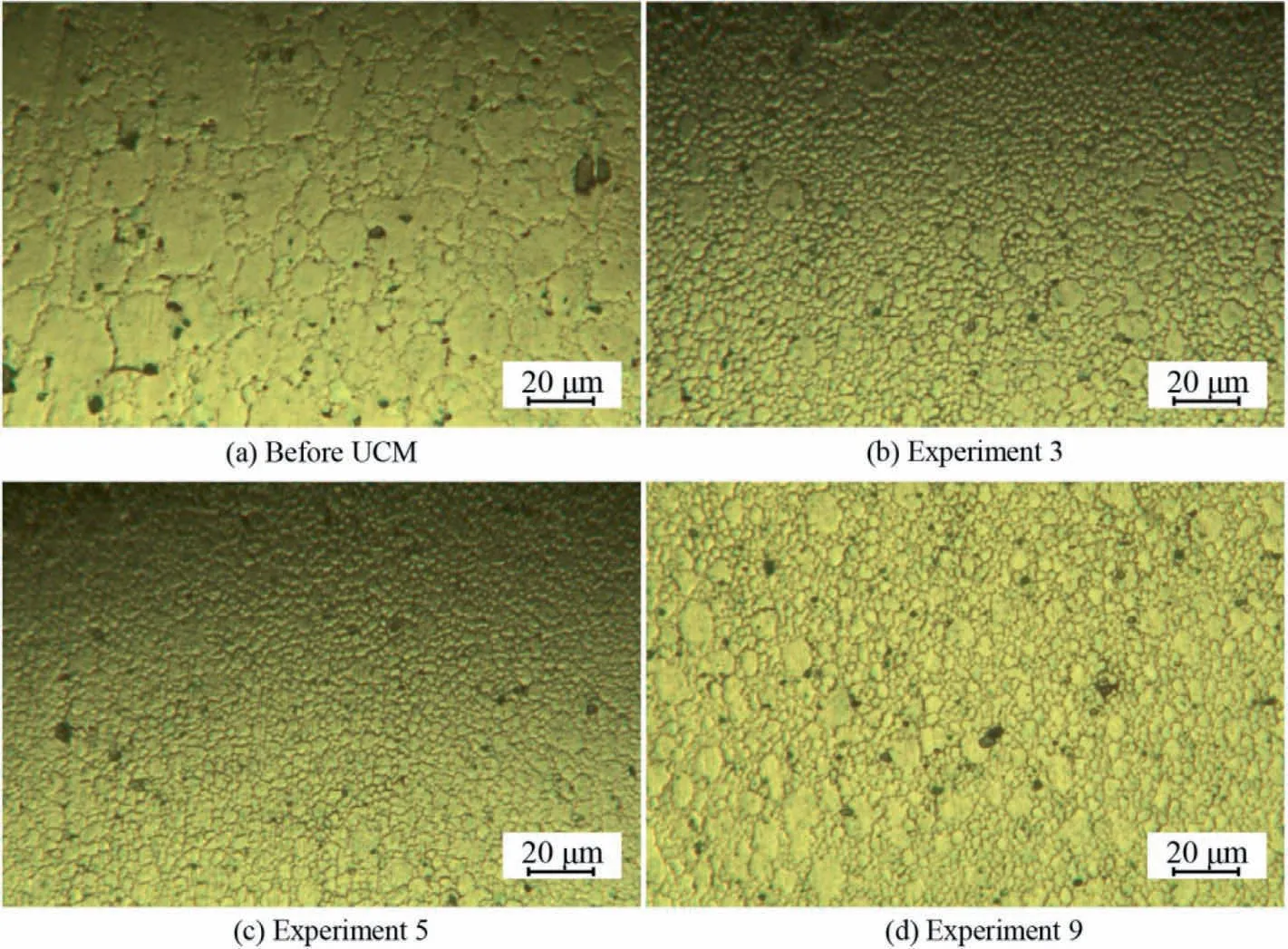
Fig. 6 Surface metallographic structure of AZ31B magnesium alloy before and after UCM in water.
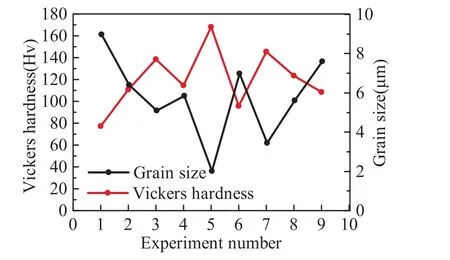
Fig. 7 Relationship between Vickers hardness and grain size.
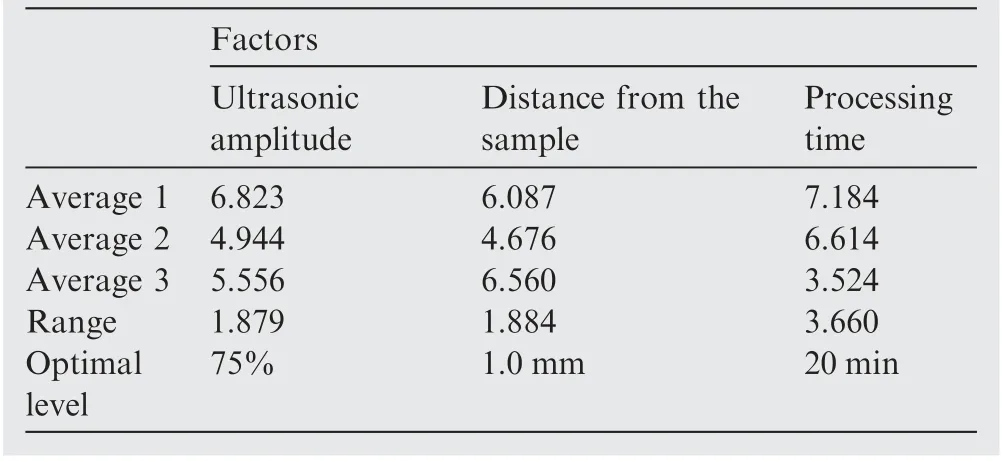
Table 7 Range analysis table of grain size.
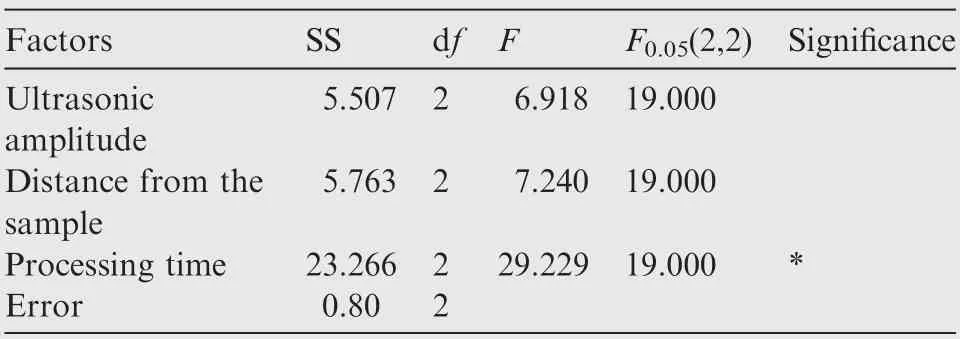
Table 8 Variance analysis table of grain size.
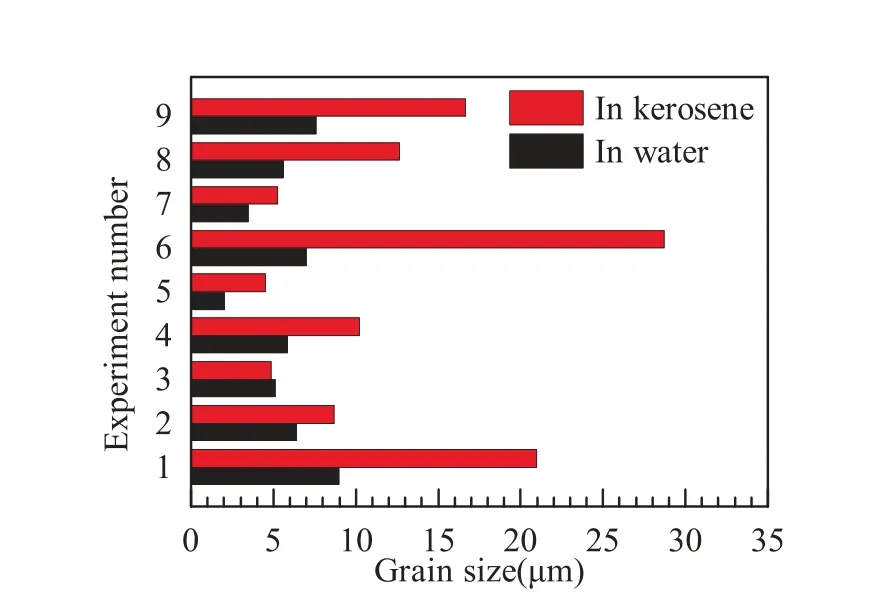
Fig. 8 Comparison of grain size in water and kerosene.
In summary, the cavitation effect can improve the surface hardness of AZ31B Magnesium alloy and refine grain size,thus improving the material performance.Besides, it is reported that the yield strength,wear resistance, fatigue strength,and fatigue lifewill also increase.Sugasawa et al.demonstrated that the grain size of material surface subjected to cavitation was refined from the order of 1 mm and 20-30 μm to the order of 10 μm and 1 μm for aluminum casting and tough-pitch copper,respectively.But,for different materials and experimental parameters, the effect of hardness improvement and grain refinement is different.
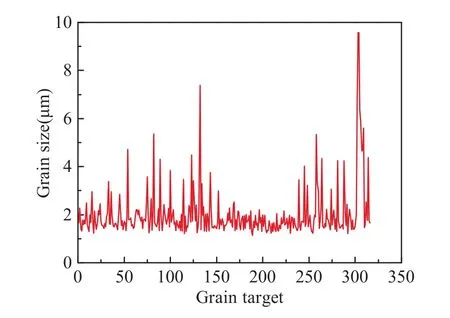
Fig. 9 Grain size distribution after UCM in water.
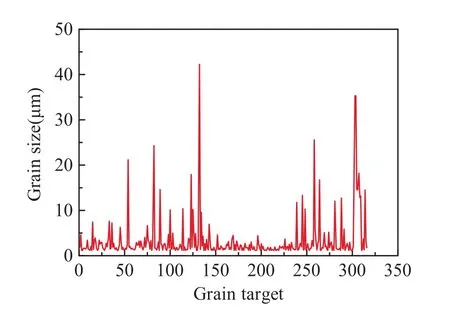
Fig. 10 Grain size distribution after UCM in kerosene.
4. Conclusions
In this paper, the ultrasonic cavitation modification experiments of AZ31B samples were carried out, and the effects of three factors (ultrasonic amplitude, distance from the sample,and processing time) on surface Vickers hardness and grain size were analyzed in detail in water.The comparison was also made by adding experiments in kerosene. The main conclusions were as follows:
(1) The Vickers hardness of sample surface increased to 1.5-3 times after UCM in water, and the order of influence degree of experiment factors was processing time >distance from the sample >ultrasonic amplitude. The optimum parameters were ultrasonic amplitude 75%,distance from the sample 1.0 mm, and processing time 20 min. The surface hardness of AZ31B samples after UCM in water was 23.77-48.19% higher than that in kerosene,and the surface hardness can be improved better in water.
(2) The order of influence degree on grain size was processing time >distance from the sample >ultrasonic amplitude.The optimal parameters were processing time 20 min,distance from the sample 1.0 mm,and ultrasonic amplitude 75%. The processing time had the greatest influence on strengthening and modification of materials for UCM. The refinement of grain size was the key factor to improve the surface hardness.By comparison,the maximum fluctuation of grain size in water was less than 10 μm, and most of the grain sizes were concentrated between 1.5 μm and 2.5 μm, while they were more than 40 μm,and between 2 μm and 10 μm in kerosene,respectively.The minimum and the maximum grain sizes after UCM in kerosene were 1.667 times and 4.479 times that in water, respectively. Ultrasonic cavitation can be used as a benign means to improve the basic properties of materials.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgement
sThis work was co-supported by the National Natural Science Foundation of China (Nos. 52005455 and 51975540), Shanxi Province Science Foundation for Youths (Nos.201901D211205 and 201901D211201), the Coal Seam Gas Joint Foundation of Shaanxi Province (No. 2015012018), the Opening Foundation of Shanxi Key Laboratory of Advanced Manufacturing Technology (No. XJZZ202002), and the Science and Technology Innovation Project of Shanxi Colleges and Universities (No. 2019L0592).
 CHINESE JOURNAL OF AERONAUTICS2021年4期
CHINESE JOURNAL OF AERONAUTICS2021年4期
- CHINESE JOURNAL OF AERONAUTICS的其它文章
- Time delay compensation in lateral-directional flight control systems at high angles of attack
- Dual stability enhancement mechanisms of axial-slot casing treatment in a high-speed mixed-flow compressor with various tip clearances
- Development cost prediction of general aviation aircraft using combined estimation technique
- Improvement on shaped-hole film cooling effectiveness by integrating upstream sand-dune-shaped ramps
- Modeling and parameter identification of linear time-varying systems based on adaptive chirplet transform under random excitation
- An experimental method to obtain the hard alpha anomaly distribution for titanium alloy aeroengine disks