
活动横梁断裂修复技术
2021-04-01 07:02代浩秋
中国重型装备 2021年2期
代浩秋
(二重(德阳)重型装备有限公司,四川618000)
锻造油压机组合式机架采用预应力拉杆结构,如图1。活动横梁是压机的执行机构,也是主要运动部件。
目前,制作横梁和立柱的铸造材料主要有两种:GJS-400球墨铸铁QT400和G20Mn5铸钢ZG20Mn。两种铸造材料相比较,G20Mn5铸钢的力学性能、拉伸强度、屈服强度和伸长率比较高;GJS-400球墨铸铁的疲劳强度和韧性比较高。自由锻造油压机的工作频次从每分钟十几次到一百多次,横梁长时间承受交变应力,在长时间的交变应力下,特别是活动横梁可能会出现裂纹,而G20Mn5铸钢的补焊性能远远高于GJS-400球墨铸铁,所以国内绝大多数自由锻造油压机的横梁和立柱均采用铸钢材料。
本次事故压机是某厂63 MN锻造油压机活动横梁,由于操作失误造成横梁断裂,致使整个压机瘫痪,损失巨大,为了尽可能地减少损失,通过研究决定由我公司负责活动横梁的修复工作。
1 活动横梁结构及断裂情况
1.1 活动横梁结构
本活动横梁长8.4 m×宽4.3 m×高3.2 m,重约141 t,如图2所示。此活动横梁是铸焊结构,中间箱体采用厚钢板焊接成型,材质为Q345B,四周立柱是铸钢件,材质ZG35。五大零件均开V形坡口焊接而成。
1.2 活动横梁断裂情况
活动横梁一侧立柱从提升缸支撑处到立柱孔上端完全断裂,如图3所示。

1—上横梁 2—活动横梁 3—立柱 4—拉杆 5—下横梁

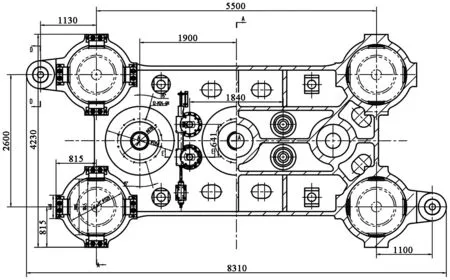
图2 活动横梁示意图

图3 活动横梁断裂照片

表1 活动横梁修复和重新做方案比较
2 修复方案分析
因为活动横梁基本完全断裂,除了外部可见的两条近10 m的裂口,内部还有两条近8 m的裂口,焊接修复难度非常大,我们对活动横梁的修复和重新制作方案做了比较,见表1。
通过表1分析可以看出,在对我公司实力认可、技术方案认可的基础上,根据成本和社会效益分析,选择修复方案。
3 活动横梁修复工艺
3.1 切割
在铸梁平台上,使用千斤顶、手拉葫芦配合行车沿裂缝切除断裂部位。
3.2 修刨打磨
多人配合,分两个作业面进行坡口打磨,坡口按现场技术指导操作,反面坡口角度大于45°。
3.3 探伤和消缺
对整个活动横梁进行磁粉检测,特别是裂纹附近磁粉检测+超声检测,排除事故引起的其他缺陷。如发现其他裂纹等,确定工艺后挖补消缺。
3.4 组装
在铸梁平台上,使用千斤顶、手拉葫芦配合行车复位活动横梁,并焊接拉筋。复位后检查尺寸,拉筋钢板厚度大于45 mm。
3.5 堆焊焊接
(2)焊缝位置包括上述所有断裂处,滑板面堆焊5~10 mm,焊接变形后进行加工修复。
(3)焊前,焊缝坡口及附近50 mm范围内清除净油、锈等污物。
(4)采用2~3把烘枪进行焊前预热,预热温度为170℃,待温度降至150℃时进行焊接。
(5)采用电弧焊打底,CO2气体保护焊填充的方式进行焊接。
(6)电弧焊采用E5015(J507)∅3.2 mm、∅4 mm焊条。在使用焊条前,按规定进行烘焙,烘焙温度为350℃。烘焙后冷却到150℃保温,领取的焊条应放入保温筒内。
(7)CO2气体保护焊采用ER50-6 ∅1.2 mm实芯焊丝。CO2气体的纯度应大于99.7%,含水率不得大于0.005%。
(9)焊接层间温度应控制在200~250℃之间。打底焊接时,每层焊缝高度与焊条直径相当,焊道宽度超过20 mm后进行CO2气体保护焊。
(10)焊后用烘枪加热焊缝至200℃进行焊后热处理,然后采用保温棉包裹焊缝,缓冷至室温。
3.6 焊缝无损检测标准
3.7 远红外消应
整体消应,对所有配合面(含梁上柱塞孔、梁下与垫板配合面、立柱内腰带孔、夹紧缸密封面等)和螺纹孔进行耐火涂层保护或采取更好的保护措施,控制变形在最小范围内。
3.8 机加
(1)在机床上以未断裂的三个立柱孔找正,并检查柱塞、上垫板接触面、24个滑板面,如发生变形,需按照图纸要求进行修复加工,具体方案经双方协商确定。
(2)在机床上以未断裂三个立柱孔找正,加工断裂角8个滑板面、回程缸孔、端面等符图。
3.9 其他
为了加强断裂部位焊接后的强度,要求在断裂处焊接4个拉筋,以达到延长活动横梁的使用寿命的目的。
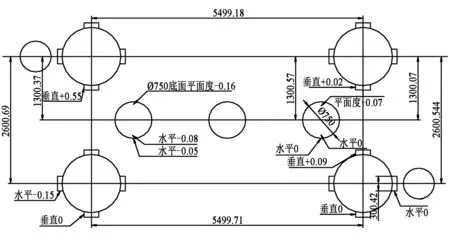
图4 活动横梁修复后检测数据

图5 活动横梁修复后
4 修复结果
活动横梁修复后检测数据见图4,修复后照片如图5。
5 总结
此次活动横梁断裂修复共用焊丝约4 t,其中除了裂口的堆焊之外,还包括四个立柱孔上下端面的堆焊,部分热影响大的螺纹孔的堆焊,其中最重要也是最困难的是大量焊接后的变形控制,主要控制措施有:
(1)焊前严格按要求进行预热,并对螺纹处进行保护。
(2)由于活动横梁太大,热处理炉加热困难,整体加热对活动横梁原加工面影响又太大,因此选择远红外毯加热进行热处理,并采取适当的保护措施,控制断裂风险在可控范围内。
(3)即使采取以上两个措施,仍不可避免,柱塞、上垫板接触面以及24个滑板面还会存在很小变形,可通过机械加工达到图纸尺寸精度要求。
通过采取以上三个措施,很好地控制了此活动横梁断裂修复过程中的变形,尺寸检测合格,现场安装后实际运行效果良好。我公司仅用45天完成了该活动横梁的修复,投入使用近一年时间里,使用效果良好。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
金属加工(热加工)(2020年12期)2020-02-06
山东冶金(2019年3期)2019-07-10
新世纪水泥导报(2016年1期)2016-07-01
焊接(2016年10期)2016-02-27
焊接(2016年8期)2016-02-27
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
焊接(2015年11期)2015-07-18
