
KD11MAX在激光拼焊板模具中的应用
2021-04-15 00:53李勇章爽滨吴昌云胡俊舟奇瑞汽车股份有限公司
锻造与冲压 2021年8期
文/李勇,章爽滨,吴昌云,胡俊舟·奇瑞汽车股份有限公司
本文主要介绍KD11MAX 模具钢在激光拼焊板模具上的应用,通过产品成形性、模具材质、镶块结构、材料处理工艺及生产验证等环节改善了拼焊板生产过程的质量缺陷,提高了模具生产稳定性,降低了模具维护成本,积累了KD11MAX 模具钢的应用经验。
激光拼焊板在汽车车身制造中的应用越来越广泛,采用激光拼焊板不仅可以降低制造成本,也可以提升车辆结构强度,同时有助于改善车身防腐性能和驾驶声音体验。但某些深拉延件(如车门内板)采用激光拼焊板生产时,容易出现拉毛、开裂等严重质量缺陷,导致模具反复整改,增加维护成本。本文通过在某款车型前门内板拉深模中应用KD11MAX 模具钢尝试解决或优化拼焊板生产过程的质量缺陷,提高生产稳定性。
KD11MAX 材料简介
SKD11 为日本工具钢牌号,大致相当于国标Cr12MoV。具有高温强度和较好韧性、耐磨性较佳、易切削和热处理变形小的特点。KD11MAX 材料是日本高周波钢业株式会社在SKD11 的基础上进一步提升韧性、耐磨性和抗疲劳特性的升级产品,且KD11MAX 经热处理后的硬度也高于SKD11。对于汽车冷冲压模具来说,采用KD11MAX 模具钢更加可以提升模具使用寿命。
应用实例及过程介绍
某款汽车前门内板采用激光拼焊板,结构如图1所示,制件薄板区材质为DC56D+Z,料厚0.7mm,厚板区材质为HC180YD+Z,料厚1.2mm。此内板采用左右合并工艺,单动生产。
镶块结构设计
鉴于历史车型中采用激光拼焊板生产的门内板因厚薄区域走料变化导致频繁拉毛、开裂、起皱和模具反复维修的情况。结合KD11MAX 材料在梁类件的应用经验,团队决定此款前门内板模具开发前期就要求在拉深模上采用KD11MAX 材质。综合问题严重度、经济性和维护性,最终确定在上(凹模)模厚板区域、下模压边圈厚板区域采用KD11MAX 制作镶块,全部设置在厚板区域,其余位置采用GGG70L 进行铸造。具体布置如图2、图3 所示。
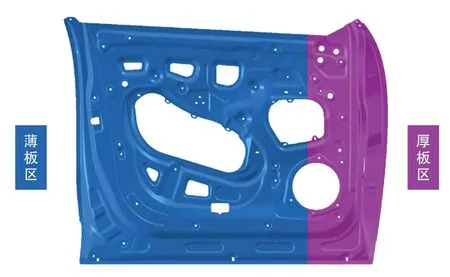
图1 零件结构

图2 压边圈镶块布置
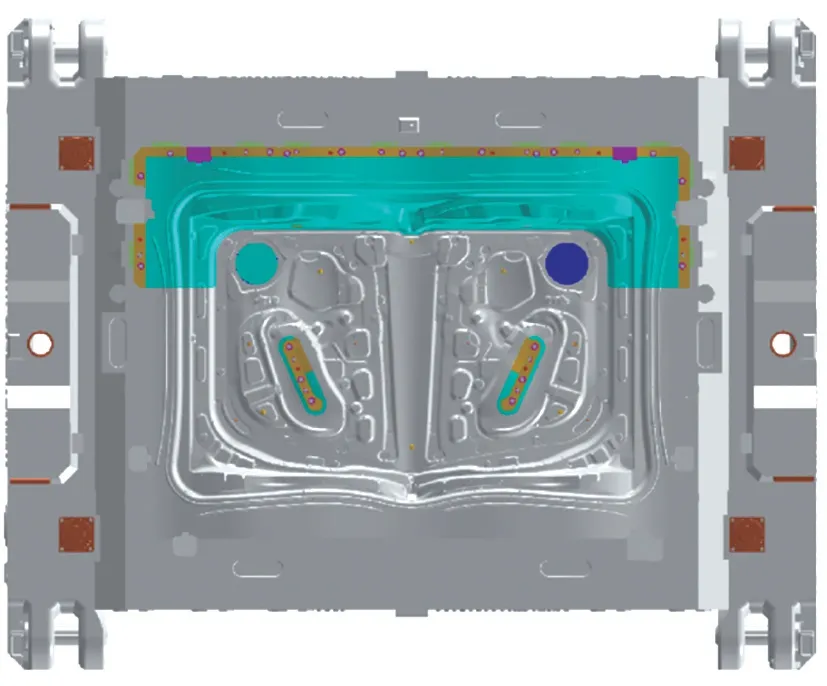
图3 凹模镶块布置
镶块加工与处理
在材质采购阶段,团队组织材料供应商与模具供应商共同策划,讨论并制定镶块加工、镶块热处理和后期维护等过程实施计划,对镶块加工精度、装配要求、热处理工艺等方面的要求,见表1 和图4。

表1 镶块处理要求

图4 热处理工艺
团队在过程措施实施阶段对实物进行检查,镶块间拼缝0.02 ~0.04mm,热处理采用高温淬火+高温回火工艺,实物变形量非常小,热处理后镶块硬度为60 ~61HRC,均满足前期策划要求,热处理后的产品如图5 所示。
生产效果跟踪
模具前期批量生产状态稳定,镶块部位制件无拉毛、开裂现象出现。对镶块进行PVD 处理且连续跟踪5 个批次后,制件状态稳定,应用效果良好。KD11MAX 在此次激光拼焊板模具中的应用符合团队预期,达到策划目标。
琴 棋 书 画 古代被称作文房四艺,是文人墨客颇为称许的娱乐活动。古人认为,抚琴、弈棋、写字、作画,或者只是听琴、观棋、赏字、阅画,能赏心悦目,陶冶情操,有益于健康和长寿。


图5 热处理后效果
下步研究展望
目前采用进口SKD11 级别模具钢已在梁类件与激光拼焊板制件的应用中达到策划效果。团队在巩固成果的基础上开展进一步探索,初步制定以下3 个研究方向:
材质替代性研究
进口SKD11 级别模具钢相较于国内同级别Cr12MoV,价格相对较贵,通过采用国产Cr12MoV 模具钢进行替代性研究,如果应用效果不低于或略逊于SKD11 级别模具钢,部分应用场景也是可以接受的。
热处理工艺研究
目前采用的热处理工艺为高温淬火+高温回火的方式,下一步将尝试探索高温淬火+低温回火的方式,判断此种工艺对实物效果的影响。同时也可以将这两种热处理工艺应用于国产Cr12MoV 模具钢,积累此类模具钢的应用经验。
表面处理工艺研究
目前采用的表面处理工艺为PVD,价格昂贵,后续计划进行对照试验,对比PVD 组、镀铬组、未处理组的实际生产效果,如果验证可行,此类模具钢的表面处理费用将有显著降低。
结束语
通过对激光拼焊板模具应用KD11MAX 材质,解决了制件生产的拉毛、开裂等质量缺陷,提高了生产稳定性和生产效率,降低了模具维护保养成本,为进一步探索新型模具材质的应用积累了宝贵经验。
猜你喜欢
金属热处理(2022年2期)2022-11-16
铁道建筑(2022年9期)2022-10-11
模具制造(2022年5期)2022-06-27
模具制造(2022年4期)2022-05-27
模具制造(2022年3期)2022-04-20
模具制造(2022年3期)2022-04-20
钣金与制作(2022年3期)2022-03-30
模具制造(2022年2期)2022-03-25
金属热处理(2022年1期)2022-03-15
军民两用技术与产品(2021年8期)2021-11-24
