热复合式叠片机在锂离子电池中的应用研究
2021-03-07 02:28黄持伟阳如坤
电源技术 2021年2期
黄持伟, 阳如坤
(深圳吉阳智能科技有限公司,广东深圳518100)
随着环境形式的不断严峻,人类的生存受到了巨大的威胁,特别是全球气温不断上升,已经给全人类敲响了警钟,而这主要的原因之一就是化石能源的用量不断增加,排放到空气中的二氧化碳以及其他有害气体不断增多,因此运用洁净的新能源代替化石能源来减少二氧化碳以及其他有害气体的排放是全人类发展的必由之路[1]。锂离子电池具有能量密度大、自放电小、无记忆效应、工作电压范围宽、寿命长、无环境污染等特点,是目前动力汽车替代化石能源的最佳选择,也是电池行业发展及研究的热点和方向。目前,锂离子电池的运用领域在不断扩大,从先前的电子通信产品、动力汽车向航空航天、航海、节能环保、国防等战略性领域发展[2-4]。
高安全、高效率、长寿命、低成本是锂离子电池技术发展永恒追求的方向和目标[2]。电芯是锂离子电池的核心部件,其质量的高低直接决定了锂离子电池性能的优劣,而极芯又是电芯的主要组成部分。现有锂离子电池极芯的制造工艺主要分为卷绕和叠片两种,从整个电池制造和电池质量性能方面来说,两种工艺各有千秋。本文以国家重点研发计划“新能源汽车”试点专项“高比能量动力锂离子电池的研发与集成应用”项目为契机,在研究现有极芯技术工艺不足的情况下,开发出一种新的热复合式叠片机,为提高锂离子电池的质量和性能奠定坚实的基础。
1 极芯制造技术现状
1.1 卷绕工艺
卷绕就是通过控制极片的速度、张力、尺寸、偏差等因素,将分条后尺寸相匹配的正极极片、负极极片及隔膜、终止胶带等卷成极芯的一种极芯生产工艺。目前圆柱和方形锂离子电池主要采用卷绕工艺生产,由于卷绕工艺可以通过旋转实现极芯的高速生产,所以现阶段在极芯生产速率方面,卷绕工艺具有比较明显优势,这也是目前国内各大电池制造厂家大多数都采用卷绕工艺来制造锂离子电池极芯的主要原因。
卷绕工艺由于自身的技术特点,其制造出来的极芯也存在一些不可避免的缺陷。卷绕工艺将正极极片、负极极片及隔膜、终止胶带等卷成极芯,而正极极片和负极极片是通过涂布工艺将正极材料和负极材料涂覆在正负极集流体上,在极芯两端部的极片受到卷绕折弯[如图1(左)所示],极片上的涂层材料不可避免的受到较大的弯曲变形,极芯的折弯处出现了掉粉的现象[如图1(右)所示]。相对极芯的中间平整部位,极芯两端折弯的地方容易出现较大的缝隙。另外,在极芯卷绕过程中,极片和隔膜所受拉力容易出现不均匀,容易产生褶皱,极片的膨胀和收缩、隔膜拉伸等都会导致所生产的极芯变形。
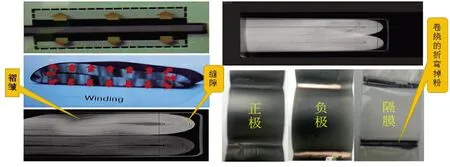
图1 卷绕工艺极芯易产生的缺陷
1.2 叠片工艺
叠片则是通过送片机构将正、负极片与隔膜交替堆叠在一起,最终完成多层叠片极芯的一种极芯生产工艺。目前软包锂离子电池的制造主要采用叠片工艺,叠片工艺将切割好的单个极片层叠在一起。相比卷绕工艺,叠片工艺能有效避免卷绕工艺中由于极片、隔膜折弯而产生的掉粉、缝隙等极芯缺陷,比较符合锂离子均匀运动的原理,极芯质量能得到有效提高,电池的整体能量密度也有一定提升,但在极片堆叠过程中,由于要将单个的正、负极片循环交叉堆叠在一起,相对卷绕工艺在极芯生产速率上较慢。

图2 Z形叠片技术原理图
Z 形叠片技术是目前较为常见的一种叠片工艺,其原理如图2 所示。通过可移动叠片台拉动隔膜在叠片平台之间来回移动,实现正极极片和负极极片的交叉堆叠。Z 形叠片技术隔膜会随可移动叠片台左右摆动,隔膜摆轴容易造成不对称,而导致隔膜变形不一致;隔膜张力每次从零到最大,导致隔膜拉伸不一致,起始小,中间大,最后降为零,对隔膜的机械性能产生较大的影响,也导致隔膜变形不一致,同时隔膜的孔隙率、平均孔径、比表面积都会有较大的变化,影响极芯的质量;在叠片过程中,需要摆动隔膜来叠放极片,避让隔膜的角度交替进行,增加了单次叠片所需要的时间,同时只能实现单片堆叠,叠片效率很难有大的提升。
2 热复合式叠片机原理及功能
针对现有锂离子电池极芯制造技术的缺陷和不可避免的短板,要想通过对极芯制造技术的改进来提高锂离子电池的质量、性能以及生产效率,就要针对上述卷绕和叠片工艺中存在的问题进行剖析。在现有工艺的基础上,开发出既能具备现有工艺的优势,同时又能尽量规避现有技术的不足的锂离子电池极芯制造工艺装备,使得热复合式叠片机应运而生。
2.1 设备原理
热复合式叠片机的工艺原理如图3 所示。正极卷料、负极卷料、隔膜同时进料,在进入加热装置前,正极片、负极片通过切刀裁切成所需尺寸的单个极片,正极片、负极片、隔膜的组合体在辊轮的作用下进入加热系统。通过加热后,在加热装置的出口处进行热辊压,热辊压后的正极片、负极片、隔膜紧密贴合在一起,再通过切刀,将隔膜切断,形成单个的叠片单元,然后通过机械装置将单个的叠片单元堆叠在一起,之后再对叠片堆进行热平压,形成极芯。热复合式叠片机来料为已切割极耳的正、负极卷料,进行正、负极裁切、热复合、叠片、热压与四周包胶,能够实现全片式叠片。
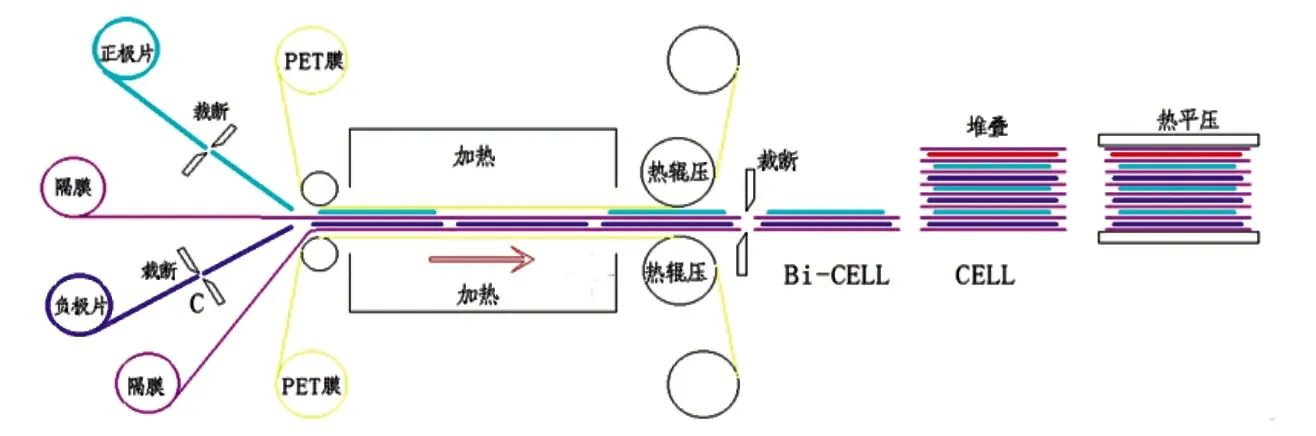
图3 热复合式叠片机工艺原理图
2.2 设备功能
热复合式叠片机主要由制片复合段、堆叠段、叠片热压段、包胶下料段组成,能够实现对极片隔膜自动放卷、自动纠偏、张力控制、极耳抚平和导向、除尘、极片截断和送料、热复合、CCD 定位和叠片、包胶、称重贴码等功能。热复合式叠片机的技术路线如图4 所示,具体的工艺过程是:正负极卷、隔膜卷由伺服电机自动放卷,经过张力控制和纠偏,通过极片裁切装置将正负极片裁切为定长的单片,再将正、负极单片与双层隔膜送进烘箱内进行预热,在极片和隔膜的传输过程中,使用麦拉膜对极片和隔膜进行保护。完成预热后通过辊压进行单元复合,再通过隔膜切断机构裁切成独立的叠片单元。独立的叠片单元在真空输送带上吸附运送至CCD 拍照位置,经过拍照定位后将位置信息传送至搬送机械装置。搬送机械装置通过吸附叠片单元,将其堆叠到叠片台上,堆叠至需要层数后,再将极芯输送至热压平台完成热压。热压后极芯进入包胶工位进行短路测试并完成四周包胶,称重后在表面贴码,实现信息绑定。最终进行NG 自动剔除,将合格极芯转至下一道工序。
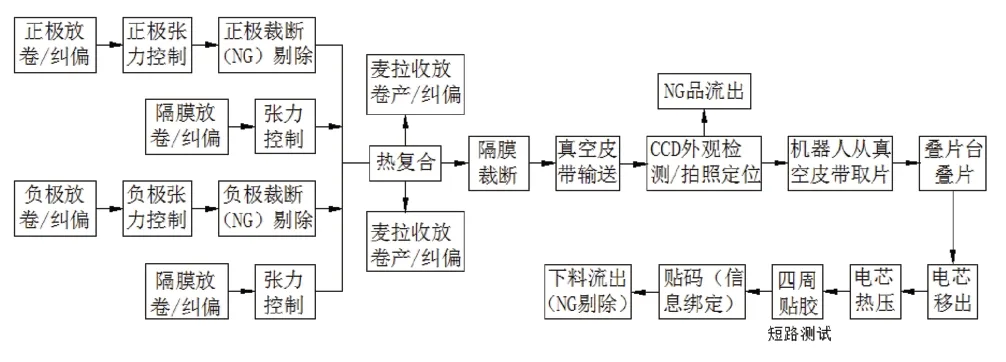
图4 热复合式叠片机技术路线图
2.3 设备参数
热复合式叠片机可根据电池生产的需要选择相应的布局方式,目前已开发出单机架布局[见图5(a)]和双机架布局[见图5(b)]两种方式。双机架布局方式近似由两组单机架布局对称布置组成,在叠片极芯输出端合拢为一体。双机架布局方式的生产效率为单机架布局方式的生产效率的2 倍左右,相比两台单机架布局,双机架布局方式的设备整体空间和占地面积会节省不少。
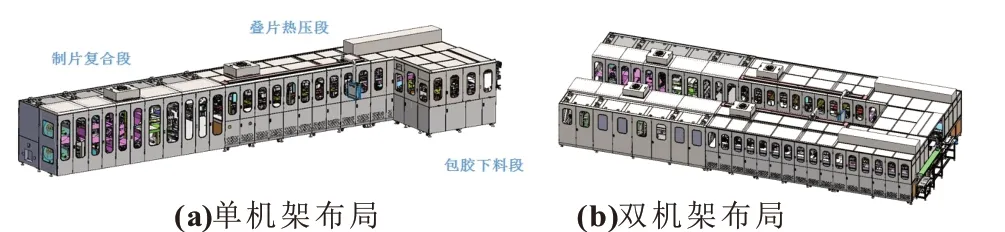
图5 热复合式叠片机整机布局模型图
热复合式叠片机设备的主要技术参数如表1 所示,主要包括生产效率、产品范围、极芯对齐度、合格率、CMK 值、设备内洁净度等,产品的具体尺寸规格可依据其型号具体确定,其尺寸只要在设备能够制造的产品范围内即可。
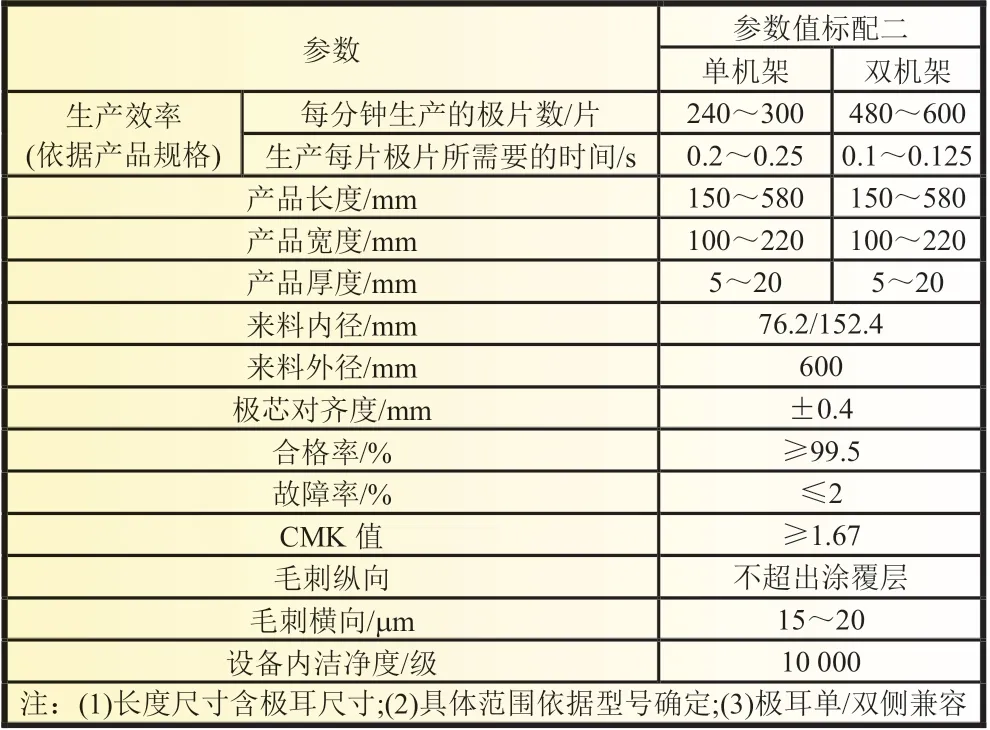
表1 设备主要技术参数
3 热复合式叠片机优势
热复合式叠片机是在充分研究和分析现有锂离子电池极芯制造技术的不足的前提下开发出来的,相对于传统的正、负极片单个叠片交叉堆叠的叠片方式,其最大的特点就是实现正极、负极和隔膜一次性完全切片堆叠,等于正极、负极首先一次性成形一个小的叠片单元,再由小的叠片单元堆叠成极芯,实现全片式叠片,有效提高了叠片及极芯的质量和生产速率,是一种全新的锂离子电池极芯制造技术,相对于现有技术具有明显优势。
3.1 极芯隔膜质量高
在正极、负极和隔膜进行制片及热压的过程中,隔膜所受的拉力方向始终不变,速度保持均匀,相对于卷绕工艺过程中隔膜受的拉力是不断变化的情况,能有效避免隔膜由于受力不断变化而产生的不均匀延展、褶皱、变形以及隔膜机械性能下降的问题;相对于Z 形叠片工艺中隔膜所受拉力周期性变化以及周期性摆动的情况,同样能有效避免隔膜由于受力不均匀且运动速度不平稳而产生的极芯变形和隔膜性能下降的情况,图6(a)为热复合式叠片方式生产极芯的示意图,中间隔膜受单一方向的均匀拉力,平而直,与上下贴合的正、负极片贴合面接触良好;图6(b)为Z 形叠片方式生产极芯的示意图,由于中间隔膜受力不断变化且运动方向也在不断改变,因此隔膜与上下贴合的正、负极片贴合面不完整,中间存在空心部分,最终会导致正负极之间离子的路径通道减少,使电池质量下降。热复合式叠片机在生产过程中隔膜连续单方向输送,速度和张力控制稳定,制造出来的极芯界面平整,隔膜的机械性能、孔隙率、平均孔径、极片与隔膜界面等均匀一致,对后续锂离子电池性能的一致性和充放电能力以及循环寿命都有着非常重要的影响。

图6 隔膜对极片影响示意图
3.2 极芯极片质量提高
热复合式叠片机在制片过程当中,正负极片以及隔膜通过热复合一次性成形叠片单元体,与隔膜一样,极片也是连续单方向输送,输送速度均匀,所受的张力稳定,极片在形成极芯的过程当中没有受到其他方向的力,生产的极芯如图7所示。热复合工艺生产的极芯界面相对平整,无褶皱变形现象;而卷绕工艺生产的极芯内部的极片间存在间隙,在折弯处存在掉粉现象。由于生产方式截然不同,这种掉粉现象在热复合式叠片技术中不可能出现。将正负极极片先通过热复合制成叠片单元,再进行堆叠,相比单个正负极极片交叉堆叠叠片工艺,能有效减少隔膜拉伸不均匀以及在极片和极芯堆叠及输送转移过程中产生的极片错位现象,有效提高极芯中极片的对齐度。

图7 热复合工艺技术制出的极芯
3.3 设备效率高
热复合叠片机是集成切片、叠片、热压、包胶等工序于一体的高度集成的锂离子极芯制造设备,设备占地面积少,运营能耗低,自动化程度高,所需操作人员数量少,能有效降低企业的生产运营成本。由于其工艺特点,热复合叠片机在细长型极芯规模工程化方面有较大优势,目前按照每分钟生产的极片数300 片核算,1 GWh 只需要2 台复合式叠片机。在未来设备效率还有较大的提升空间,每分钟生产的极片数可达600~1 000 片,即1 台设备能满足1 GWh 产能,相对于现有其他叠片技术来说,产能有显著提高。
3.4 设备拓展性强
目前锂离子电池正大规模应用到各行各业中,需求不断增长,但近几年对半固态锂电池和固态锂电池的研究也在不断升温,虽然目前基本还处在实验阶段,但由于半固态和固态锂电池相对现有的锂离子电池具有更高的能量密度、更长的使用寿命、更好的安全性保障[5-6],未来完全有可能广泛运用。半固态和固态锂电池与现有锂离子电池在原理以及制造工艺上十分相似,热复合式叠片机能够很好地适用或改进成半固态和固态锂电池的生产设备,为今后电池企业适应市场需求、快速转型升级打下坚实的基础。
3.5 智能化程度高
锂离子电池电芯的制造过程复杂,需要管控的质量因素繁多,制造过程中的物料、环境、设备等因素都会对电池质量有重要影响。而热复合式叠片机的高度集成,有利于实现生产过程中的设备信息、过程信息、管理信息与其他系统之间的互联互通。通过提高设备的智能化可实现对锂离子电池制造过程的实时监控,提高锂离子叠片电芯的质量,对后续电池的质量追溯和工艺分析提供了有力的支撑。同时,制造设备智能化程度的提高也会减少生产线操作人员的数量,有助于企业降低生产成本,同时缩短电池的制造周期,提高电池的生产速率。
4 结语
热复合式叠片机是在深入剖析现有锂离子电池极芯制造技术的不足和缺陷的情况下开发出来的锂离子电池极芯制造设备,能够有效避免或减少传统极芯制造工艺中容易出现的极芯褶皱、缝隙、折弯掉粉、隔膜性能下降、叠片错位等缺陷的发生,有效提高锂离子电池的质量和性能。同时锂离子电芯制造设备具有系统集成度高、智能化程度高、生产效率高、控制精度高、产品可追溯性强等特点,是锂离子电池极芯制造未来的发展方向。随着新能源汽车的普及以及锂离子电池在其他各行业的需求的日益增长,热复合式叠片机的发展前景将十分广阔。另外,考虑到未来锂电池技术的更新和发展,制造设备具有良好的可扩展性,有助于未来电池企业的技术转型和升级。本项目研发的产品应用在国家科技部重大专项项目中,可实现高效、高品质生产,三元811 软包单体电芯比能量已达到了302 Wh/kg。
猜你喜欢
再生资源与循环经济(2022年9期)2022-11-20
农业工程学报(2022年13期)2022-10-09
水资源与水工程学报(2022年3期)2022-07-01
化学工程师(2022年1期)2022-02-23
橡塑技术与装备(2021年13期)2021-07-16
橡塑技术与装备(2021年9期)2021-05-12
水资源与水工程学报(2019年2期)2019-05-17
中国铸造装备与技术(2017年6期)2018-01-22
石油化工技术与经济(2017年1期)2017-03-29
焊接(2016年9期)2016-02-27