
凝胶注模成形Ti6Al4V钛合金的组织和性能研究
2021-03-29 08:02邵艳茹杨芳陈存广郭志猛
精密成形工程 2021年2期
邵艳茹,杨芳,2,陈存广,2,郭志猛,2
凝胶注模成形Ti6Al4V钛合金的组织和性能研究
邵艳茹1,杨芳1,2,陈存广1,2,郭志猛1,2
(1. 北京科技大学 新材料技术研究院,北京 100083;2. 南方海洋科学与工程广东省实验室(珠海)海洋工程材料与腐蚀控制创新团队,广东 珠海 519080)
为了实现低成本、低能耗、高效率制备大尺寸复杂形状钛合金的问题,以凝胶注模技术为成形手段,制备近净成形Ti6Al4V合金,并研究其组织及性能。通过溶液包覆法,在Ti6Al4V钛合金球形粉末表面包覆石蜡(PW),分析有机包覆层在凝胶注模过程中的作用机制及流变行为的影响,测定包覆前后不同粉末进行凝胶注模烧结后的组织及性能,得到该方法对减少钛合金凝胶注模的碳氧残留的效果并进行原理分析。经质量分数为0.36%的石蜡包覆后,烧结样品中碳的质量分数从0.5433%下降到0.2841%,氧的质量分数从0.3859%下降到0.3178%;烧结样品的相对密度从93.6%提高到97.5%。此外,烧结后的试样也具有较好的综合力学性能,抗拉强度为1129 MPa,屈服强度为1015 MPa,伸长率为5.18%。凝胶注模成形技术在制造低成本、形状复杂、性能优异的钛合金零件方面具有良好的应用前景。
钛合金;凝胶注模;表面改性;组织;性能
钛及其合金由于强度高、密度低、耐腐蚀性能好、生物相容性优异,在航空航天、海洋、化工和生物医用等领域发挥着举足轻重的作用[1]。尽管地壳中的钛含量比其他物质如铜、锌、锡等有色金属要丰富得多,但是钛合金的市场应用份额并不大。传统的钛冶炼机加工技术成本高、材料利用率低,难以满足低成本复杂形状零部件的应用要求[2—3],因此,钛的近净成形技术日益引起人们的重视。
钛的近净成形技术主要包括增材制造(Additive manufacturing,AM)、金属注射成形(Metal injection molding,MIM)、凝胶注模(Gelcasting)等技术。其中,增材制造技术因具有更高的设计灵活性和材料利用率,有较大的研究及发展潜力[4]。当前主流的钛及钛合金增材制造技术主要基于高能束快速成形,包括选择性激光熔炼(Selective laser melting,SLM)、电子束熔炼(Electron beam melting,EBM)和选择性激光烧结(Selective laser sintering,SLS)等工艺[5]。大多数AM技术设备成本高,生产效率低,并不适合大批量生产[6]。金属注射成形技术适用于大批量生产小尺寸的产品,具有较高的尺寸精度和产品重现性,特别适用制备具有复杂几何结构的组件[7]。由于脱胶效率等限制,MIM零件的尺寸通常较小,在几毫米到几厘米的范围内。此外,MIM生产产品需要制定特定的模具,MIM模具制作要求高且成本昂贵[8]。
凝胶注模作为另一种近净成形技术也可以用于制作异形构件,不止可以用于陶瓷,同样适用于金属材料,尤其适合常温下的低成本、大尺寸复杂形状的钛及其金属零部件的快速成形[9]。凝胶注模是将粉末原料和凝胶有机物混合均匀,形成料浆倒入模具中,凝胶体系中有机物发生原位聚合反应,作为粘合剂把粉末颗粒粘结在一起[10]。在理想情况下,凝胶注模的坯体在脱除模具成形后具有足够的强度供后续加工处理。坯体的弯曲强度一般在10~40 MPa内[11—13]。目前凝胶注模技术已经被广泛应用于陶瓷领域[14],但由于金属粉末独特的物理和化学性质,特别是钛粉末易氧化的性质,使金属凝胶注模技术的应用受到极大限制[15]。
钛的化学性质活泼,钛粉末更是具有较高的表面活性,使钛粉末的制备和储存都具有一定难度,因此,凝胶注模成形过程中,钛粉末与凝胶体系的相互作用极强,会引起凝胶注模过程中碳、氧等杂质元素的残留。目前,钛及钛合金的凝胶注模发展应用主要面临的挑战包括致密化、间隙元素控制和性能提高[16]。
在这种情况下,钛粉体表面改性被认为是一种有效的方法。对钛凝胶注模来说,包覆的有机物不仅不能与钛粉末发生反应,起到降低氧碳残留的作用,而且所包覆的有机物要在后续工序中易于除去。石蜡(Paraffin wax,PW)是一种低分子有机物,由于其良好的疏水性,空气隔离,易于去除,是钛粉末包覆极好的候选包覆物[17],因此,文中使用PW包覆Ti6Al4V粉末,用以制备高固相含量的浆料以实现凝胶浇注,并研究凝胶注模Ti6Al4V合金的显微组织和力学性能。
1 实验
1.1 粉末包覆
以Ti6Al4V球形粉末为原料,其纯度为99.9%,中位粒径50为15 μm,采自江苏金物新材料有限公司。采用石蜡(PW)作为粉体表面改性剂,将8 g的PW溶解于100 mL环己烷中,然后将原料粉倒入一定量的PW溶液中,以50 r/min的速度进行搅拌120 min。在30 ℃下真空干燥后,得到PW包覆粉末。所有的粉末处理过程都在氩气气氛保护下的手套箱中进行。此外,实验中使用的化学物质均为分析级,由国药化学试剂有限公司提供。
1.2 凝胶注模
以甲苯、甲基丙烯酸羟乙基(C6H10O3,HEMA)和N,N¢-亚甲基双丙烯酰胺(C7H10N2O2,MBAM)分别作为溶剂、有机单体和交联剂。首先,将HEMA和MBAM按照体积比为22︰1的比例加入甲苯中制备预混液,其中HEMA与甲苯的体积比为43︰50,按照相应的体积分数加入Ti6Al4V粉末,使用行星式搅拌器以180 r/min的速度搅拌30 min,料浆中各组分的体积分数见表1,未包覆的TC4粉末固相体积分数为59%。随后,为了实现凝胶反应,过氧化苯甲酰(C14H10O4,BPO,引发剂)和N,N,N',N'-四甲基二胺((CH3)2NCH2CH2N(CH3)2,TEMED,催化剂)一并加入到预混液中。在30 ℃的真空烘箱中干燥60 min后,先在氩气气氛下进行负压脱脂,在450 ℃下保温60 min,然后进行高真空烧结(真空度为10−3Pa),在烧结温度为1320 ℃下保温60 min,最终得到凝胶注模钛烧结样品。
1.3 分析测试
使用NDJ-79旋转粘度计测定浆料粘度,用ONH-2000分析仪测量样品中氧和氮的含量,采用EMIA-920V2装置测定样品中碳的含量。通过扫描电镜(SEM,Quanta 250 FEG)观察材料的形貌、显微组织和断口形貌。使用傅里叶变换红外光谱(FTIR,Bruker Vertex 70)分析粉末表面的化学特性。此外,根据阿基米德原理测定烧结体密度,通过线切割将拉伸样加工成M6的标准样,根据ASTM B328标准测量烧结试样的室温拉伸性能。每一实验测量3~5个样品,以确认再现性。
表1 料浆中各组分的体积分数

Tab.1 Volume fraction of each component in the slurry %
2 结果与分析
2.1 料浆流变行为
为了研究石蜡包覆对凝胶注模钛合金的影响,其氧含量结果如图1所示。氧含量随着PW含量的增加,呈现先下降后上升的趋势。用原始钛合金粉末凝胶注模成形时,氧的质量分数高达0.3859%。钛合金中氧质量分数的最大临界值约为0.33%,一旦高于这个值其塑性显著降低,甚至出现脆断。当质量分数为0.36%的PW包覆在钛粉末表面后,氧的质量分数最低为0.3178%,减少了17.6%。当进一步提高PW含量时,氧含量开始增加,因此,使用该粒径的Ti6Al4V球形粉进行凝胶注模时,PW的最优包覆量(质量分数)约为0.36%。

图1 1320 ℃烧结的凝胶注模TC4钛合金中氧含量随石蜡含量的变化
高固相含量料浆是保证凝胶注模坯体及烧结件综合性能的必要条件。随着固相含量增加,料浆的粘度也会增加。如图2所示,料浆粘度随固相含量的增加而逐渐增大,当固相体积分数达到61%时,浆体粘度急剧增加。这是由于粉末颗粒过多,并且使用较细的球形钛粉,粉末之间的内摩擦作用力增大,造成粘度值过高。考虑到坯体的收缩率和成形质量,文中凝胶成形过程中料浆的固相体积分数为59%。
使用石蜡(PW)包覆钛粉末后,料浆粘度比原始粉末料浆的粘度增加,当固相体积分数从59%提高到61%时,料浆粘度从2.6 Pa·s急剧增加到6.3 Pa·s。PW是一种由烷烃和长链烯烃组成的非极性结构分子,其中烷烃和烯烃是弱极性的,没有极性官能团。当PW包覆在钛粉末表面时,粉末会发生团聚,导致粘度增大。

图2 Ti6Al4V粉末料浆粘度与固相含量的关系
2.2 粉末包覆行为
图3显示了包覆前后粉末的表面形貌变化,可以看出,原料粉末的表面相对光滑,粉末颗粒之间没有粘附,如图3a所示。经过PW包覆后,粉末表面粗糙,带有一些明显的类似于薄层状附着物,并且颗粒发生粘结,可以推断粉末表面的附着物是PW。总体来说,包覆涂层分布比较均匀,没有观察到未覆盖的区域。
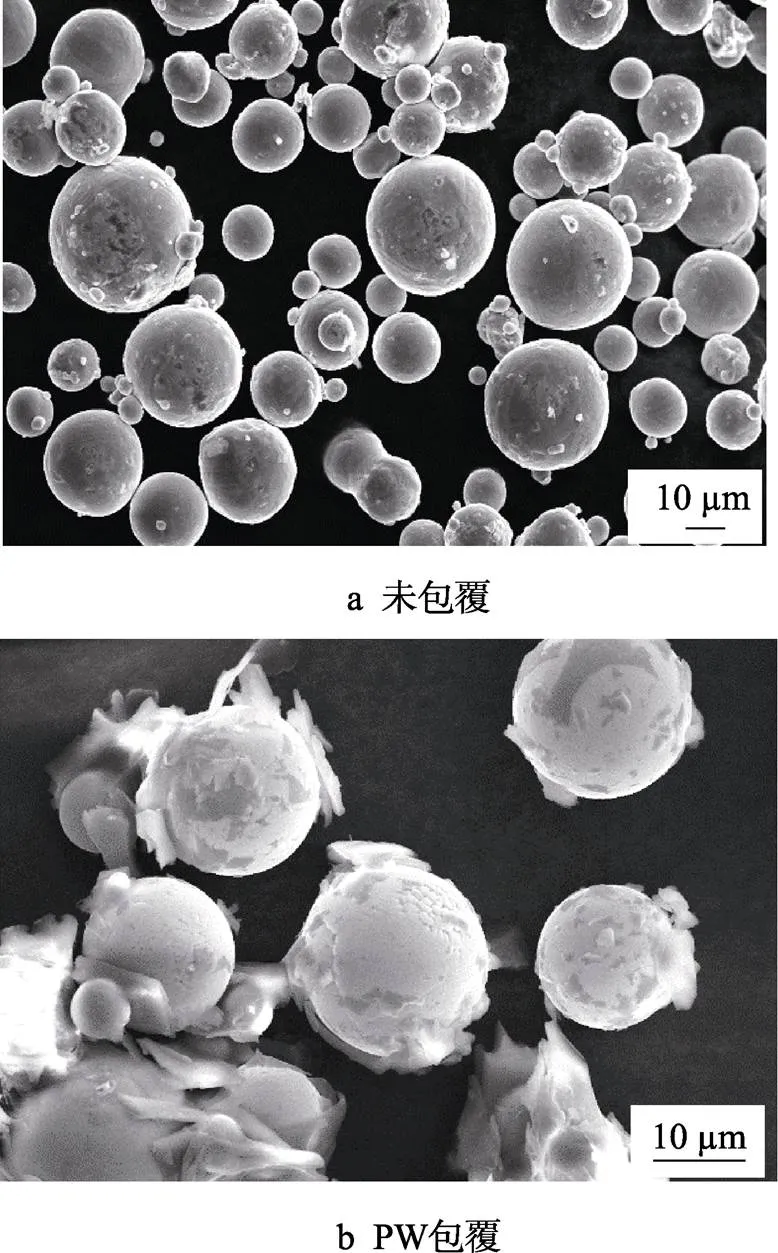
图3 Ti6Al4V粉末表面形貌
PW的红外吸收光谱如图4所示,集中在2850 cm−1和2930 cm−1处的谱带分别对应于—CH2的对称和反对称拉伸振动,在1380 cm−1处观察到CH3的对称变形振动峰,在760 cm−1处有一个明显的吸收峰,这是由亚甲基(CH2—)的面内摇摆振动引起的。根据图4的FTIR分析,可以发现PW已成功包覆在粉末表面上。在PW包覆的钛粉光谱曲线上观察到2930 cm−1和2850 cm−1的峰,且没有发现其他新的特征峰。可以推断出,PW是通过物理吸附包覆在钛粉末表面上的。
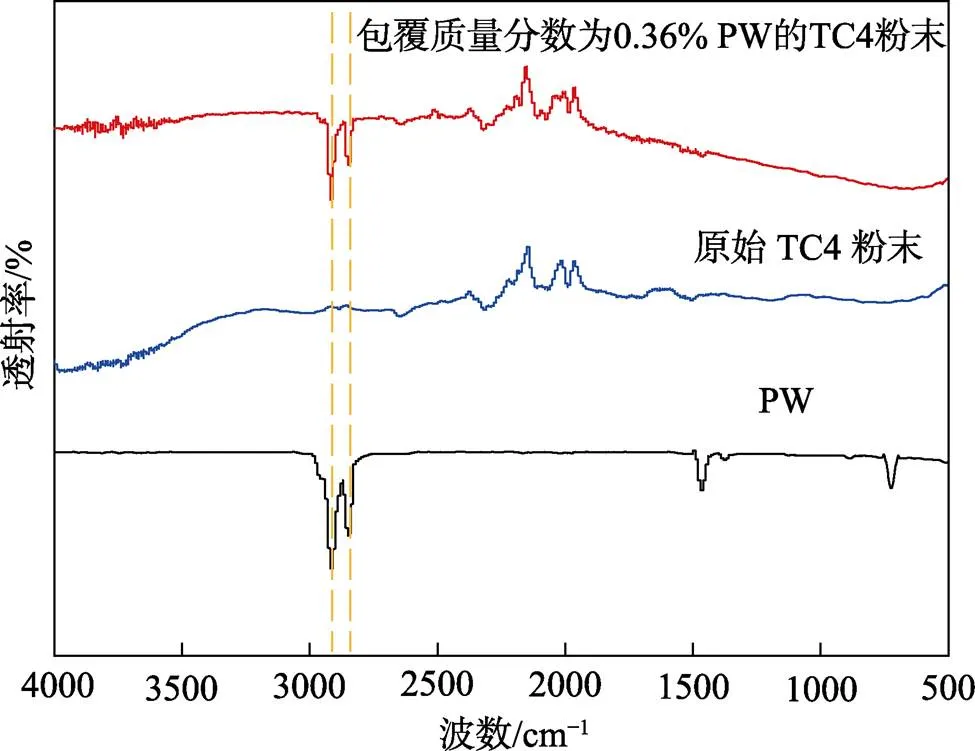
图4 PW和Ti6Al4V粉末的红外光谱
在凝胶注模成形过程中,凝胶体系发生交联固化反应[20],料浆原位固化成坯体,并具有凝胶模具的形状,其中坯体的断裂表面形貌如图5所示。当以未包覆的钛粉末为原料时,凝胶失去液体性质,变成微小颗粒直接沉淀在钛粉末表面,如图5a所示。经过PW包覆后,坯体的断口形貌明显不同。如图5b所示,在粉末表面上可以清楚地看到一层涂层膜,涂层的厚度远小于1 μm,结合FTIR分析可知,涂层薄膜由PW组成。在坯体断口形成过程中,粉末表面的一些PW包覆层被剥落。粉末表面上的PW包覆层有利于削弱大分子胶凝剂对粉末的附着力,这对于阻止氧自由基和其他间隙元素是有益的。当涂层被剥落后,可观察到光滑的粉末表面,这与图5a中的粗糙表面明显不同。
为了阐明凝胶过程中PW包覆层对钛合金粉末的作用机理,图6给出了其作用机制。在交联反应中,生成的氧自由基化学性质不稳定,不仅与HEMA单体交联形成分子链,而且很容易与钛粉发生偶联反应,导致严重的氧化。当粉末表面被PW包覆层保护时,PW涂层阻止氧自由基与钛粉末直接接触。此外,表面PW也有利于消除大分子胶凝剂对钛粉末的直接粘附,如图5b所示,从而进一步降低了脱胶过程中有机物带来的碳杂质残留。从表2可以发现,粉末不处理时,凝胶注模钛样品的碳和氧的质量分数分别为0.5433%和0.3859%。当粉末表面改性后,碳和氧的质量分数分别降为0.2841%和0.3178%。可见,PW包覆层有效减轻了钛合金中的氧和碳污染物残留。

图5 TC4粉末凝胶注模钛坯体断口形貌

图6 凝胶注模过程中PW包覆层对钛合金粉末的作用机理示意
图7显示了不同处理的凝胶注模钛烧结样品的微观组织形貌。在未包覆的试样中存在明显的孔洞,相对密度低至93.6%。使用PW包覆后,钛合金的组织获得很大改善,孔洞明显减少,烧结致密度仍能达到97.5%。根据EDS结果,发现深灰色颗粒是碳化钛,如图7b中的标记所示,碳化物主要沉淀在晶界和孔中,因此,在未包覆的试样中,钛粉末颗粒与凝胶有机物相互作用大,产生过多的碳杂质残留,导致过量的TiC颗粒形成。相反,粉末经过涂层改性后,烧结试样中的碳残留明显降低。这一结果进一步证明了粉末表面的PW涂层对氧和碳控制具有有利作用,削弱了Ti6Al4V粉末与凝胶有机物之间的相互作用。值得一提的是,烧结过程中原位形成TiC颗粒,因此TiC颗粒相对较小,约为2~6 μm。
研究发现,当粉末不进行包覆处理时,凝胶注模钛样品表现出明显的脆性断裂,伸长率为0.9%,如表2所示,这主要归因于较低的烧结密度以及高含量的碳和氧残留。当粉末表面进行包覆处理时,凝胶注模钛样品具有较好的综合性能,拉伸强度为1129 MPa,拉伸强度相比于不包覆样品提高了原来强度的22.05%,屈服强度为1015 MPa,伸长率为5.18%,相较于包覆前凝胶注模烧结样品,伸长率提高了4.28%。由于碳化钛的第二相增强和氧元素的固溶强化作用,材料的强度较高,但TiC的存在会导致伸长率降低。另外,存在3%的孔隙率对试样伸长率也有很大的负面影响。通过表2与其他近净成形技术的研究对比可以看出,通过石蜡包覆钛粉末后,凝胶注模钛样品具有相对较好的综合性能,因此,凝胶注模钛零件由于其低廉的生产成本,良好的可成形性和综合的力学性能具有广阔的应用前景。

图7 凝胶注模钛合金的组织形貌和EDS分析
表2 凝胶注模TC4合金的O,N,C含量及力学性能

Tab.2 O, N, C contents and mechanical properties of gelcasting TC4 alloys
3 结语
1)使用石蜡包覆Ti6Al4V球形粉末可实现钛合金凝胶注模成形,PW的最优添加量(质量分数)为0.36%,且其料浆具有良好的流变行为。
2)PW包覆层阻碍了凝胶有机物与钛粉末的相互作用,有效控制了碳和氧元素的残留。烧结后,凝胶注模钛合金中碳和氧的质量分数分别降低了47.7%和17.6%。
3)PW包覆层对提高凝胶注模钛合金的力学性能起到了重要的作用。凝胶注模TC4钛合金具有良好的综合性能,抗拉强度为1129 MPa,屈服强度为1015 MPa,伸长率为5.18%。
[1] JI Reng-ji, WANG Hao-yu, WANG Bao-kun, et al. Removing Loose Oxide Layer and Producing Dense-phase Layer Simultaneously to Improve Corrosion Resistance of Ti-6Al-4V Titanium Alloy by Coupling Electrical Pulse and Ultrasonic Treatment[J]. Surface and Coatings Technology, 2020, 384: 125329.
[2] XU Wei, LUI Ei-wei, PATERAS A, et al. In Situ Tailoring Microstructure in Additively Manufactured Ti-6Al-4V for Superior Mechanical Performance[J]. Acta Material, 2017, 125: 390—400.
[3] 张学军, 唐思熠, 肇恒跃, 等. 3D打印技术研究现状和关键技术[J]. 材料工程, 2016, 44(2): 122—128. ZHANG Xue-jun, TANG Si-yi, ZHAO Heng-yue, et al. Research Status and Key Technologies of 3D Printing[J]. Material Engineering, 2016, 44(2): 122—128.
[4] HUANG Run-ze, RIDDLE M, GRAZIANO D. Energy and Emissions Saving Potential of Additive Manufacturing: The Case of Lightweight Aircraft Components[J]. Journal of Cleaner Production, 2015, 135: 1—12.
[5] SHAHRUBUDIN N, LEE T C, RAMLAN R. An Overview on 3D Printing Technology: Technology, Materials and Applications[J]. Procedia Manufacturing, 2019, 35: 1286—1296.
[6] 朱知寿, 商国强, 王新南, 等. 低成本高性能钛合金研究进展[J]. 钛工业进展, 2012, 29(6): 1—5. ZHU Zhi-shou, SHANG Guo-qiang, WANG Xin-nan, et al. Research Progress of Low Cost High Performance Titanium Alloys[J]. Progress in Titanium Industry, 2012, 29(6): 1—5.
[7] DEHGHAN-MANSHADI A, BERMINGHAM M J, DARGUSCH M S, et al. Metal Injection Moulding of Titanium and Titanium Alloys: Challenges And Recent Development[J]. Powder Technology, 2017, 319: 289—301.
[8] YE Shu-long, MO Wei, LYU Yong-hu, et al. Metal Injection Molding of Thin-Walled Titanium Glasses Arms: a Case Study[J]. JOM, 2018, 70: 616—620.
[9] 李艳, 郭志猛, 郝俊杰, 等. 金属粉末凝胶注模成形技术的研究现状及应用前景[J]. 粉末冶金工业, 2006, 16(5): 34—37. LI Yan, GUO Zhi-meng, HAO Jun-jie, et al. Research Status and Application Prospect of Metal Powder Gel Injection Molding[J]. Powder Metallurgy Industry, 2006, 16(5): 34—37.
[10] YIN Shuang, PAN Li-mei, HUANG K, et al. Porous Si3N4 Ceramics With Hierarchical Pore Structures Prepared By Gelcasting Using DMMA as Gelling Agent And PS As Pore-Forming Agent[J]. Journal of Alloy and Compound, 2019, 805: 69—77.
[11] XIE Rui, ZHANG Duo, ZHANG Xiao-yong, et al. Gelcasting of Alumina Ceramics With Improved Green Strength[J]. Ceram Int, 2012, 38: 6923—6926.
[12] ZHANG Xin-yue, GUO Zhi-meng, CHEN Cun-gaung, et al. Additive Manufacturing of WC-20Co Components By 3D Gel-Printing[J]. International Journal of Refractory Metals and Hard Materials, 2017, 70: 215—223.
[13] YANG Fang, ZHANG Xin-yue, GUO Zhi-meng, et al. 3D Gel-Printing of Sr Ferrite Parts[J]. Ceramic International, 2018, 44: 22370—22377.
[14] PIETRZAK E, WIECINSK P, POTERAL M, et al. Diglyceryl Acrylate as Alternative Additive Dedicated To Colloidal Shaping of Oxide Materials-Synthesis, Characterization and Application in Manufacturing of ZTA Composites by Gelcasting[J]. Journal of the European Ceramic Society, 2019, 39: 3421—3432.
[15] YE Qing, GUO Zhi-meng, LU Bo-xin, et al. Low-Molecular Mass Organic Gelcasting of Titanium Hydride To Prepare Titanium[J]. Advanced Engineering Material, 2015, 17: 640—647.
[16] BIASETTO L, DEMORAES E G, COLOMBO P, et al. Ovalbumin as Foaming Agent for Ti6Al4V Foams Produced by Gelcasting[J]. Journal of Alloys and Compounds, 2016, 687: 839—844.
[17] KWON Y S, GROMOV A A, STROKOVA J I. Passivation of the Surface of Aluminum Nanopowders by Protective Coatings of the Different Chemical Origin[J]. Apply Surface Science, 2007, 253: 5558—5564.
[18] 郭世柏, 张厚安, 张荣发, 等. 钛合金粉末注射成形溶剂脱脂工艺研究[J]. 稀有金属材料与工程, 2007(3): 537—540. GUO Shi-bai, ZHANG Hou-an, ZHANG Rong-fa, et al. Research on Solvent Degreasing Process of Titanium Alloy Powder Injection Molding[J]. Rare Metal Materials and Engineering, 2007(3): 537—540.
[19] LIU Wei, WEN Jia-xin, XIE Zhi-peng, et al. Powder Modification Mechanism Effects of Binder Compositions on the Thermal Behavior, and the Mechanical Properties of the Ceramic Injection Molded System[J]. Ceramic International, 2018, 44: 5646—5651.
[20] REN Xiang-yuan, SHAO Hui-ping, LIN Tao, et al. 3D Gel-Printing-An Additive Manufacturing Method for Producing Complex Shape Parts[J]. Materials and Design, 2016, 101: 80—87.
[21] YE Shu-long, MO Wei, LYU Yong-hu, et al, The Technological Design of Geometrically Complex Ti-6Al-4V Parts by Metal Injection Molding[J]. Applied Science, 2019, 9: 1339—1149.
[22] SIMONELLI M, TSE Y Y, TUCK C. Effect of the Build Orientation on the Mechanical Properties and Fracture Modes of SLM Ti6Al4V[J]. Mater Science Engineering A, 2014, 616: 1—11.
Microstructure and Performance of Gelcasting Ti6Al4V Alloys
SHAO Yan-ru1, YANG Fang1,2, CHEN Cun-guang1,2, GUO Zhi-meng1,2
(1. Institute for Advanced Materials and Technology, University of Science and Technology Beijing, Beijing 100083, China; 2. Innovation Group of Marine Engineering Materials and Corrosion Control, Southern Marine Science and Engineering Guangdong Laboratory, Zhuhai 519080, China)
The work aims to prepare near-net forming Ti6Al4V alloy by gelcasting technology and study its microstructure and performance to prepare large-sized and complex-shaped titanium (Ti) alloy with low cost, low energy consumption and high efficiency. Ti6Al4V powder surface was coated with paraffin wax (PW) using solution. The influences of action mechanism and rheological behavior of PW coating in gelcasting process were investigated. The microstructure and performance of the uncoated and coated gelcasted samples were analyzed. The effect and mechanism of PW coating on carbon and oxygen residual of the gelcasted Ti alloy were clarified. With 0.36% PW addition, the carbon and oxygen contents of as-sintered sample decreased from 0.5433% to 0.2841% and from 0.3859% to 0.3178%, respectively. The relative density of the as-sintered sample increased from 93.6% to 97.5%. Besides, the as-sintered sample also exhibited better comprehensive mechanical properties, about 1129 MPa of tensile strength, 1015 MPa of yield strength, and 5.18% of elongation. Gelcasting technology shows good application prospects for fabricating complex-shaped and high-performance Ti parts with low cost.
titanium alloy; gelcasting; surface modification; microstructure; performance
10.3969/j.issn.1674-6457.2021.02.002
TB31
A
1674-6457(2021)02-0007-06
2020-10-31
国家自然科学基金(52004027)
邵艳茹(1994—),女,博士生,主要研究方向为高性能凝胶注模钛及钛合金近净成形技术。
杨芳(1989—),女,博士,副研究员,主要研究方向为粉末冶金。
猜你喜欢
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
模具制造(2019年4期)2019-12-29
山东冶金(2019年5期)2019-11-16
中国自行车(2018年8期)2018-09-26
制造技术与机床(2018年9期)2018-09-19
中成药(2018年1期)2018-02-02
滇池(2017年5期)2017-05-19
当代化工研究(2016年9期)2016-03-20
焊接(2016年7期)2016-02-27
