
基于运动控制卡的点位控制系统设计
2021-03-01 05:41徐长春张元良周庆贵
中国新技术新产品 2021年1期
徐 阳 徐长春 郑 楠 张元良 周庆贵
(1.连云港中复连众复合材料集团有限公司,江苏 连云港 222005;2.江苏海洋大学,江苏 连云港 222005)
0 引言
旋耕机作为现代农业机械装备中的主要装备,其可以达到叠加一般犁耙几次作业的碎土效果,缩短了整理农田的时间,在市场中有较大的需求。在其制造过程中,旋耕机刀轴和刀具间的焊接工艺水平对整机的产品质量有较大影响。国内的绝大多数小型企业采用人工手动的方式对旋耕机刀轴与刀具进行焊接,劳动强度大,工作效率低,刀轴质量得不到保证。
该文提出了1 种基于运动控制板卡的旋耕机刀轴与刀具焊接工序数字点定位控制系统,该系统价格较低,特别适合中小企业使用。该焊接系统的定位控制采用通用软件平台(VB)开发的监控平台,其适用于中小型监控系统,具有系统开发周期短和工艺适应性强等特点,并且它还适用于一些有特殊功能性要求的运动控制系统中。
1 硬件构成
1.1 ADT8949控制卡介绍
ADT8949 是32 位PCI 总线式运动控制器,它可以做到即插即用,并实现四轴脉冲控制,脉冲输出频率为5 MHz。四轴编码器反馈,频率高达4 MHz,可以选择A/B 相脉冲输入。其有32 位计数和4 倍率,支持硬件序列号。 DSP+FPGA 专用运动芯片技术可以提供高速、高性能、轨迹平滑和优化速度的保障。 脉 冲 输 出 类 型包括脉 冲 + 方 向 (PUL+DIR) 和双 脉 (CW+CCW)。抗干扰方面采用了36 路全部光耦隔离的数字输入,32 路集电极开路输出。2 路DA 模拟量输出信号范围为0 V~10 V ,精度为0.01 V。
该运动控制板卡是1 种基于PCI 总线的板卡,可以插入计算机的PCI 扩展槽,通过接口板与驱动器和外部控制信号端子连接,在PC 机上基于通用软件VB 开发的控制软件可以实现插补运算和逻辑信号处理,从而控制工作平台的运动。采用通用编程语言(例如VB)时,调用函数库内的函数就可以控制驱动器及驱动电动机,同时还可以控制工作台的运动。
1.2 系统接线图
系统的参考电气接线图,如图1 所示。控制系统硬件由PC、ADT8949 运动控制卡、ADC-9192 接线板、步进电机驱动器、步进电机、I/O 开关信号和交流转直流电源变换器等组成。ADT8949 运动控制卡安装于计算机的PCI总线插槽中,ADT8949 运动控制卡外接ADC-9192 接线端子板,接线板上的端子与步进电机驱动器、I/O 开关信号以及位置传感器相连,实现对设备的点动、自动和保护控制[1-2]。
2 软件设计
2.1 运动指令函数调用
基于VB 编程环境建立的应用工程,由于VB 不能直接访问硬件的物理地址,因此,在执行外部的输入输出信号时,需要通过调用函数来实现程序的各种功能;在编程时,还需要声明控制卡的动态链接库函数。应用运动控制板卡时,需要调用板卡的指令库函数,在上位机PC 建立与运动控制板卡的通信后,在通用语言编程环境中调用相关运动形式的指令函数就可以实现对直线和圆弧等轨迹的控制。
在VB 编程开发环境中,应用运动控制板卡实现系统控制还要在调用函数前将“adt8949lib.bas”模块文件添加到所开发的工程中,否则在软件编译时会报错[3]。函数adt8949_initial(void)是初始化控制卡函数,该函数主要用于检测控制板卡的运行状态,通过读取该函数的返回值,就可以实现对系统报警信息的处理[4]。其中返回值为-1 时,表示没有安装端口驱动;当返回值为-2时,表示PCI 存在故障;当返回值为-3 时,表示DSP 程序下载错误;当返回值为-4 时,表示硬件异常。
板卡初始化函数在工程中调用示例如下[3,5]。




图1 系统接线图
上述代码的主要功能是在板卡初始化程序中,实现设置相应轴的起始速度、运行速度、加速度已经正负限位模式等坐标轴运行参数。
2.2 参数设置界面
设置界面如图2 所示。参数设置界面的主要功能是在控制系统的新工艺运行前或系统维修后重新设置每个轴的有关运动控制的参数(例如初始运行速度、加速度、驱动运行速度、齿轮比、脉冲当量、速度类型以及对位置参数的选择。为了方便系统的调整维护,还可以选择在调整工作方式下采用直线插补或圆弧插补的运动形式来检验点位控制的工艺精度等性能。
3 故障检测与调试
基于运动控制卡的控制系统在实际运行和调试中,经常会发生电机不能转动或者电机运行中产生异常响声的情况,出现上述情况主要有以下2 个原因。
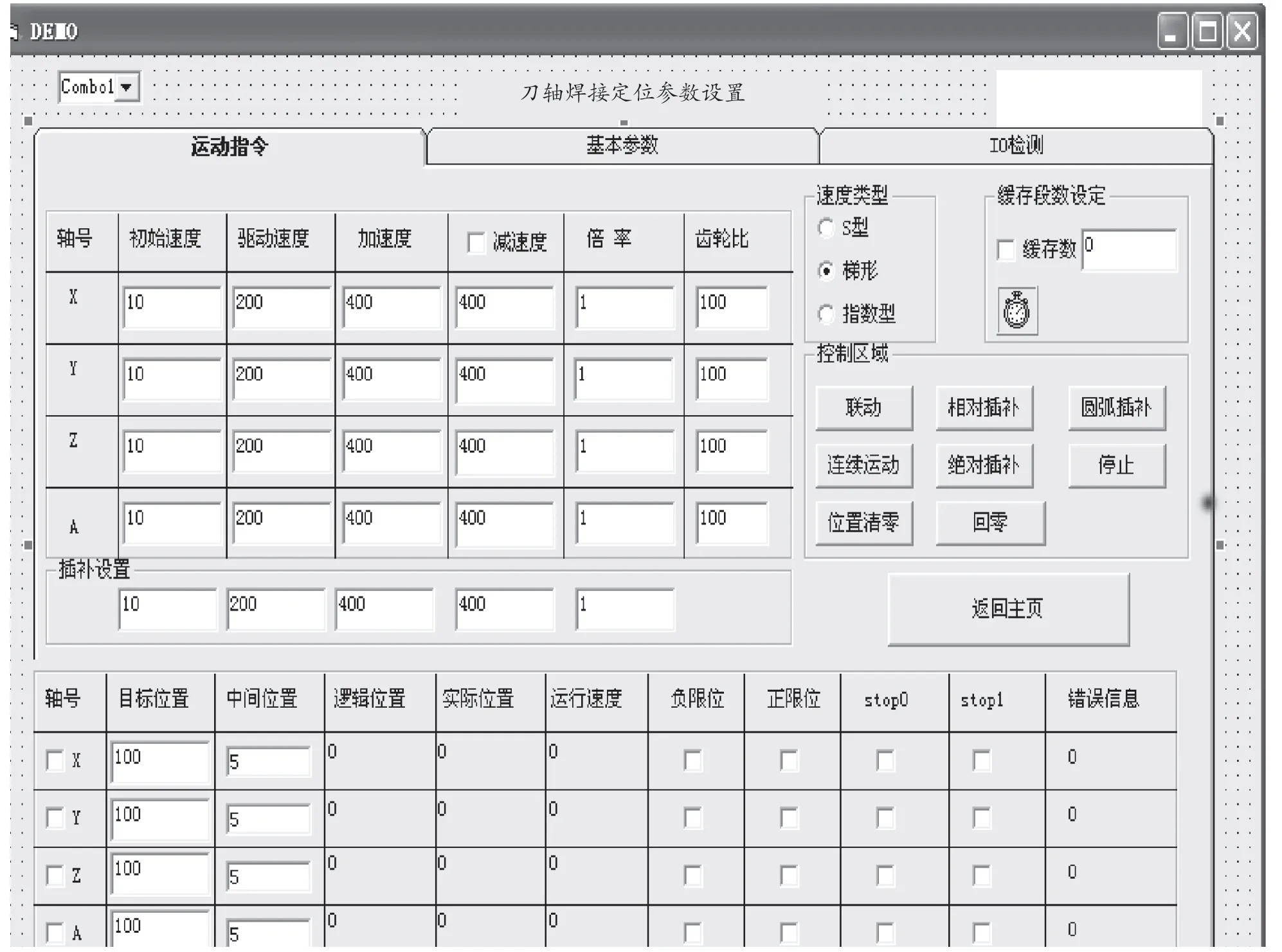
图2 参数设置界面
3.1 电机有信号,运转时发出异常声响
电机运转时有异常响声,说明电机有控制信号,但出现了失步现象。出现该现象的主要原因有:1) 步进电机的机械部件卡死或联轴器损坏。2) 传输给驱动器的脉冲信号频率过高。3) 起始始速度过高或者过低。4) 驱动器的电流设置不正确。
3.2 电机不转
运动控制卡发出有效脉冲时,电机不运动,其主要原因有:1) 运动控制卡和端子板的连接线没有接好或出现松动。2) 驱动器的脉冲PU 和方向DR 信号线与端子板出现问题。3) 电机驱动器和步进电机没有+24 V 电源。
4 结论
基于VB 编程环境,采用运动控制板卡和PC 相结合所组成的硬件形式,解决了小型企业对旋耕机在生产过程中刀轴与刀具焊接关键工序的点到点定位控制性能的要求,提高了焊接工艺的稳定性,降低了工人的劳动强度。该文主要介绍了该系统的组成原理,所阐述的系统控制方法具有性能可重构、易于实现特殊数据处理和满足特定工艺路径的特点。经实际生产性验证,整个系统控制软件与硬件操作正常,控制稳定精度高,对于工业生产领域具有类似点定位控制要求的生产设备有较高的参考应用价值。
猜你喜欢
机电工程技术(2022年8期)2022-09-22
科技创新与应用(2019年32期)2019-12-02
测控技术(2018年3期)2018-11-25
测控技术(2018年12期)2018-11-25
制造技术与机床(2017年3期)2017-06-23
现代农机(2016年4期)2016-09-18
湖北农机化(2016年5期)2016-03-08
火控雷达技术(2016年3期)2016-02-06
实用手外科杂志(2015年4期)2015-08-27
铁路通信信号工程技术(2014年5期)2014-02-28
