基于机器视觉的丝网印刷样板尺寸测量方法
2021-04-07 03:07:48董正天胡春海李沛航高明坤
计量学报 2021年2期
刘 斌, 董正天, 胡春海, 李沛航, 高明坤
(燕山大学 电气工程学院,河北秦皇岛066004)
1 引 言
丝网印刷是指用丝网作为版基,并通过感光制版方法,制成带有图文的丝网印版。丝网印版由5大要素构成:丝印样板、刮板、油墨、印刷台以及承印物。丝印样板尺寸是否合格直接影响到丝印图案质量。高效、精确测量丝网印刷样板尺寸,具有重要的意义和应用价值。
图像中被测对象边缘的提取和准确定位是视觉测量的关键技术[1]。段振云等提出基于高斯积分曲线拟合的亚像素边缘提取算法[2],定位精度高,但仅适用于单边阶跃状边缘;徐平等提出基于边缘像元投影的高精度亚像素检测方法[3];Li B将几何算法用于轴类零件边缘轮廓提取[4];Zhang W Y等为提高多孔件尺寸的测量精度和效率,利用Sobel算子对边缘进行粗定位,然后用改进的三次线性插值算法和双线性插值算法进行高精度定位[5],但该方法抗噪能力差;Song L M等提出在抑制图像噪声的同时,保持弹簧边缘信息的完整性,使用Zernike正交矩阵将弹簧边缘重新定位到亚像素级别[6];刘晓荣等建立了齿形链链板的视觉测量系统,应用亚像素方法实现了链板参数的精密测量[7]。确定外切矩形有很多种方法,例如旋转法、投影法、主轴法等[8]。李钊宝等考虑到工件朝向是任意的,水平和竖直未必是兴趣方向,提出了基于转轴法的外切矩形法对工件进行定位[9],此法在选取ROI时复杂度较高;耿欣等通过数字滤光与物理滤光技术提高锻件图像质量,采用比较测量法精确测量锻件二维尺寸[10];王颖等通过对绿激光扫描锻件过程中各时刻图像进行分析,确定锻件的边缘进而测量锻件的尺寸[11];Singh A K等根据焊缝图像的轻度水平,从图像中提取所需的信息,实现对焊缝尺寸的测量[12]。然而上述方法并不适用于测量丝印样板的尺寸。林娣等采用两步法分别采集弹体导带槽上下两部分的图像实施测量,并在同等条件下对某标准件进行上下槽宽的图像采集,通过系统标定,对比确定出弹体导带槽槽宽的精确尺寸[13],其过程较繁琐,不适于用户级操作。阈值参数的选取是边缘定位过程中的重要环节。李江昀等改进了传统界定边缘点的阈值处理方法[14],使边缘受限于单像素宽度,适于钢板尺寸的亚像素级边缘定位,但此法不适合多品类被测物的检测;Wang Y等提出基于加权平均移位和二维切片采样策略的自适应阈值与全方位直线增长方法进行边缘检测[15],抗噪能力强,但复杂度较高。
机器视觉已成为现代工业中重要的尺寸测量手段[16,17],本文提出一种基于机器视觉的丝网印刷样板尺寸测量方法。丝印样板种类繁多,待测尺寸样式各有不同。引入一种通过统计模板信息确定梯度阈值参数的方法精细定位边缘,可避免对不同的丝印利用单一阈值进行边缘点定位造成的负面影响,并且通过定位的边缘建立局部测量坐标系,能够有效提高测量精度,实现对多种样式丝印样板的灵活测量。
2 测量方法
丝印样板尺寸测量方法的操作流程如图1所示。测量开始时,针对输入的待检测图像选取ROI区域创建合适的模板;再对该模板进行信息统计,模板灰度分布信息用于完成匹配定位,模板梯度幅度信息用于确定该型样板前景-背景的梯度阈值,进而定位待测目标的边缘像素点,拟合得到边缘线;最后,在每个待测目标ROI建立局部测量坐标系,获得最终的测量结果。
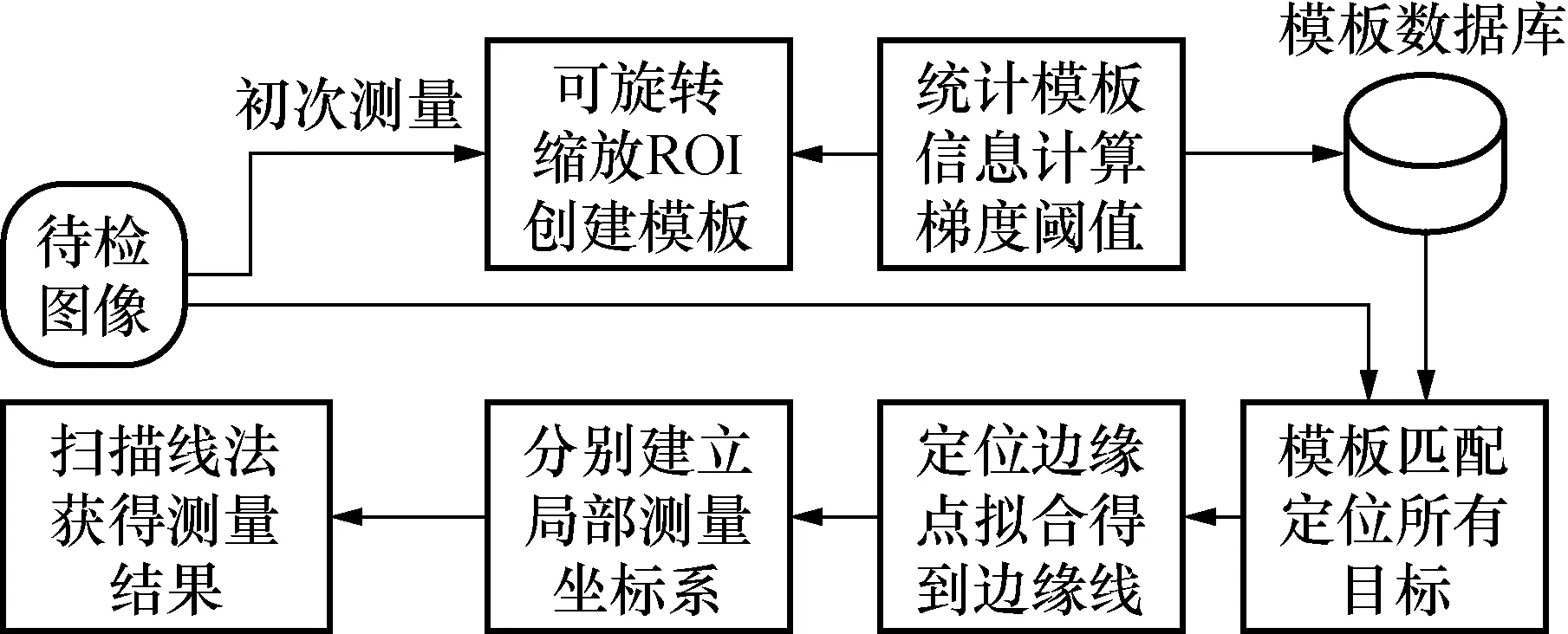
图1 丝印样板尺寸视觉检测流程Fig.1 Vision measurement progress of the screen printing template size
2.1 模板匹配定位目标
相同批号的丝印样板具有相同外观模式和检测要求,并且同一丝印样板上通常包含数个相同样式的待测目标。由于丝印样板每次放置在相机下面的位置和朝向是任意的,要求模板匹配算法具有旋转不变性,能针对每一张检测图像完成对每一个单一待测目标的匹配定位。在这种情况下,一般通过构造1个由不同旋转角度的模板所构成的集合,然后将集合中的成员分别作用于目标图像进行匹配,从中选择匹配程度最好的位置作为匹配结果。
针对某一批次的某类丝印样板,在首次实施测量时需创建该型样板上特定待测目标的模板。创建模板示意图如图2所示。
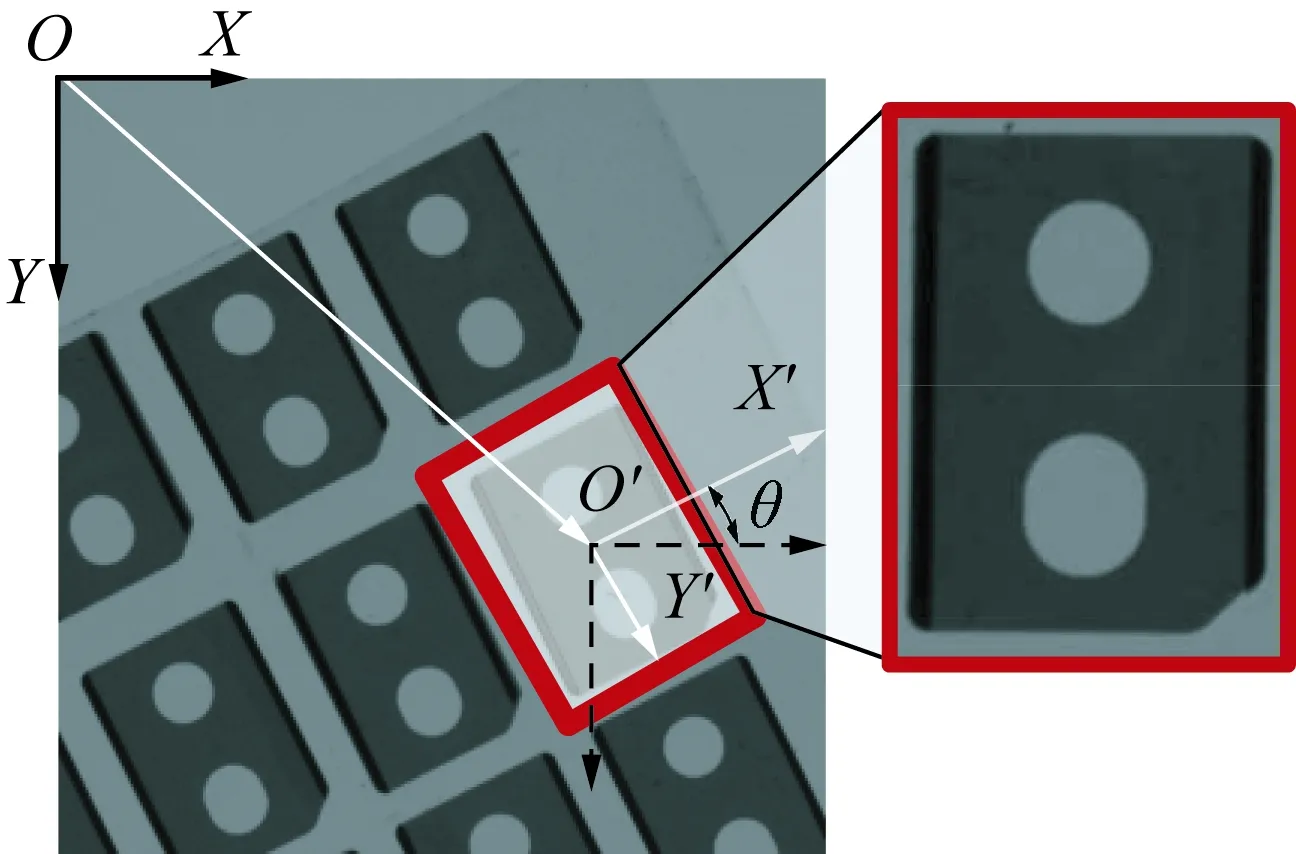
图2 利用可旋转ROI创建模板Fig.2 Use the rotatable ROI to build a template
本文采用可旋转、缩放的ROI矩形框选定待测目标,并利用ROI的质心坐标O′和旋转角度θ调整模板与图像坐标系方向一致,创建生成待测目标的模板。模板创建工作只需在首次测量某型丝印样板时进行,创建的模板保存至模板类别数据库中。接下来使用基于金字塔计算的灰度值归一化互相关函数(NCC),基于模板灰度信息进行匹配搜索定位。采用归一化互相关函数(NCC)算法匹配准确性高,但计算量比较大。为了提高匹配速度,首先采用图像金字塔搜索进行图像分层,这样可大大减少计算量。图像金字塔经过低通滤波,对图像进行缩小比例的抽样,得到分辨率和尺寸不同的图像,分辨率最高的图像在金字塔底部,向上是分辨率逐渐变低的图像。在相邻两层之间,分辨率一般相差2倍,上一层图像的大小是下一层的1/4。
归一化互相关(NCC)函数匹配算法以灰度信息为基础,通过利用2幅图像灰度值的相关函数,采用相似性算法计算出模板图像与待检测图像的对应关系,从而判断图像的匹配程度,找到匹配的位置。计算公式见式(1):
fNCC(x,y)=
(1)
待匹配图像I的像素大小为M×N;模板T的像素大小为m×n。从图像I中任意选取一块像素大小为m×n的子图Ix,y,Ix,y的左上角像点在图像I中的坐标为(x,y),可知坐标范围为0≤x≤M-m,0≤y≤N-n。由以上计算结果可知,fNCC(x,y)值越大,则表示检测图像位置的匹配度越高,与模板图像越接近。
图3给出了对相机视野中不同位置和方向丝印样板图像进行目标匹配的结果。在丝印样板中选择一个待测目标的模板,如图3(a)左下角矩形框所示,即可利用前文所述基于金字塔图像与归一化互相关函数的匹配算法,实现对图3(b)~图3(f)中各位置的丝印样板上的待测目标进行匹配定位。
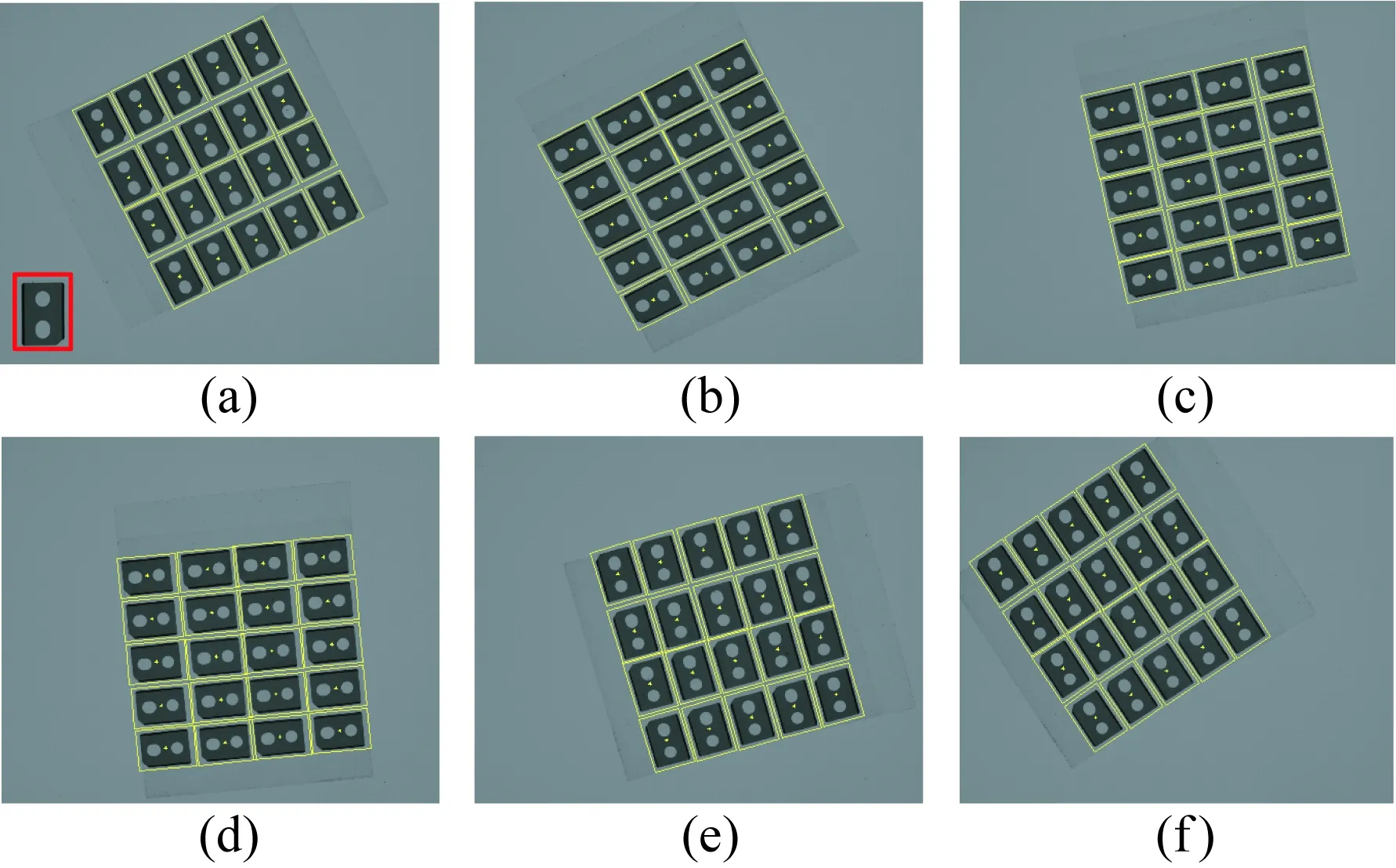
图3 多个不同位置丝印样板中待测目标的匹配结果Fig.3 Matching results of the targets under test on the different positions of the screen printing template
2.2 基于模板统计信息的丝印尺寸测量
视觉检测方法利用待测目标图像中特征边缘之间的像素距离作为尺寸度量依据。边缘特征定位需要利用物体前景和图像背景间灰度或纹理特性上某种不连续性或突变性。边缘检测算法中,须设定梯度阈值以判断边缘点灰度变化是否剧烈,因此阈值的选择是边缘检测的关键环节。
梯度阈值大小将控制图像中待测目标边缘点的定位。梯度阈值越小,保留的前景像素就越多,但是伪边缘也会增多,如图4(a)所示;相反,若梯度阈值越大,虽然可以有效抑制伪边缘,但也会丢失一些边缘信息,如图4(b)所示。
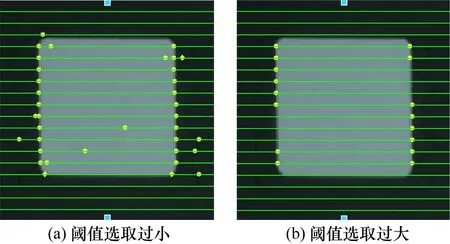
图4 阈值高低选取影响Fig.4 The influence of threshold selection
丝印样板尺寸的视觉检测中,由于丝印样式多,其色彩和纹理各有不同,导致图像中前景-背景的对比度也有较大差异,因此利用单一阈值进行边缘定位是不合理的,阈值参数需要具有一定的适应性,而且需要方便用户级的实际操作。利用创建的模板对图像信息进行统计,计算得到不同目标模板相应的阈值参数,有利于针对性地定位各种目标对象的边缘。
本文提出一种基于模板信息统计分析的梯度阈值确定方法,针对不同的被测目标采用不同的梯度阈值来定位边缘点,提高测量结果的精确度。具体步骤为:
(1) 读入待检测目标的模板图像T;
(2) 对模板图像从上至下每隔10个像素进行采样,在采样点自左至右划取扫描线,统计每条扫描线上不等于0的梯度幅值f,即
{f1,f2,f3,…,fn};
(3) 求取每条扫描线上的梯度最大值f,即
f=max{f1,f2,f3,…,fn};
(4) 统计所有采样扫描线上的梯度最大值{f1,f2,f3,…,fn},选取其中的最小值作为边缘检测的梯度阈值;
(5) 对边缘点进行拟合,定位目标边缘线。
待测目标的图像边缘特征确定后,可以采用扫描线法进行尺寸测量。前文利用ROI矩形框标识了所有待检测的目标,一种选择是采用ROI矩形框建立测量坐标系,如图5所示。
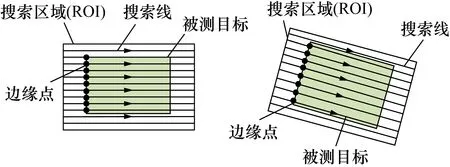
图5 边缘搜索示意图Fig.5 Edge search diagram

(2)
(3)
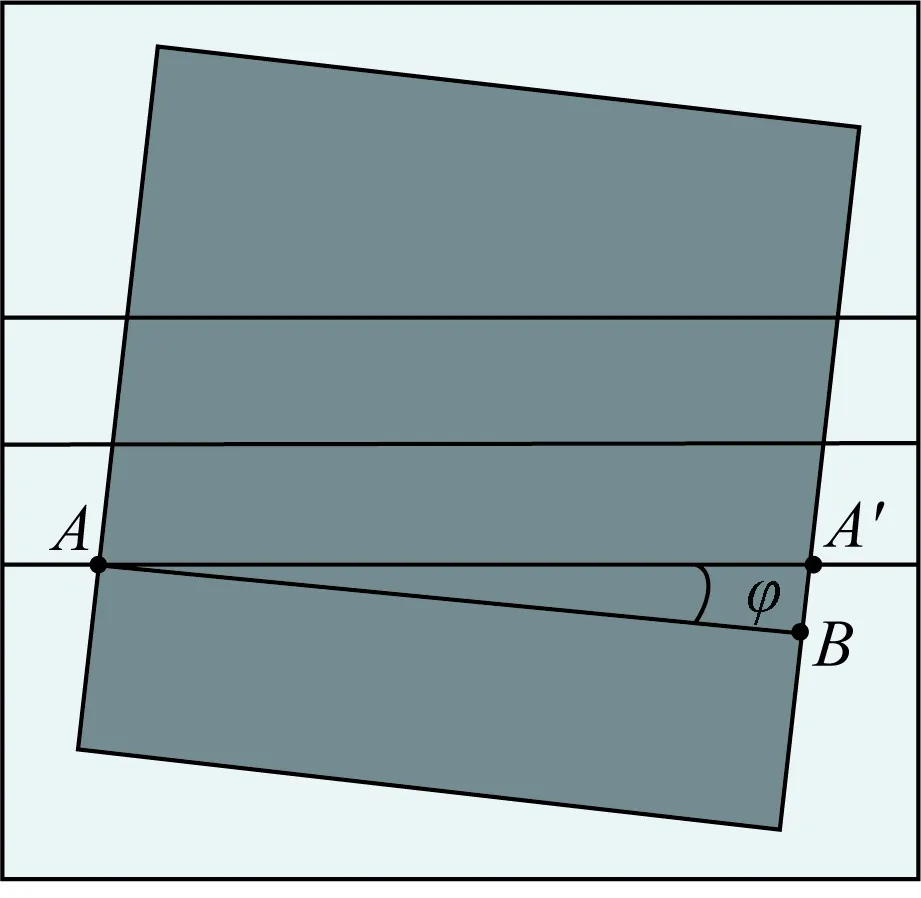
图6 测量误差分析示意图Fig.6 The diagram of measurement error analysis
所以在进行测量时就需要定位待测目标的边缘,根据定位的边缘建立局部测量坐标系进行测量,消除上述偏差。首先,采用上述方法计算梯度阈值定位边缘点,找到被测目标的边缘,将这条边缘定义为坐标系的主轴;然后,定位一组垂直于主轴的平行搜索线,找到距离检测到的目标搜索区域最近且垂直于主轴的搜索线,将这条线定义为坐标系的副轴;最后,主轴与副轴的交点作为坐标系的原点。
3 实验与分析
实验采集图像使用的面阵CCD相机的最高分辨率为2 456×2 058,靶面尺寸为2/3 inch(1 inch=25.4 mm),使用的镜头焦距为12 mm。经过多次试验,采用红色面状背光光源以及红色圆顶无影光源进行组合照明。
选用机器视觉中常用的高精度实心圆阵列标定板来对相机进行标定,以不同的丝网印刷样板为检测对象。丝网印刷样板图像实际大小为2 456像素×2 058像素,模板图像与被测目标的大小相关。分别采用图7(a)中的3种丝网印刷样板为例进行分析。用改进的基于模板信息统计的边缘定位方法建立局部测量坐标系进行测量,并与传统的利用目标定位的ROI矩形框建立测量坐标系进行测量得到的测量结果进行比较。
(1) 首先分别从3种丝网印刷样板中选取ROI,创建模板图像,见图7(a)所示。
(2) 分别对3种丝网印刷样板中创建的模板图像从上至下每隔10个像素进行采样,在每个采样点自左至右进行线扫描,统计每条扫描线上的所有梯度值,见图7(b)所示;其中,扫描线上的点状物是检测到的候选边缘点,即存在梯度的位置。
(3) 统计所有扫描线上的梯度最大值。
(4) 将所有扫描线上的梯度最大值连成曲线,见图7(c)所示。
(5) 根据实际情况分析,刚开始以及结束时的扫描线并没有扫描到物体边缘上,所以剔除图7(c)中该部分对应的异常数据;剔除图7(c)中的异常数据后,选择各扫描线上所有梯度最大值中的最小值,即图7(c)中曲线的最小值作为边缘检测的梯度阈值。所以根据3个模板图像上统计的梯度信息,分别选取t1=40.00,t2=10.60,t3=57.20为3种模板定位边缘点的梯度阈值;使用图7(c)中曲线正常部分的最小值作为梯度阈值进行定位,得到的边缘点见图7(d)所示。
(6) 根据最小二乘法将3种模板图像上定位的边缘点进行拟合,确定边缘。边缘点拟合结果见图7(e)所示。
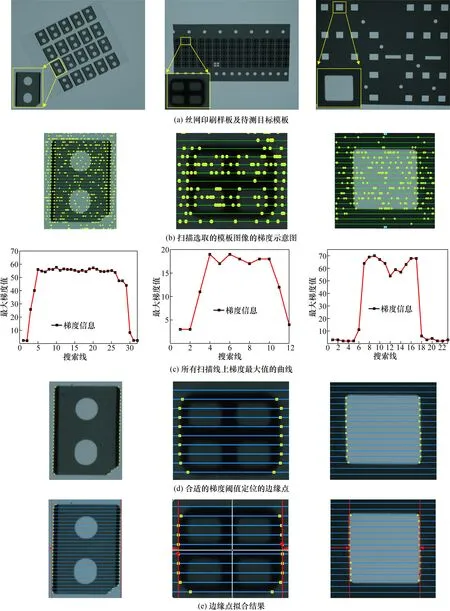
图7 不同样板确定梯度阈值的分析及边缘定位结果Fig.7 The analysis of gradient threshold determined by different samples and the results of edge location
(7) 根据拟合得到的边缘建立局部测量坐标系,进行测量,获得尺寸测量结果。
在同等实验条件下,将改进的基于模板信息统计根据不同被测目标确定梯度阈值寻找边缘,建立测量坐标系进行测量。
图8为改进算法与与传统采用定位矩形框建立测量坐标系进行测量得到的测量结果的对比。其中,3种样板各选10个被测目标进行对比实验。每一个目标的待测尺寸利用高精度等级的φ300二维数字式投影测量仪获得,作为参照所需的实际值(约定真值)。
分析可知,不同品类的丝印样板无法选择一个固定一致的阈值参数实施测量。由于创建模板的用户级操作是必要的,在此步骤中进行信息统计,确定梯度阈值是合理的。实验结果表明,该方法提高了边缘定位的精度,不会因伪边缘点的引入导致拟合边缘线的偏移,损失边缘定位精度;也不会因阈值过高导致实际边缘点的缺失,从而为精细定位目标边缘建立局部测量坐标系实施精细测量创造了有利条件。
由图8对比曲线可以看到,在同等实验条件下,基于模板信息统计根据不同被测目标确定梯度阈值定位边缘,进而建立测量坐标系得到的测量结果比传统方式的测量结果更趋近于被测目标的实际值,并且算法改进后测量结果的平均相对误差由原来的4.02%降到1.47%,可以有效提高测量精度。
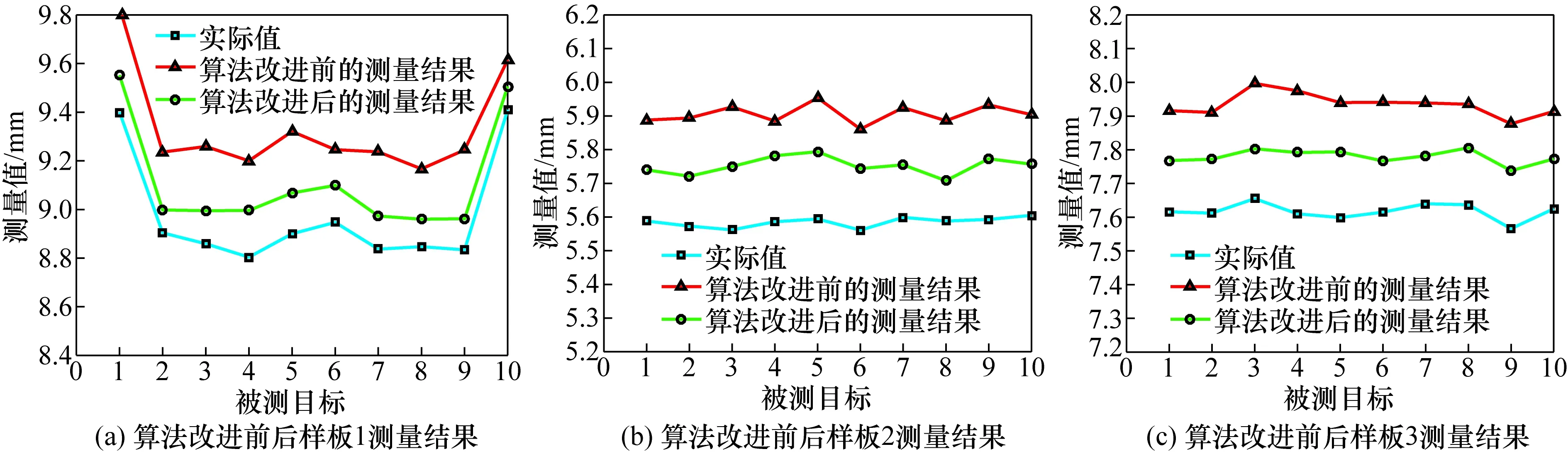
图8 算法改进前后测量值对比结果Fig.8 The comparison results of measured values before and after the algorithm improvement
4 结 论
针对丝网印刷样板尺寸测量问题,提出了一种基于机器视觉的测量方法。该方法通过CCD相机采集丝印样板图像,利用待测目标的模板进行目标粗略定位,再利用模板信息统计得到的每一类样品的梯度阈值参数,进行边缘点定位,然后对定位的边缘点进行拟合,建立待测目标局部测量坐标系,实现精细测量。利用所提方法与统一阈值方法以及传统利用定位矩形框实施测量的方法进行了对比实验。实验结果表明:在同等实验条件下,所提方法能够有效提高测量精度,算法改进后测量结果的平均相对误差由原来的4.02%降到1.47%,且无需用户介入调整关键测量参数,能够适用于不同种类丝网印刷样板的灵活测量。后续工作将通过提高相机分辨率,利用高精度标定板等多种途径改善测量条件,进一步提高测量精度。
猜你喜欢
电池(2022年4期)2022-11-07 05:52:02
数学物理学报(2021年6期)2021-12-21 06:24:38
今日农业(2020年13期)2020-08-24 07:35:08
应用数学(2020年2期)2020-06-24 06:02:50
人大建设(2018年11期)2019-01-31 02:40:56
数学年刊A辑(中文版)(2018年2期)2019-01-08 01:59:52
能源(2018年5期)2018-06-15 08:56:00
科技创新导报(2017年30期)2018-02-03 16:39:34
山东工业技术(2017年14期)2017-07-18 12:03:15
中国教育技术装备(2015年8期)2015-05-28 05:50:39