
SLS成型技术工艺原理及应用
2021-03-01 05:42孔祥忠
中国新技术新产品 2021年1期
孔祥忠
(湖南理工学院机械工程学院,湖南 岳阳 414000)
0 引言
选择性激光烧结快速成形(Selective Laser Sintering Rapid Prototyping,SLS)技术材料选择广泛,正在迅速发展,并得到了越来越多的关注[1]。SLS 技术与其他快速成型的制作过程相同,都采用离散堆叠成型原理,使用Nd:YAG 激光发射器作为光源,利用切片中的二维信息,通过计算机来控制激光束,调整合适的激光密度,全部烧结后,除去多余的粉末,进行一系列研磨处理后得到零件。该技术将CAD 技术、数字控制加工、激光和材料技术相结合,缩短了产品设计制造周期,降低了开发成本,提高了产品竞争力。由于SLS 工艺具有许多优点,例如粉末材料选择广泛,其制造工艺相对简单,具有无支撑结构以及零件直接烧结等特点,因此其发展最为迅速,已成为最成功和商业化的快速成型方法之一[2-3]。
1 SLS 技术原理
1.1 SLS 技术的成形工艺原理
图1 是SLS 技术制造工艺的原理。首先,建立CAD 模型,并转化为STL 格式,利用分层软件对CAD 模型进行切片,获得各加工层的数据信息,在计算机的控制下,根据层面信息调整激光束进行扫描,使粉末烧结固化,重复该过程,直到得到三维实体[4]。

图1 SLS 技术的成形工艺原理
1.2 SLS 快速成形技术工艺流程
SLS 快速成形技术工艺,具体流程如图2 所示。
1.2.1建立CAD 模型
采用Pro/E,UG 等三维CAD 软件建立3D 实体模型,并以STL 格式输出。

图2 SLS 快速成形工艺流程图
1.2.2 分层处理
目前,SLS 所支持的文件格式为STL,采用分层软件在Z方向进行分层处理,得到分层截面,并将该层面信息转化为激光扫描时的轨迹。
1.2.3 烧结成形
扫描之前,先将成型缸下降一定厚度,然后使供粉缸升高一定的高度,铺粉辊从左边压到成型缸上。激光扫描第1 层横截面及轮廓信息,激光扫描的粉末会在高温下迅速熔化并相互黏接;烧结完第一层后,铺粉,进行第2 层激光扫描,如此重复直到烧结完成。
1.2.4 后处理
零件烧结完成后,升起成型缸,取出零件,然后用气枪对零件表面残余的白色粉末部分进行清洁。通常,激光烧结的零件强度相对较低,且零件多孔,应根据需要进行热激光固化和渗蜡等后处理。
2 金属材料SLS 成型技术分析
2.1 金属材料SLS 成型技术
目前,金属粉末SLS 成型的主要方法有间接和直接2种。
2.1.1 间接法成形工艺
2.1.1.1 间接法使用的粉末材料
金属粉末与有机黏合剂的混合方法有以下2 种:1) 金属材料包裹在覆有有机材料的金属粉末上。制作该粉末材料的过程虽然复杂,但是该材料具有较好的烧结性能和更高比例的有机材料。2)金属与有机材料混合的粉末虽然较容易得到,但烧结性能差。
2.1.1.2 间接法成形工艺
SLS 间接法成型工艺分为3 个阶段:SLS 的原型制造,粉末烧结制件的生产以及金属后处理。
2.1.1.2.1 烧结工艺
SLS 成型零件的质量与成型参数有关。SLS 成型参数主要包括激光功率、扫描速度、扫描距离、层厚和光斑大小等。如果能量密度过低,金属颗粒之间的结合强度就会很低。为了使模塑零件能够维持其形状,扫描距离和厚度必须考虑成型效率以及强度和密度,使用较大的扫描间距和层厚会对成型效率有利。
2.1.1.2.2 后处理工艺
形成的坯件需要进行后处理才能成为高密度金属功能部件。后处理通常包括3 个步骤:1)降解聚合物。加热能够除去连接金属颗粒的聚合物。2)二次烧结。在第1步后,金属粉末颗粒之间的聚合物几乎被完全清除。为了能够保持其稳定形态,需要建立金属粉末颗粒之间的离子连接,这需要将坯料加热到较高温度。3)渗金属。二次烧结后,成型件多孔、强度较低,使用渗金属的方法进行后处理。低熔点的金属在熔化过程中,由于毛细、重力等作用,模块内的孔都被密度较高的金属填充
2.1.2 直接法
2.1.2.1 直接法使用的粉末材料
2.1.2.1.1 单组分金属粉末
单组分烧结,特别是对于难熔金属,需要非常强大的激光才能在相对较短的时间内达到熔化温度。在烧结过程中,激光在很短的时间内(通常为0.5 ms~25 ms),连续照射金属粉末颗粒,粉末颗粒的熔化和固化立即完成。在这样短的热循环中,黏性流或粒子熔化可以使金属粉末颗粒快速结合,但是难以获得致密的零件。
2.1.2.1.2 多组分金属粉末混合体系
多组分金属粉末混合的形成机制一般遵循传统液相烧结的机制。液相烧结明显提高了原子扩散的速度,引起了物质运动,加快了烧结过程,填充了固体颗粒的孔,从而获得致密性更好的烧结零件。
2.1.2.1.3 预合金粉末
单组分的预合金粉末:预合金粉粒的预热黏结也可以通过液相热烧结完成。其中烧结温度控制在液相烧结线和固定液相线温度之间,称为超固相线液相烧结。
2.1.2.2 直接法成形工艺
2.1.2.2.1 烧结工艺
SLS 直接金属激光烧结(Direct Metal Laser Sintering,DMIS)与间接法不同,用于DLS 成型的金属粉末不包括有机黏合剂。DMIS 成型工艺使用高能激光器直接烧结金属粉末以获得金属零件。目前由于材料和工艺因素的限制,DMIS成型得到的金属件的强度和密度的变化较大。对于低密度烧结件,需要通过后处理提高强度来满足使用要求。
2.1.2.2.2 后处理工艺
烧结部分有许多孔,并且力学性能差。因此,必须进行后处理以增加密度和强度。
渗金属是具有低熔点的金属熔融并渗透到烧结体的孔中以形成致密的金属部件,从而进一步提高了烧结件的强度。
2.1.3 金属粉末SLS 存在的问题
SLS 工艺参数包括材料的物理性能、激光烧结工艺参数,这些参数对烧结工艺的成型、精度和质量有较大影响,引起这些问题的主要因素包括3 点:1) 粉末材料特性。粉末粒径、密度对成型零件的精度、粗糙性具有较大的影响。粉末膨胀及颗粒凝固机制直接影响烧结过程,大大增加了烧结孔的数量,降低了成型零件的抗拉强度。2) 工艺参数。激光功率、光斑直径、扫描速度、扫描方式、烧结时间以及层厚等多种因素对烧结件的收缩翘曲变形有影响。3) 后处理。虽然金属零件可以采用SLS 直接法制造,但是零件的机械和热性能与使用要求不符,后处理会对其有很大的改善,但对尺寸的精度影响很大。
2.2 SLS 成型精度影响因素
SLS 技术成型精度的影响因素很多,主要包括扫描方式、扫描速度、激光功率、单层厚度、扫描距离和粉末颗粒等。
2.2.1 激光功率
随着激光功率的增加,尺寸误差增加,零件强度也增加;如果激光功率过高,则由于熔融收缩而导致的零件的翘曲和变形将加剧。
2.2.2 扫描速度
扫描速度快,尺寸误差小,并且烧结零件的强度降低。
2.2.3 烧结间距
随着烧结间距的加大,尺寸误差下降,烧结件强度下降,成型效率提高。
2.2.4 单层层厚
单层厚度增加,尺寸误差减小,烧结件强度降低,成型效率提高。考虑到上述因素,需要综合选择适当的烧结激光功率,扫描速度,烧结间距和单层厚度。通常,在保证零件正常制作的基础上,应该选择尽可能大的工艺参数以提高加工效率[5]。
3 SLS 成型技术的应用
目前,SLS 成型技术的应用主要包括以下3 个方面。
3.1 复杂金属零件的快速无模具铸造
SLS 激光高速成型与精密铸造技术相结合,特别适用于复杂的金属制造,生产成本可大幅降低。SLS 原型的快速无模具铸造产品,如图3 所示。
3.2 在医学方面的应用
心血管的三维结构,如图4 所示;心脑血管的SLS 模型,如图5 所示。

图3 SLS 原型快速无模具铸造产品

图4 心血管三维结构

图5 心血管SLS 模型
3.3 生物工程领域—PCL 多孔支架制作
PCL 是生物可溶性聚合物,具有修复软骨的作用。SLS技术可轻松实现具有各种内部结构和空隙的PCL 支架。使用UG3D 建模软件设计的多孔支架STL 模型,如图6(a)所示;用PCL 粉末制作的SLS 的模型,如图6(b)所示。
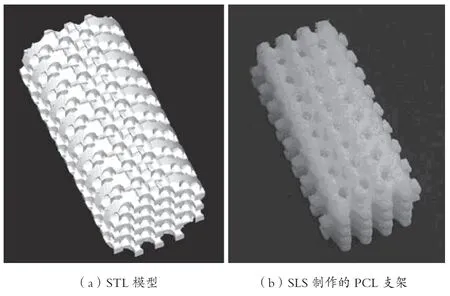
图6 PCL 多孔支架的制造
4 结语
虽然SLS 工艺发展迅速并取得了不错的成果,但是由于SLS 制作的零件精度和表面粗糙度不能满足生产要求、工艺参数对零件精度有很大的影响,因此,当前的研究应该集中在以下3 个方面:1) 新型材料的研究。目前使用SLS 技术制造的零件强度低、精度低,需要后处理,急需开发新型材料。2) SLS 工艺参数优化研究。工艺参数与成型质量之间的关系是我国SLS 技术研究中的热点。3) SLS 仿真研究。由于烧结过程相当复杂,因此实时观测是很困难的。在烧结过程中,需要用计算机仿真来加强对烧结过程的理解以及指导工艺参数的选择。
SIS 技术的发展对设备、新技术和新材料的研究、开发和应用有积极的影响,大大促进了制造业的环境保护往高效和节能的方向发展。
猜你喜欢
航天制造技术(2022年2期)2022-05-16
山东陶瓷(2021年5期)2022-01-17
世界有色金属(2021年5期)2021-06-13
昆钢科技(2021年1期)2021-04-13
陶瓷学报(2021年1期)2021-04-13
今日农业(2020年20期)2020-12-15
铝加工(2020年3期)2020-12-13
中成药(2018年1期)2018-02-02
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01
汽车与新动力(2013年3期)2013-03-11
