低温供气连接器脱落性能试验分析
2021-04-26 06:54杨泽涛王建秋梁秋立高彦峰田青亚
导弹与航天运载技术 2021年2期
杨泽涛,王建秋,梁秋立,高彦峰,田青亚
(北京航天发射技术研究所,北京,100076)
0 引 言
随着中国航天运载火箭推进剂向燃烧效率高、无毒、无污染的方向发展,新兴的低温推进剂正在逐步取代传统的常规推进剂偏二甲肼-四氧化二氮组合,现役的多个运载火箭型号均采用了液氢-液氧、液氧-煤油两种组合的低温推进剂[1~3]。作为运载火箭箭地接口的关键设备,低温供气连接器主要用于氢箱、氧箱射前增压及低温气瓶充气等功能[4,5]。通过梳理各运载火箭型号历次发射任务中出现的质量问题,针对连接器脱落异常锁脱钩勾挂箭上活门故障,本文以广泛使用的低温供气连接器为研究对象,分析其脱落分离过程,查找故障发生的原因,提出优化改进方案,并进行试验验证,提升产品本质可靠性。
1 低温供气连接器结构组成及原理
低温供气连接器主要由连接体、套筒活塞、活动气缸、支撑吊架、拉杆端盖、锁脱钩、调节螺钉、锁紧螺母、按断开关组件、手柄、吊柄、锁紧腔接管嘴、脱落腔接管嘴、地面管路接管嘴等部分组成,见图1。

图1 低温供气连接器结构示意 Fig.1 Structure of Connector
低温供气连接器具有手动对接、气动锁紧,手动和气动脱落的功能。向连接器锁紧腔供气时,连接器活动气缸向后运动,连接器与箭上插座处于锁紧状态;当向连接器脱落腔供气时,气体活动气缸前移,连接器上的3个锁脱钩张开,在复位弹簧的拉动下远离火箭,实现与插座的解锁分离。
2 连接器脱落过程分析及结果优化改进
2.1 脱落过程分析
由低温供气连接器工作原理可知,连接器脱落过程可分为 3个阶段,分别为锁脱钩张开过程、导向销拔出过程、连接器分离过程,如图2所示。
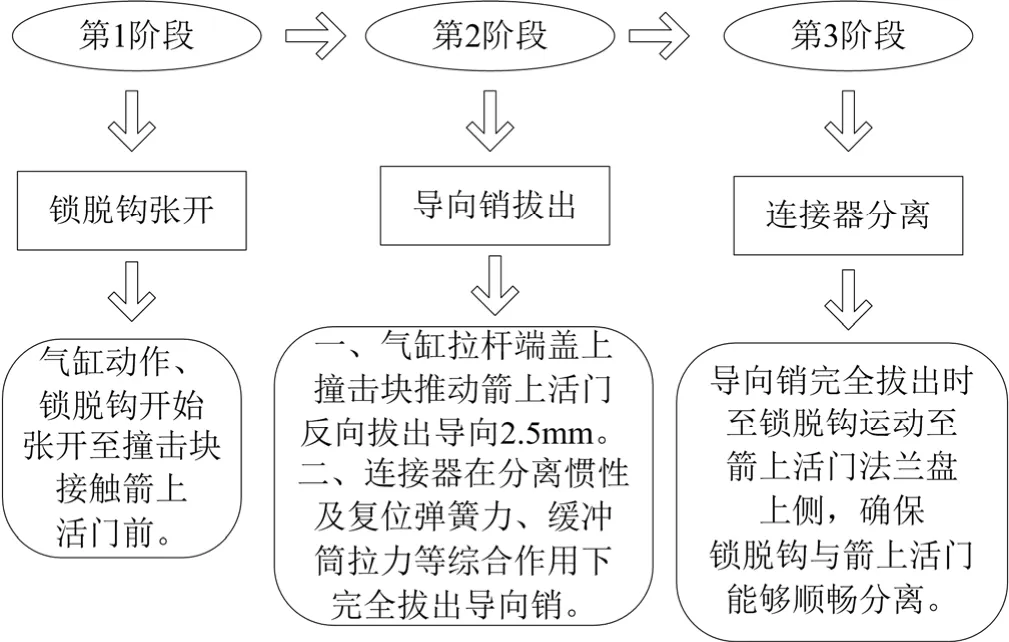
图2 连接器脱落过程 Fig.2 Separating Process of Connector
2.2 脱落分离过程分析
由低温供气连接器结构可知,连接器对接面上设有2个导向销、3路供气插头。在连接器与箭上插座对接时,导向销、供气插头均插入箭上活门对应导向孔和气路通道内。因此,连接器脱落过程中,为确保连接器可靠脱落,供气插头需拔出供气通道,而且导向销需完全拔出导向孔。

图3 连接器脱落分离过程 Fig.3 Shedding Separating Process of Connector
由图3连接器分离过程可知,脱落状态下,导向销圆柱端高出连接本体端面7 mm,拉杆端盖顶杆端面比连接器本体端面高2.5 mm,导向销拔出过程中,在拉杆端盖顶杆推动的 2.5 mm 行程内依靠连接器气缸4.8 MPa脱落气产生的推力将导向销拔出,随后的行程由于拉杆端盖顶杆已远离箭上接口使得气缸无法继续提供分离力,此时由连接器支架吊链、缓冲筒及复位弹簧等辅助将其拔出,使得连接器与箭上插座分离。连接器脱落前状态如图4所示。在发射场,低温供气连接器脱落前,连接器支架吊链、缓冲筒及上、下复位弹簧按操作要求调整至适当拉紧状态。
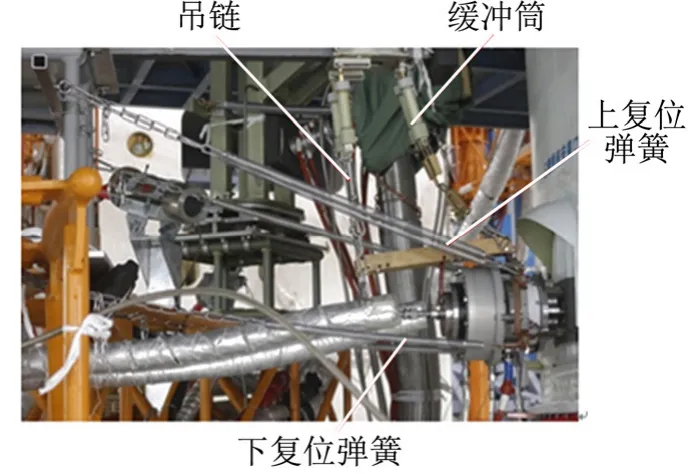
图4 连接器脱落前状态 Fig.4 Status of Connector before Shedding
在连接器分离阶段,当导向销完全拔出箭上活门时,连接器锁脱钩的调节螺钉位于箭上活门法兰盘上侧,而最低点的锁紧螺母尚位于法兰盘后侧(如图5所示),此时若连接器下落速度快于分离速度,则将使得锁脱钩内侧螺母勾挂在箭上活门法兰盘上,导致连接器与箭上活门法兰盘无法分离。

图5 连接器导向销完全拔出时锁脱钩分离状态 Fig.5 Disconnect of Hock and Valve when the Guide Pin is Fully Pulled Out
2.3 脱落原因
综合上述分析可知,连接器脱落时,锁脱钩勾挂箭上活门法兰盘故障的主因即为连接器导向销完全拔出时,连接器锁脱钩最低点仍位于法兰盘后侧。影响连接器锁脱钩勾挂箭上活门的故障主因导向图见图6。

图6 连接器锁脱钩勾挂活门故障主因 Fig.6 Main Cause of Failure
2.4 结构优化及改进
2.4.1 锁脱钩内侧螺母优化
锁脱钩为连接器解锁时,与箭上接口分离的运动部件。由于锁脱钩调节螺钉与锁脱钩内侧螺母之间存在台阶面如图7所示,且锁紧螺母最低点低于调节螺钉最低点,导致连接器分离时锁脱钩内侧螺母勾挂在箭上活门法兰盘上沿内侧棱边处无法分离。

图7 锁脱钩结构示意 Fig.7 Structure Diagram of Hock
基于此,为了消除连接器脱落未完全分离勾挂活门的故障模式。经分析,可以取消锁脱钩内侧螺母,消除台阶面,从本质上提升连接器分离可靠性,改进后方案如图8所示。

图8 锁脱钩结构改进前后对比 Fig.8 Comparison before and after Hook Structure Optimization
改进后连接器分离时调节螺钉始终为最低点,从结构上消除了可能造成勾挂故障的台阶面。更改前后锁脱钩与箭上活门法兰盘接触状态如图9所示。

图9 锁脱钩与箭上活门法兰盘接触状态 Fig.9 Contact State of Hook and Valve
2.4.2 锁脱钩外侧面优化
为便于连接器调节螺钉滑出箭上接口法兰盘,经分析,可以增大调节螺钉与箭上接口法兰盘接触侧的圆弧面,使得调节螺钉更容易滑出箭上接口法兰盘,从而消除勾挂箭上法兰盘故障模式。锁脱钩外侧面倒角更改前后对比如图10所示。

图10 锁脱钩外侧面倒角更改前后状态对比 Fig.10 Comparison before and after Changing the Outside of Hook
通过对连接器锁脱钩整个部件结构优化改进可知,更改后调节螺钉移出活门法兰盘内侧棱边后,便无可勾挂台阶或结构,因此可有效地提升连接器脱落分离的可靠性。
3 试验验证及可靠性评估[6,7]
3.1 可靠性指标及试验设计参数
按威布尔分布策划可靠性试验,参试产品每台试验总时间的计算公式为

式中R为可靠性指标,R=0.99996;t0为任务中动作次数,t0=4;m为威布尔分布的形状参数;n为参试产品数量;γ为置信度,一般取0.7。
按投试数n为2台,在形状参数m取2的情况下,每台产品应完成的脱落试验次数T,依据式(1)进行计算,可以得到单台产品的试验时间/次数为

即:每台产品应完成491次脱落试验。
3.2 可靠性试验情况
低温供气连接器经上述锁脱钩结构优化改进后,挑选2套检修合格的连接器产品,针对各种使用工况分别开展了570次、495次脱落可靠性验证试验,连接器均能顺畅、可靠分离。优化后的连接器锁脱钩结构如图11所示,连接器可靠性脱落试验状态见图12。

图11 锁脱钩结构优化后实物示意 Fig.11 Physical Picture after Hook Structure Optimization

图12 连接器脱落试验 Fig.12 Separating Test of Connector
3.3 脱落可靠性评估
对于可靠性特征量服从威布尔分布的产品,由产品在任务中的动作次数t0、每套产品的试验次数ti、试验过程中的故障数f、试验投试产品数n,可得产品发射任务可靠度的单侧置信下限评估公式为

在本次可靠性试验过程中,参试产品出现责任故障 0个,根据式(2)和式(1)的试验参数,f=0,t1=570,t2=495,计算得到产品发射任务可靠度的单侧置信下限值为

该可靠性可靠指标较以前有大幅提高。
3.4 拉偏试验
为进一步考察连接器锁脱钩结构优化后效果,结合连接器实际使用工况,对检修合格的连接器产品进行了2种极限工况下共47次拉偏试验。经验证,在连接器吊链松弛的状态下,仅设置斜向下的复位弹簧和不设置复位弹簧 2种极限使用工况,锁脱钩改进后的连接器仍能顺畅、可靠分离。连接器锁脱钩优化后拉偏试验状态如图13所示。

图13 连接器拉偏试验 Fig.13 Limit Test of Connector
4 结束语
本文通过对低温供气连接器供气脱落分离过程轨迹分析,查找到连接器脱落时存在锁脱钩勾挂箭上活门故障模式,并对该故障模式提出连接器结构优化改进措施;同时进行改进后的可靠性试验及拉偏试验验证,使连接器产品从本质安全上提升脱落分离的可靠性,消除了对复位弹簧、缓冲筒等在发射场使用的高精度质量要求,降低复位弹簧、缓冲筒的更换频次,为后续多个运载火箭型号的高密度发射任务提供了高质量、强有力的保障。
猜你喜欢
舰船科学技术(2022年18期)2022-10-18
汽车实用技术(2021年18期)2021-10-11
航空维修与工程(2021年5期)2021-09-05
家园·电力与科技(2021年6期)2021-08-01
科学与财富(2020年26期)2020-11-16
科技风(2020年13期)2020-05-03
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
中文信息(2016年9期)2017-02-04
环球时报(2009-12-23)2009-12-23