
中国冲压行业“十四五”发展纲要(连载一)
2021-04-15 00:53中国锻压协会
锻造与冲压 2021年8期
文/中国锻压协会
(执笔人:教授级高工李凤华)

“十三五”期间冲压行业发展成就
冲压行业整体稳步发展支撑了我国相关制造业的发展
冲压行业是我国制造业的基础,涵盖了汽车、家电、农机、工程机械、电子电气、通讯、轨道交通、航空航天、医疗装备、能源化工以及相关的装备制造等行业。目前,汽车冲压企业仍是我国冲压行业的主体,但冲压行业的新发展,已更多地外延至其他行业领域。根据中国锻压协会对全国约50 家有代表性的冲压件生产企业连续调研统计,“十三五”期间,行业人均销售收入、出口比率和投资比率稳步增长,具体数据见表1。冲压产品的质量稳步提高,产品精度最高可达到±0.005mm。一些中高端汽车外覆盖件模具首次出件尺寸合格率达到75%以上。冲压行业的规模发展和产品质量支撑了我国汽车行业以及家电、电子通讯、航空航天等相关行业的发展,且整个行业绝大部分产品实现国产化,对我国基础制造业发展起到了应有的支撑作用。
产业链逐步发展完善,专业化水平不断提升
行业集群式发展特征明显,提高了产业链的稳定性和抗风险能力。冲压行业紧跟汽车产业集群的发展,形成了东北、京津冀、长三角、珠三角、华东地区、中部地区、西南地区等区域产业集群,并带动了上下游产业链的发展。
行业企业开始重视聚焦细分市场,发挥技术特点,各取所长,走专业化发展道路。有的企业专注于大型复杂的产品成形,也有企业专注于小型精密高速的产品制造。企业的产品定位更加专业和精细,由于专注和专业,某些细分领域的产品和技术已达到国际先进水平。如某些专注于深拉深产品的中小企业和新能源电池壳体拉深的制造商。一些合资和自主品牌汽车冲压车间的装备和工艺水平已达到世界先进水平。随着技术水平的提高,冲压企业所能开发和加工的产品难度也不断升级,比如发动机和变速箱内部的关键冲压件,过去长期依赖进口,在十三五期间,我国企业在这方面开始突破,部分车型的零件已经国产化成功,开始批量本地制造,并开始出口。
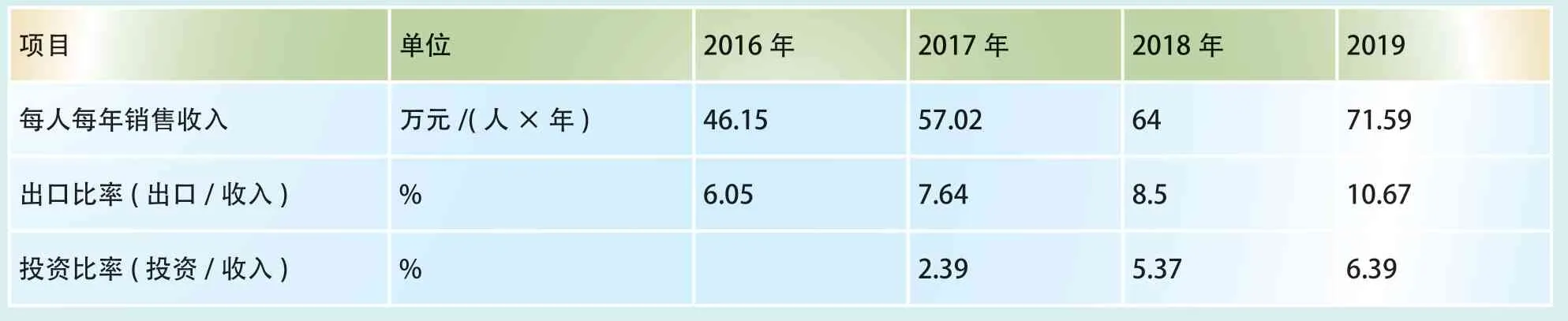
表1 2016-2019 年我国冲压行业部分企业调研数据
非汽车冲压企业得到快速发展。依靠先进的工艺设备,航空冲压零件制造数字化水平进一步提升,由传统的以手工成形为主向机械化、自动化成形转变,数字化工艺仿真软件应用水平也有所提升,代替传统的工艺试错,提高了零件工艺设计水平和成形质量;家电冲压件生产自动化水平大幅提升;封头行业在规模和制造能力上得到快速发展,支撑了石油化工类、物流运输类、核电等特殊装备行业的发展,国产化基本实现100%,封头产品国际竞争力不断增强,产品出口欧美市场,出口占总产量5%左右,冷成形技术得到较为广泛的发展应用,大规格封头以及厚壁封头热成形技术也在成熟发展。
行业协会在标准和国际交流方面发挥积极作用
“十三五”期间,中国锻压协会成立了标准委员会,启动了行业团体标准的制定工作,并着手制定产品、工艺技术、行业管理等团体标准,行业团体标准的制定和发布,将进一步推动行业的高质量发展,推动行业发展与国际接轨。中国锻压协会首次担任国际金属板材成形联盟的主席国(2016-2018),扩大了与发达国家同行的交流与合作,促进了国内冲压行业的发展与进步。
冲压产品结构整体化、模块化,材料多元化、轻量化
冲压产品结构上呈整体化、模块化发展,如汽车车身冲压件整体化设计,整体侧围、整体地板、整体门板等,减少零件数量,节省模具投资,提高材料利用率和生产效率,提高车身尺寸精度和强度;材料高强化、轻量化、多样化,冲压产品轻量化设计,包含轻量化材料和轻量化结构,根据不同需要采用不同的材料和结构。高强钢、热成形钢、铝合金、钛合金、内高压空心管件等轻量化材料及产品结构普遍应用。随着新能源汽车的发展,动力电池、燃料电池及高速动力电机定转子相关冲压产品、技术得到快速发展。非汽车行业冲压件产品被采用的越来越多,冲压产品及相关工艺和装备技术得到快速发展。零部件材料-结构-性能一体化设计成为趋势。封头产品趋于大型化、超大型化,某些企业整体冷成形最大直径达16m,热成形最大壁厚达400mm。
国产冲压材料技术得到一定发展
用于冲压零部件生产的高强钢、热成形钢、铝合金、钛合金、碳纤维等先进材料都有了国产化和应用。特殊涂镀层外板技术日趋成熟,第三代高强钢广泛应用,汽车用铝板研发及生产技术日趋完善,汽车外覆盖件铝板材料部分实现了国产化。在先进的轿车车身中,高强板、热成形钢和铝合金材料应用越来越广泛。精冲材料绝大部分实现国产化,支持了我国精冲行业的快速发展。新型航空材料的研发应用,特别是铝、镁、钛高端高温轻质合金的快速研发应用,支持了我国航空航天工业的快速发展。先进高分子工程材料及新型功能材料如碳纤维、碳纳米材料、稀土材料的发展,促进了非金属成形工艺及装备的快速发展。
先进冲压工艺技术得到快速发展和应用
⑴一批新的先进冲压成形技术获得广泛的开发和应用。高强钢热成形技术快速发展,热成形设备、模具由过去的进口已经完成国内自主开发,并批量投入生产,热成形设备市场保有量国产设备占有率达40%以上;管材液压成形技术也得到了较快发展,复杂的空心管件是汽车及其他产品轻量化的重要途径,广泛应用于汽车、航空、航天等高端装备行业;铝合金成形技术得到快速发展应用,铝板成形、铝板温热成形、铝合金管材内高压成形、铝合金电磁成形、充液成形等都已经完成研发进入应用阶段;精冲技术得到较快发展,精冲与成形工艺结合的复合工艺得到普遍应用,大尺寸和材料厚度大于12mm 的精冲件应用越来越多,精冲技术的进步还体现在冲压效率和冲压精度的提高,精冲技术的发展,使精冲件的应用范围不断扩大;辊压成形技术广泛应用于汽车梁类件;高强板的精密深拉深成形极限、回弹研究,尺寸精度极限研究,加快了这类高性能高精密零件的国产化进程;板材高速率成形技术如电磁脉冲成形和板材冲击液压成形等,成形精度高、回弹小,提高难成形材料的塑性变形能力,用于航空航天复杂形状薄壁件的精确成形或整形;铝合金覆盖件超塑成形技术研究,突破了铝合金覆盖件难成形、生产效率低的难题,形成了快速超塑成形新工艺和新技术;外场辅助(电磁场、超声波场)冲压技术逐步得到了应用,如电磁场辅助单点渐进成形,超声波辅助冲压成形;非金属材料、纤维增强材料成形技术得到了一定发展应用。
⑵组合冲压工艺技术及冲压连接技术得到发展应用。由常规模具冲压工艺和无模液态成形工艺及蒙皮拉延工艺等组合成形工艺技术,拓宽了制件的成形范围;冲焊、冲铆复合加工技术,扩大了冲压加工产品的范围,提高产品质量和综合效益。冲压件之间无铆钉链接、有铆钉链接,冲压扩散连接技术等,提高材料利用率,降低成本。基于六轴机器人的数控锁铆连接技术,替代焊接工艺实现金属冲压件之间的高效高质量连接,可以减少焊接生产过程中出现毒气烟尘的节能环保问题,还可以解决汽车轻量化混搭材料之间的连接技术问题。
冲压生产自动化、数字化、信息化水平进一步提高
先进冲压车间以高度自动化的冲压生产线为主体,实现了生产线上从板料拆垛开始的零件生产、搬运输送等环节的互联互通和自动化、无人化生产。少数冲压企业进一步实现了冲压线的线尾冲压件自动装箱、AGV 冲压件自动搬运入库等冲压深度自动化。生产物流自动化系统、机器人系统、产品设计制造网络协同系统、数字孪生制造技术等,在一些先进的冲压工厂得到应用。冲压设备数控程度、自动化控制能力普遍提高,设备具有远程监控诊断功能。一些先进冲压工厂都有信息管理系统,含板料至冲压件入库的全过程管理和控制。基于在线信息采集和数据库技术,可以基本实现生产质量实时分析,及时反馈和控制。ERP、MES 等信息化系统在中小冲压企业也逐步得到应用。
计算机模拟仿真技术在行业广泛应用
计算机模拟仿真成为冲压产品设计、模具设计、工艺设计的必要手段,获得广泛应用。冲压全工序模拟、精细模拟、回弹预测等板材成形有限元分析,是现代金属板材成形产品设计和工艺开发不可或缺的手段。CAE 软件功能越来越强大,越来越与实际接近,分析稳健性越来越高。冲压生产线运动曲线的干涉模拟应用也逐渐变得普遍。CAE 技术及PLS生产线仿真技术已构成对冲压同步工程(SE)的强力支撑,具有显著缩短产品和工艺开发周期,提高产品质量和生产效率的优点。
冲压模具设计制造水平全面提升
冲压模具设计制造水平全面提升,模具制造质量和加工精度大幅提高。模具出口稳步增加,中国模具产业从经济规模上仍然保持世界制造大国和贸易大国的地位。
——大型复杂级进冲模实现一模多件、模内自动铆装产品组合一体化功能(以汽车结构件、工业电机铁心成形模具等为代表)。
——精密高效长寿命级进模具,制造精度达1 μm,模具寿命最高可达上亿冲次,模具柔性化、模块化(以集成电路引线框架、3C 产品接插件、变薄拉深换热器翅片成形模具等为代表)。
——大型高端模具国产化率提升,轿车侧围、翼子板、车门等大型汽车外覆盖件模具完全可以实现国产化并实现出口。
——数字化模具技术在大型汽车模具设计制造中得到广泛应用。成形过程CAE 模拟分析,模具结构三维设计、参数化、标准化设计,模具自身的干涉检查及自动化运行过程的干涉检查。模具制造和模具调试过程的虚拟呈现,不仅提高了冲压件质量和生产效率,新车型的模具开发周期缩短三分之一以上。
——轻量化材料与工艺所需模具开发成果显著。国产热成形模具技术日趋成熟,并部分替代进口,满足国内市场对普通热成形模具的需求,降低模具成本;具有一定的内高压成形模具自主开发能力;铝板模具大量实现国产化生产。
——模具标准水平显著提高。模具结构、模具零部件规范化、模块化、标准化程度逐步提高。
——大型柔性化生产模具技术得到广泛应用。例如橡胶模具、液压模具、大型拉弯模具、多点成形模具、渐进成形模具等柔性化模具应用在航空航天等非汽车行业。
冲压成形装备技术的发展支持了冲压行业的发展
冲压成形装备制造企业紧跟世界冲压技术的发展趋势,加大技术研发及人才培养力度,某些产品技术达到国外技术水平,能够参与国际竞争。先进设备获得越来越多的应用,市场份额显著增加。国产高性能压机及生产线已多批次出口国际高端用户。
⑴伺服技术在机械压力机上的应用得到快速发展。特别是大型伺服机械压力机的研发和应用,国内已有多家冲压设备企业成功开发生产了大型伺服机械压力机,打破了大型伺服机械压力机国外生产厂垄断的局面。随着零件和模具结构复杂化、材料高强化和多样化,零件质量要求的提升,伺服压机的优势愈加凸显。虽然价格较普通机械压机高,但综合技术经济指标好。2017 年1 月,由国内冲压设备生产企业自主研制的国内首条全伺服高速自动冲压线在武汉用户基地全线贯通,正式交付使用。与传统全自动冲压线相比,全伺服线生产节拍达到每分钟18 次,效率提高20%,相同成形速度下平均节拍提升25%。生产柔性也更加优越。国内也有企业研制出了国产伺服驱动系统,主要用于部分国产中小型伺服压机。
⑵大型多工位机械压力机和级进模压力机发展迅速。由于多工位机械压机占地面积小,生产效率高(为冲压生产线的2 ~3 倍),自动化程度高、设备精度高,其应用越来越广,特别是中小型多工位和级进模压力机几乎成了汽车冲压零部件生产企业的标配,也是电子电器冲压件工厂的必备设备。目前国内在用的大型多工位压力机(2000 吨以上)国产化率在50%以上,打破了国外垄断的局面。1200 吨以下的级进模压力机效率更高、材料利用率更高,广泛应用在各类冲压件企业,国产压机发展迅速,占市场主导地位。
⑶热成形生产线具备国产化能力。随着国内热成形技术的快速发展,热成形压机及配套设备实现国产化已成事实。目前我国现有的热冲压生产线约200 条,国产热成形设备占到40%以上。国内有多家设备企业具备热成形生产线供应能力。
⑷我国已掌握内高压成形关键技术。内高压成形设备和内高压模具技术是内高压成形的关键核心技术。我国某些高校和研究所掌握了内高压核心技术,研制出了具有自主产权的系列数控内高压设备,打破了国外对内高压设备和模具的技术封锁和垄断,国内某内高压研究机构成为世界内高压领域三大研发基地之一。截至2019 年底,国内内高压设备有约55 台(套)以上,其中国产设备占比约70%。
⑸我国的精冲设备设计及制造能力已初具规模。经过数十年的研发,国产精冲机企业不断学习国外技术,在质量和性能方面不断进步,另一方面,进口设备价格昂贵、售后服务时常不及时、服务价格高,一些中小型的精冲企业转而购买国产设备,对进口精冲机冲击很大。目前在用国产精冲机市场占有率约40%。
⑹国内高速精密压力机取得较大发展。如微电机的定转子硅钢片、工业电机的定转子硅钢片、小型变压器硅钢片、空调翅片等零件的制造装备国产化已完全能够满足要求,大型高速压力机已生产到550 吨以上。引线框架及高精度接插件等行业所需要的高档高速超精密压力机也取得一定进步,但距离世界一流水平还有相当大的差距。
⑺各种专用成形设备的成套方案提供能力得到一定的提升。如电池壳、电机壳、瓶盖机等成套方案的发展应用,航空、航天冲压所用的专用液压成形设备的研发应用等。
⑻冲压装备自动化、信息化、数字化水平有较大提升。冲压装备自动化程度得到了大幅提高,自动化生产线信息化和数字化取得一定进步。在线数据采集和数据库技术得到发展,通过可视化设计,直观明了、反馈及时。物联网技术有了一定应用。
行业人才培养取得一定成果
随着冲压技术的进步及自动化、数字化、信息化的实施,行业企业对技术人员的需求持续增长,十分重视对各类人才的引进和培养。在人才培养方面,高校为冲压行业培养了大量人才,企业通过项目拉动和内部自主培训,冲压人才队伍也不断壮大,冲压工艺及模具结构设计几乎全部国产化,冲压专业人员的管理水平及技术水平有了长足进步。硕士生在国内规模企业研发部门已经普及,部分博士生进入高端大型企业,部分海外博士生和资深企业研发人员进入国内部分高端大型企业。
猜你喜欢
锻压装备与制造技术(2022年4期)2022-09-14
汽车实用技术(2022年11期)2022-06-20
钣金与制作(2022年5期)2022-06-09
机电信息(2022年9期)2022-05-07
中国应急管理科学(2022年1期)2022-04-18
建材发展导向(2021年13期)2021-07-28
滇池(2017年5期)2017-05-19
科技视界(2016年26期)2016-12-17
科技视界(2016年9期)2016-04-26
中国科技纵横(2015年4期)2015-04-14
