
关于五常稻花香米加工工艺改进实践的探讨
2021-04-28 01:08黄翔林华国庆刘金林蒋建南
粮食与饲料工业 2021年2期
黄翔林,华国庆,刘金林,胡 刚,蒋建南
(1.华润五丰(中国)投资有限公司,广东 深圳 518057; 2.华润五丰米业(中国)有限公司,广东 深圳 518108; 3.扬州五丰富春食品有限公司,江苏 扬州 225001; 4.中粮(东莞)粮油工业有限公司,广东 东莞 523147; 5.新余粮油发展有限责任公司,江西 新余 338000)
1 五常稻花香的原料特性及加工技术难点
1.1 原料特性
五常稻花香,目前其主要品种是指稻花香2号(当地农科部门曾命名“五优稻4号”,以下简称稻花香),因每年 温差、积温不一样,生长成熟期不一样,导致每年稻花香的产量、稻谷籽粒的饱满度、千粒重、垩白度、不完善粒含量及收割期间的原粮水分含量等不一样,尤其是影响加工经济技术指标的出米率、影响产品外观品质的垩白度差距很大。鉴于稻花香原料特性的变化,客观上难以保证高端大米外观品质的一致性和食用品质的稳定性,增加了小产地稻花香米的品牌运作难度。
1.2 加工技术及工艺难点
1.2.1成品率低,不同年度出米率波动大
稻花香品种不仅出米率低,而且年度出米率波动大、碎米多成为工艺难点。出米率高的年份,原粮品质好,出糙率高,碎米少,对提碎设备与工艺要求低,提碎设备少,工艺相对简单;而出米率低的年份,原粮品质差,不完善粒多,出糠多,出糙率低,出碎率高,提碎量大、负荷重,相对要求提碎设备多、筛理面积大、工艺路线长,选碎工艺复杂,因此对提碎工艺提出了更高的要求。
历年稻花香出米率统计,见表1。

表1 历年稻花香出米率统计表
1.2.2粒形细长,加工易增碎
稻花香米粒形细长,碾磨易增碎成为加工难点。传统的粳米工艺,以圆粒为主,除糠去胚,以配备擦离型米机为主,砂辊少,铁辊多,其加工方法不适应稻花香碾白加工,因此对碾白加工提出了更高要求。
1.2.3口感风味及加工水分要求高
稻花香作为高端米种,口感等食用品质要求高,加工水分需达到天然风干晾晒效果,因此烘干工艺要求高成为难点。一般情况下,为了保证稻花香的原生风味和自然口感,当地农民采用人工收割、田间自然晾晒风干、就地手工半机械化脱粒、稻花香自然水分加工为主。在收获季节,若遭遇连续暴雪、低温等恶劣天气多的情况,稻花香水分无法通过自然晾晒风干达到安全水分,必须进行机械烘干,因此对稻花香的低温缓慢烘干工艺(达到自然晾晒风干品质)提出了更高要求。
1.2.4稻梗稻穗杂质含量高
稻花香杂质含量高,高效除杂设备及工艺配置成为难点。稻花香生长期长、遇风雨易倒伏、籽粒表面青苔多,清除困难;寒潮来临早,稻花香扬花期间若遭遇极端不良天气,积温少,秕谷多;手工半机械化脱粒,原粮原料中稻梗稻穗多,因此对清理工序提出了更高要求。
2 原稻花香大米生产工艺概况、缺陷与不足
华润五丰五常工厂,于2013-05并购成立,移交时的基本概况是:厂区地面起伏不平,生产工艺布局不合理。主要生产设施有:2条基本闲置的外资品牌圆粒粳米加工生产线、一条小型简易初加工国产线、3栋简易平房仓兼车间及不配套的烘干设施等。生产工艺布局缺陷与不足主要表现为以下几点。
2.1 原料投料环境差、厂内人流物流不合理
主要表现在原厂区高低不平、厂内物料迂回运输;投料口与原料仓、车间距离远,投料产量稳定性差、粉尘大;机械化水平低,生产加工易受天气、季节性劳动力缺乏的影响。
2.2 清理工艺不完善,成品大米杂质含量易超标
主要表现在收购入仓清理、烘干前,湿粮清理、加工清理缺失或工艺不完善,部分清理设备效率低,导致杂质清除效果差,成品大米含杂偏高,不能满足高端产品的质量要求。
2.3 碾白抛光配置不合理,大米出碎率高,光洁度差
主要表现在原碾白工艺1砂2铁2抛光,适用于圆粒粳米加工,对稻花香长粒米加工适应性差,砂辊配置少,碾白压力大,出碎率高,米率低,达不到米业加工的经济技术指标要求。
2.4 提碎提糠工艺不完善,碎米糠粉含量不达标
主要表现在提碎提糠设备配置少,在工艺布局中不合理,吸糠风网风量小,成品中碎米、糠粉含量易超标,不能保证高端大米的品质要求。
2.5 配米工艺缺乏,不能保证稻花香米稳定的口感
主要表现在无精准调配设备,特别是在新粮收购的前期,不能对上一年度稻花香进行调配,影响稻花香新旧转换期口感的相对稳定。
2.6 整套工艺中间仓少、容量小,不能满足生产计划要求
主要表现在不能持续、稳定给烘干机提供湿粮,烘后干粮不能充分的缓苏;加工车间不能24 h持续、稳定供料及生产;加工线砻碾产能不匹配、不能实现工序流量平衡;凉米仓仓容不足,导致凉米时间不充分;散装成品仓少,包装产能无法释放;整个生产线达不到高产稳产的要求、长期处于闲置状态等。
3 稻花香加工工艺的改进
该厂于2013-04启动技改工艺设计,5月正式并购,7月开工建设,次年7月全面投产。虽然时间短、任务重、厂区内改扩建工程量大,但在整个烘干工艺、仓储物流工艺、大米加工工艺设计等8个方面进行了创新实践,并取得了相对较好的效果。
3.1 增加醒糙工艺,提升糙米的强度。
大米加工过程中,为了降低碎米的产出、提高整米出米率,增加糙米在线“醒糙技术”,提高待碾糙米强度。使糙米在仓内依据水分平衡机理得到缓苏,修复因机械搓撕挤压外力和水分蒸发造成的表面细小裂纹,使自身结构得到静置修复,抗碾压强度得到增强,有利于减少碎米的产生和出米率提高。一般根据原粮品质水分含量的不同,醒糙时间保持在16~72 h不等。在保证设备合理操作的前提下,经过静置修复的糙米能够更好地经受后道碾白、抛光工序的碾磨和挤压,产生碎米量减少,成品米率可提高一个百分点以上,有利于米厂经济效益的提高。
3.2 采用多次分级提碎,应对不同年度出米率的大幅波动
五常稻花香2号,不同年份的原料,出米率相差很大,对提碎工艺要求高。必要时可实行“开糙碾白5级工艺,每道强化提碎除糠”,比如2013年的稻花香,出米率为48%~52%,而2016年的稻花香,出米率为65%~68%,2019年的稻花香,出米率为50%~54%,年度出米率波动范围在0~20%。通过提碎工艺的灵活重组,可应对不同年度出米率的大幅波动,保证高端稻花香米的含碎率低,含糠粉少,产品质量不因原料变化而变化,确保了小产地高端品牌大米的美誉度。
3.3 完善碾白工艺,增配高效抛光设备
由于五常稻花香在东北米中,长宽比大,粒形接近长粒,加工品质类似籼稻,碾白中易增碎。为提高出米率,必须在原有的工艺基础上,改变原来的“一砂两铁两抛光两色选”的圆粒米加工工艺,借鉴部分籼米加工工艺,调整为“两砂两铁三抛光三色选”的加工工艺,实施增砂减压开糙。另外,还可以根据市场及发展需求,调整工艺组合,开发“适度精碾”的高端稻花香米产品。
3.4 挖掘潜力,发挥一仓多用优势
新建的5种功能仓(湿粮仓、干粮仓、原料仓、缓苏仓、就仓干燥仓),不同季节,交替使用,一仓多用,5种功能共享。传统烘干工艺配套的湿粮仓、干粮仓,大部分仅在干燥季节使用,平均利用率不到30%;而通过灵活工艺设计,使2个烘前湿粮仓、2个干粮仓起到其他功能仓的作用,即周转仓、原料仓、干燥仓等的作用。改变过去功能单一,使用率低的弊端。一仓多用的综合使用效率提高50%以上,同时也减少了一次性建仓的投资成本。
3.5 分段加工,优化生产管理
原生产车间工序配套差,清理、烘干、加工分区域进行,厂内物流迂回、距离远、线路长、连续性差,各工序产能不配套、原品牌生产线基本闲置不用,以国产小线替代加工为主,自动化程度低、产能小、产品质量不稳定,生产成本高。改扩建后,分六段作业,即清理烘干段、就仓缓苏段、糙米生产段、碾米分级加工段、凉米抛光整理色选段、计量包装段等,各工段既相对独立,又衔接配套。工艺改进后生产环境大为改善,清理、烘干、加工一条龙,连续性好;自动化程度高,人工使用少,工序产能匹配好,生产成本相对低,吨平均电耗下降约10%;各工序既可独立作业,互不干扰,又可连续配套,分时分段生产,适宜灵活排工排产,优化用电错峰,降费增效显著。
3.6 低温干燥与就仓干燥相结合,确保稻花香的食用品质
3.6.1主要目标
对新收购的高水分稻花香原料,为了达到人工田间晾晒、自然风干的干燥效果,最大限度保持稻花香的原生风味与口感,在钢板仓的结构及通风管网布局上,利用就仓干燥技术,创新设计,改善传统烘干机模式带来的品质下降,有效维护原有的口感、降低高水分粮烘干的爆腰率,提高出米率。
3.6.2主要原理
该项目就仓干燥技术,是利用钢板仓的通风系统做改进和现成的烘干系统的热风炉做改造衔接,以原料中转系统的8个钢板仓为载体,辅助计算机测温、测湿及通风干燥等控制,节省该试验项目的总投资。将传统烘干机对高水分粮一站式烘干到底的快速烘干模式,改为稻谷中的游离水由烘干机作业为主、稻谷中的结合水由就仓干燥系统仿真自然风、缓柔风干作业为主的精细化烘干模式。
3.6.3主要做法
对于湿粮水分在16%~22%的稻花香,实行混合烘干模式;对于湿粮水分≤16%的稻花香,采用就仓干燥模式。晴天、湿度小的条件下,采用自然风干燥模式;雪天、雨天、低温天、相对湿度高的条件下,采用热风炉辅助加热、模拟自然风的干燥模式。
3.6.4后续投入及完善工作
目前国内外与米业生产线衔接配套的全天侯、工业化就仓干燥系统,其完整的技术与装备,目前尚未见相关报道,需要进一步研究与投入,如改善通风管网的结构强度,减少通风死角,提高仓内烘干水分动态检测水平及烘干均匀度等。
3.7 实现全流程计量管理,有利于成本核算及工艺效果评定
从稻花香的收购开始,原料地磅计量、烘干前的湿粮计量、烘后的干粮计量、非烘干季节进入中转仓的计量、入砻谷车间的加工原料计量、选糙后的糙米计量、入碾磨间的原料计量、半成品进凉米仓的计量、待抛光的原料米计量、散装成品的包装计量等。通过地磅及多环节在线计量的方式,随时掌握收购进度、烘干进度、加工进度、包装进度,随时了解烘干效率、干粮率、出糙率、糙出白率、毛谷出米率、成品出米率、班产量、吨电耗等经济技术指标,为收购、加工、产成品定价经济决策服务。
3.8 增配高效设备,满足工艺质量要求
优化工艺设计,优选配套设备和品牌粮机,满足工艺效果。主要配套设备与工艺改进效果,见表2。
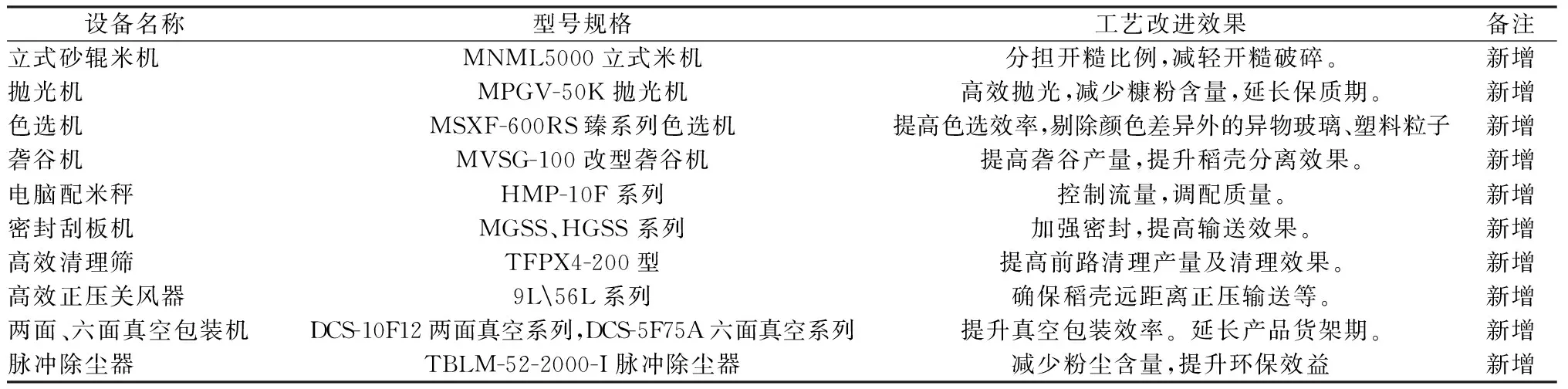
表2 主要配套设备与工艺改进效果
4 工艺改进实践,助力提升综合管理水平
4.1 专注技改创新实践,助力提高产品质量及品质管理水平
加工包装硬件工艺创新水平的不断提升,有助产品先后通过ISO9001产品质量体系认证、ISO22000食品安全管理体系认证、OFDC的有机产品认证、中国质检总局五常原产地认证、五常稻花香博码防伪溯源认证等。
4.2 专营收购稻花香原料,专注稻花香系列产品
6年产销运作,只做稻花香,所有工艺改进与创新,都是以改善稻花香的品质为中心,围绕稻化香的全产业链做文章,关注每一个细节,专业开发与生产“五丰五常稻花香米、五丰有机稻花香米”系列产品,6年累计收购原产地五常稻花香原料15万t,实际生产中高端稻花香米7.8万t,折合精品小包装产系列产品约1 100万件。满足全国华润万家、三姆会员店、电商等商业业态高端产品的供货需求,获得消费者较好的市场评价及产品美誉度。
5 小结
稻花香加工工艺改进实践探讨的目的,就是围绕产品竞争力做文章,全面提升企业硬件及生产管理水平,建议今后在稻花香等优质米工艺设计实践中,重点关注5个方面。
5.1 全方位提升大工艺设计理念,顺应市场趋势及全面提升企业竟争力
树立分段式、模块化设计理念,能更好发挥优质米分段生产、优化生产管理;良好的前期工艺布局,能为后续的产品开发提供基础条件,更好的满足市场需求;关注营养平衡及清洁生产,节粮减损营养美味,方便后期开发更多适碾、精碾的高端产品;节能降耗工艺探讨,为生产低能耗运行创造条件。
5.2 为确保大米口感新鲜,需增设配套高标准低温粮仓
为了减缓稻花香原粮在储存中过氧化值升高,确保原产地品质,保持稻花香的胶稠度值、直链淀粉含量的变化在相对合理水平,建设高标准的保温粮仓,利用低温保鲜技术及真空包装技术,把控稻花香出厂前的各个环节,最大限度保持高端稻花香米的口感、色香味、蒸煮特性等食用品质的相对稳定。
5.3 提高包装自动化水平,降低人工劳动强度
为了节省人工成本,降低劳动强度,减少新冠疫情等特别事件对生产的影响,确保口粮产品保供达产,必须对传统产业改造升级,提高产品后端包装自动化水平,满足市场需求。
5.4 关注主粮营养膳食补充,开发稻花香系列新产品
利用稻花香优秀的口感食味、南北喜食、老少皆宜、单品种食物采食量大的特点,给稻花香米主食赋能。侧重营养平衡、普通食补、医嘱膳补等需求,根据不同人群对蛋白质、淀粉、强化维生素和钙铁锌含量等采食需求不同及重点营养素的医嘱膳食补充建议,开发不同类型、不同特殊群体喜食的稻花香米系列产品,真正达到营养平衡、药食同源及医嘱膳补的增值效用。
5.5 完善配套就仓干燥系统的工业化运用
为了最大限度保持高端稻花香米的原生风味与口感,提高稻花香前端产业链机械化收割率,仿真田间晾晒、自然风干的降水模式,开发全天侯、工业化就仓干燥系统,与稻化香加工生产线无缝衔接与配套,既可避免传统烘干爆腰率高、出米率低,又可有效维护稻化香原有口感、风味及食用品质。
猜你喜欢
今日农业(2021年18期)2021-11-26
当代水产(2021年3期)2021-07-20
小读者(2021年2期)2021-03-29
文苑(2020年11期)2021-01-04
有色金属材料与工程(2020年1期)2020-11-28
饮食科学(2019年5期)2019-11-21
饮食科学(2019年5期)2019-06-03
饮食科学(2014年8期)2014-08-22
饮食科学(2014年5期)2014-06-18
鸭绿江(2013年11期)2013-03-11
