FTP动态测量航空发动机叶片三维型面
2021-04-20 08:14:24夏桂书武兴焜魏永超吴虹星
中国测试 2021年3期
夏桂书,武兴焜,魏永超,吴虹星
(1. 中国民用航空飞行学院航空工程学院,四川 广汉 618307; 2. 中国民用航空飞行学院科研处,四川 广汉 618307)
0 引 言
叶片是航空发动机的核心组成部分,其自身可靠性与型面性能一直是发动机研究领域的热点。在真实工况下,发动机工作时,叶片会受到离心负荷等作用影响,叶片会发生形变,导致其发生磨损变形,造成发动机性能事故[1]。因此,在实际工况下研究叶片型面数据对航空发动机制造与维修具有重要意义[2]。
叶片三维重建是利用二维投影快速恢复被测叶片的三维型面的逆向工程,通过光栅投影和结构光照射,CCD相机捕捉变形的条纹并解析调制出三维轮廓,因其具有非接触、测量速度快,精确度高的特点[3-5]。叶片在静止状态下,结构光测量技术一般采用相位测量轮廓术(PMP),傅里叶变换轮廓术(FTP)获取型面信息[6];当叶片在旋转状态下,获取型面信息一直处于空白。动态三维测量技术只需将一帧被测物体的条纹变形图,对其进行傅里叶变换、频域滤波、傅里叶逆变换等[7-8]操作便可得出被测物体的三维轮廓图。
针对发动机叶片型面量化与性能分析[9],传统的方法通过多个叶型导入CAD软件中生成叶片的实体模型,或者超声无损检测等三维扫描技术生成模型后,利用有限元技术仿真模拟出不同转速下对叶片结构影响。基于传统方法研究型面改变对叶片的影响虽数值较为精确[10],但终究在仿真状态,与实际航空发动机工况下,会有叶片粗糙、多个叶片作用力等影响因素导致数据发生变化[11]。
本文研究了基于傅里叶变换轮廓术动态测量航空发动机叶片的原理、数据获取和处理的方法。通过对处于旋转过程中的航空发动机叶片外形进行了动态测量的实验:从250~2 500 r/min获取整体过程叶片形面,实现了航空发动机叶片外形动态变化过程的数字化,为航空发动机叶片设计与维修在应变力方面的分析提供了一种新的方式,并可进一步应用于更高转速下。
1 理论基础
1.1 傅里叶变换轮廓术
图1是傅立叶变换轮廓术系统光路[12],由CCD相机、投影仪和被测物体组成,Ep为投影仪的出瞳,Ep′为投影仪的入瞳,EpEp′为其光轴,Ec为 CCD 相机的出瞳,Ec′为 CCD 相机的入瞳,EcEc′为其光轴,两个光轴与参考面R垂直,平行于EpEp′的光栅与参考面R垂直,EcEc′垂直于EpOEp′平面,t1、t2、t3表示不同时刻的被测物体面性。
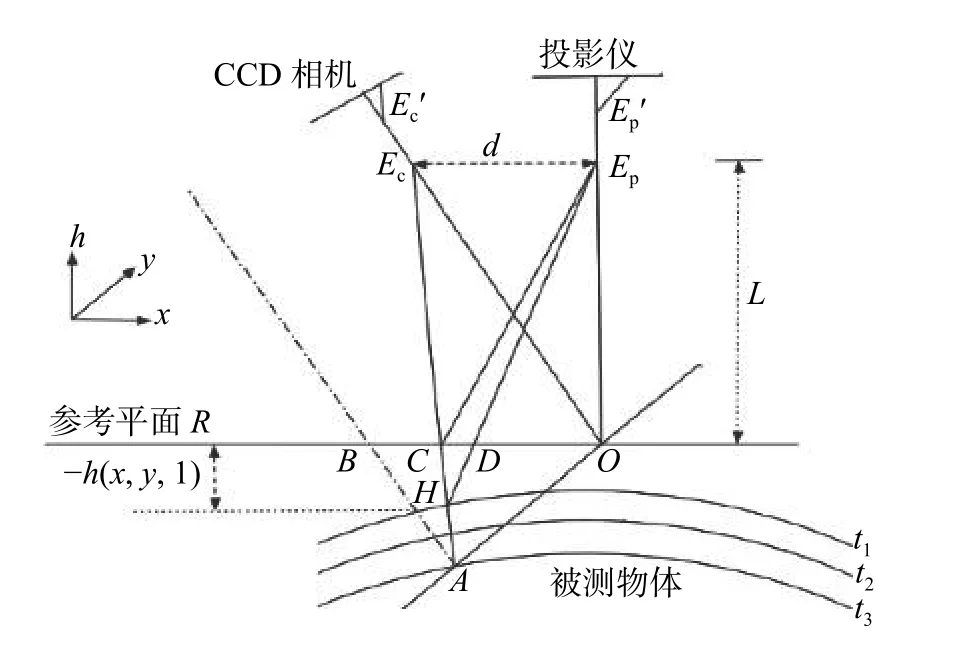
图1 傅里叶变换轮廓术的系统光路
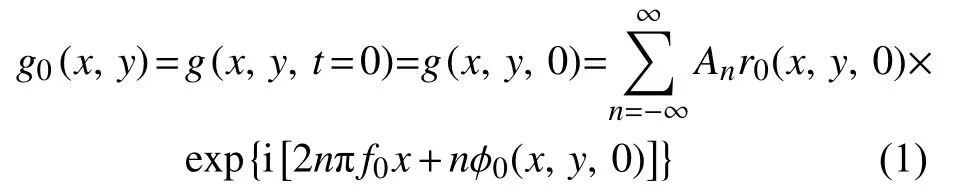
将正弦条纹投影到参考面,将相机获取的参考平面的条纹定义为t=0时刻无形变的条纹,条纹是
在相同的参数下,条纹投影到待测物体上,经漫反射相机得到的条纹为
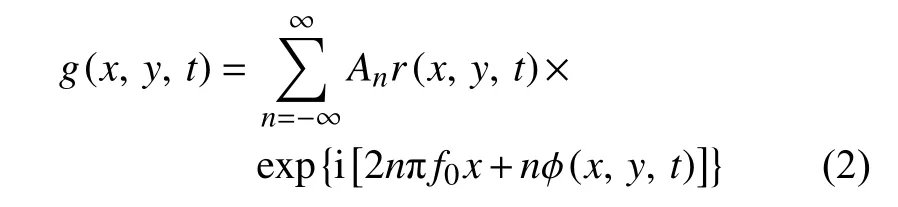
式中:An——傅里叶级数的系数;
t——整个动态所经历的时间,t=0,1 ,···,s;
r(x,y,t)——各个时刻被测物体表面反射率分布函数;
ϕ(x,y,t)——各个时刻被测物体因表面高度变化引起的相位调制;
s——以成像设备的帧频速度在时间t内拍到的变形条纹总帧数,成像设备的帧频速度越快,则在一定时间内获取的帧数越多。
将变形的结构光场进行快速傅里叶变换,计算出傅里叶变换频谱Gn(fn,y,t),采用一个滤波函数FIR(fx)-矩形窗(rectangle window)

式中:fmax——基频的上限;
fmin——基频的下限。
将滤波函数F IR(fx)与傅里叶变换的频谱相乘[13],滤出频谱分布中包含着相位信息的基频分量,接着对基频分量进行逆傅里叶变换,得到复分布

从投影光路(图1)的几何关系 ∆CHD~∆EcHEp,可得出编码在三维相位分布 Φ (x,y,t)中的被测物体每个时刻高度信息h(x,y,t)

即可恢复出被测物体每个时刻的三位表面高度分布。
在基频分量逆傅里叶变化得到的复分布(x,y,t),与参考平面的共轭复分布∗(x,y,0)相乘,进而求出复分布的相角,即可求出任意时刻的条纹相对于参考平面的相位差。
1.2 相位展开
在动态过程中三维形面测量相比较于静态三维形面测量,相机获取的变形条纹信息不仅分布在(x,y)方向,还有时间t方向。
在动态获取被测物体的变形条纹时,高速CCD相机成像速度足够快,且在t方向上的时间间隔很小,连续的两帧的相位差远小于 π,即可使用展开速度快,时间短的基于相位差异的三维相位展开法。假设两个连续的M,N帧,在展开截断相位分布分别为 ϕM(x,y,M),ϕN(x,y,N),获得它们的连续相位分布为 ΦM(x,y,M),ΦN(x,y,N),即可用M帧的连续相位分布直接加上N-M个相位差异分布获得:

2 同步控制与图像采集
2.1 同步控制单元
高速状态下对被测物体进行瞬态信号的同步记录,是实现动态过程中三维型面重建的前提,高速旋转与瞬态过程所涉及的研究对象本身具有较高的速度,必须保证获取的被测物体的条纹清晰且相对静止。为了获取可用的图像数据,针对旋转的航空发动机叶片设计了同步装置:选取对射激光传感器与AVR单片机。对射激光传感器通过光电信号与电信号的转换实现对叶片旋转频率测试,激光传感器具有高响应速度与低电压驱动,响应速度可以达到纳米级别;AVR单片机采用16 MHz晶体振荡器的Arduino UNO作为主控芯片,满足高转速下接收到脉冲信号频率,单片机控制程序采用外部中断寄存器,同时在程序设计时减少冗余,增加程序的操作性,确保了同步信号的实时性。AVR单片机目的时锁定同一叶片,故根据被测发动机的某层的叶片数设置缓存数据,在初始化后,接受传感器传送的脉冲信号,达到设置的缓冲叶片数目后,发送一个宽度为30 µs脉冲信号,进行触发相机[14]。图2为控制程序流程图。
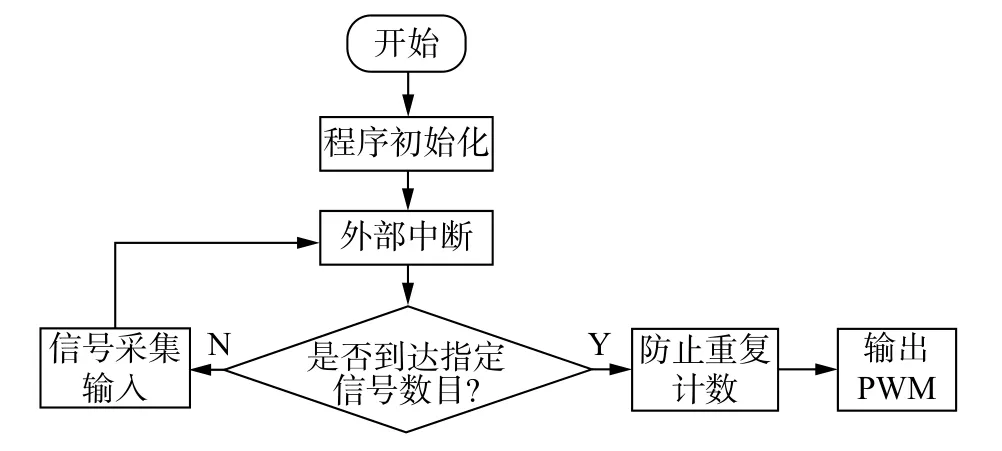
图2 控制程序流程图
在动态测试航空发动机叶片时,使用对射激光传感器检测叶片的转动频率,并将该电信号实时同步传送给AVR单片机,单片机根据设置好的缓冲数量并通过相应的寄存器对电信号进行实时传送。由对射激光传感器和AVR单片机组成同步控制单元可以自动跟踪被测发动机叶片的频率及“锁定”同一叶片。
2.2 图像采集
在测试高速旋转的物体时,需要高帧率的、可硬件驱动触发的CCD相机,而CCD相机需要的触发最低电信号为12 V,而AVR单片机发出的信号幅值为5 V,需要PWM放大驱动放大幅值,使CCD相机运转。PWM放大驱动主要由MOS管与三级管构成,MOS管在导通瞬间,电压保存到电容两端,在MOS管截止后,电容两端产生很高的电动势,经过二极管整流并经过储能电容,并保存以供负载使用。两个三极管由双极型元件轮流导通的原理,组成放大电路,以极低的驱动阻抗控制MOS管的G极,使MOS管能最快的导通和截止,减少MOS管的开关损耗。当PWM调宽脉冲同时输入到两个三极管的基极时,高电平N管导通,两个三极管组成复合管,瞬间打开MOS管;低电平时P管导通,N管截止,PNP以极低的导通阻抗放掉MOS管G极内部储存的电荷,使MOS管瞬间截止。
单片机输出的电信号被PWM放大,作为实时信号驱动相机进行图像采集。图3为航空发动机叶片动态测试装置示意图。由对射传感器检测到旋转叶片旋转频率的电信号Stest传输给AVR单片机,经过单片机信号累加处理的电信号Stri,经过PWM放大驱动放大幅值后,触发高速CCD相机对被测叶片(同一叶片)进行采集,采集好的叶片条纹变形信息将存储在电脑内存中,待测试完成后利用相关类函数将计算机内存中的图像数据输出到计算机。
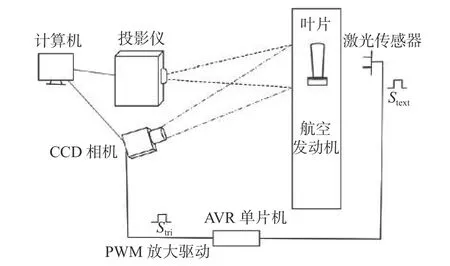
图3 航空发动机叶片动态测试装置示意图
在用结构光对动态发动机叶片进行三维型面测量研究中,受物体表面调制的变形条纹在很短时间内以很快的速度移动,如果在这一小段时间过程中有任何一条变形条纹在运动,成像系统将得到一帧模糊的图像。光圈大小对条纹信息的也存在影响,光圈越大,亮度越大。故在这么短的时间内捕捉到同一叶片的变形条纹,曝光时间应小于最大转速状态下乘以叶片数量的倒数且光圈大小为合适状态。
3 实验结果与分析
在实验装置中,投影仪镜头中心与成像系统之间距离为130 mm,投影仪镜头到被测叶片距离为390 mm,采用的投影仪是NEC NP型LCD投影仪,相比较于DLP (digital light processing),LCD具有重现能力强,色彩饱和度高等优点,同时避免了DLP的正弦畸变,从而保证光源的优质性。采用的CCD相机是Baumer HGX型千兆网相机,采集的图像分辨率是1 024 pixel×800 pixel。同时确保相机视场中心在被测叶片中心,调整相机光圈防止图像过曝或过暗,调整焦距使图像清晰。
实验中所涉及的叶片为某发动机高压压气机第四级叶片,发动机驱动模块采用以数字信号处理器(DSP)为控制核心的伺服驱动器来控制。采用速度控制方式,通过检测的伺服电机编码器的信号进行负反馈PID调节,该实验中发动机驱动模块可以调剂速度范围为0~2 500 r/min。实验中将激光传感器检测点设定为叶片卡槽或者为叶片叶尖(实验多次得出最佳位置)。启动发动机驱动模块开启叶片旋转,同时开始同步触发高速CCD相机捕捉变形条纹。由于相机内存原因,故分别采集250 ~750 r/min、750~1 250 r/min、1 250~1 750 r/min、1 750~2 250 r/min、2 250~2 500 r/min的加速过程中的条纹变形图像。采集完成后,通过相机的类函数库二次开发的软件将采集的图像从相机内存保存在计算机上,分别将五段采集数据导出,同时将5段采集数据为另一个数据集。
通过处理数据,分别重建出250~2 500 r/min的任意某转速时的三维型面,图4 是以采集2 500 r/min为例的3幅图:(a)为同步控制单元的示波器采样图,(b)为条纹采样图,(c)为三维重建点云图。将250 r/min瞬间图恢复三维重建后,以250 r/min作为初始值,与2 500 r/min的重建结果相比较,得出加速过程中的形变情况。图5 是2 500 r/min相对于250 r/min的形变量。
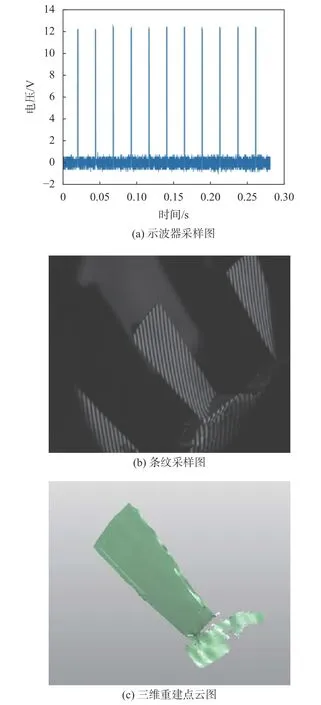
图4 2 500 r/min时叶片采集图与点云图

图5 2 500 r/min相对于250 r/min的形变量
图6中从左侧3个子图分别划线得出右侧250~2 500 r/min重建面形之差的结果,可以看出随着转速的增加,叶片面上离轴心越远的区域形变量越大;由于航空叶片是自由曲度的,导致叶片形面形变量呈现曲线上升。将5个采集段重建结果进行数据处理,得出图形与图6曲线上升相似,验证了叶片叶根部分形变量较小,叶尖处形变量较大。将5个采集段进行数据处理(每段最后速度采集数据与最初转速采集数据比较)得出叶片中心点的偏移量分别为 0.497 8 ,0.482 9,0.363 5 ,0.274 8 ,0.257 2 mm。

图6 3条线上叶片的形变量
4 结束语
本文提出了一种利用主动结构光,基于傅里叶变换轮廓术应用在高速旋转状态下航空发动机叶片三维型面测量方法,通过对250 ~2 500 r/min旋转发动机叶片的实验验证表明,该方法可以应用于实时获取高速旋转下的航空发动机叶片三维型面测量,具有明显的优势和准确度;不仅能恢复重建出动态物体各个时刻的面形分布,而且能够准确提供航空发动机叶片不同时刻的形变量等信息。相比较于传统建模分析型面变化更具有实际意义,但相比于接触式应变片测量与光学叶端定量测量方法等方法测量发动机叶片的微小振动与频率,本文提出的方法更适合于测量发动机叶片的整体型面变化与整体运动过程的分析。
猜你喜欢
制造技术与机床(2019年9期)2019-09-10 07:36:18
小福尔摩斯(2019年2期)2019-09-10 07:22:44
数学物理学报(2019年2期)2019-05-10 11:32:38
小学生必读(低年级版)(2019年9期)2019-04-13 13:09:42
小学生必读(低年级版)(2019年10期)2019-04-13 13:07:32
制造技术与机床(2019年4期)2019-04-04 12:22:12
测控技术(2018年7期)2018-12-09 08:58:26
山东工业技术(2016年15期)2016-12-01 05:30:53
舰船科学技术(2016年1期)2016-02-27 15:39:21
电测与仪表(2015年5期)2015-04-09 11:30:44