
半轴齿轮胎模模具结构优化创新及应用
2021-02-27 07:12:16卢振强安文军王永健第一拖拉机股份有限公司
锻造与冲压 2021年3期
文/卢振强,安文军,王永健·第一拖拉机股份有限公司
半轴齿轮主要应用于汽车、工程机械、农业机械等的差速器中,是实现左右车轮在转向过程中以不同转速移动的主要部件。
本文介绍的是我公司生产的一类半轴齿轮,如图1 所示,其轴部长度介于10 ~30mm 之间,工艺为胎模锻锻造工艺,该类零件年需求约10 万件,针对传统胎模锻生产过程的劳动强度大及安全性差进行了工艺优化创新,取得了显著效果。
初始工艺
该类半轴齿轮的特点为:齿轮与轴部直径相差较大,半轴胎模锻模具设计时,需兼顾以下两点:

图1 半轴齿轮示意图
⑴加工问题。若将轴部直径与齿轮直径做一致,则轴部存在加工余量大、加工费用高的问题,因此需将轴部锻出。
⑵胎模模具寿命、强度等。若单纯的采用通底式模套进行生产,则半轴相应位置的模具高度偏小,存在模具强度不足,在锻打过程中有容易开裂等风险。
综上工艺分析:该类零件在使用胎模锻工艺时,胎模一般采用有模垫式套模结构,即由模套、模垫两部分组成,如图2 所示。通过增加模垫,增高轴部的模具高度,以达到提高模具强度和寿命的目的。生产工艺流程一般为:下料→加热→胎模锻。

图2 胎模结构示意图
该工艺的生产设备一般为“C”形空气锤。模具固定方式:将模具柄与套模通过焊接方式连接,工人通过模具柄扶稳模具(图3)。操作流程为:放置坯料→镦粗→移走坯料→清理砧座上氧化物→放置模套→放置模垫→放置镦粗后坯料→锻打→出模→清理砧座。
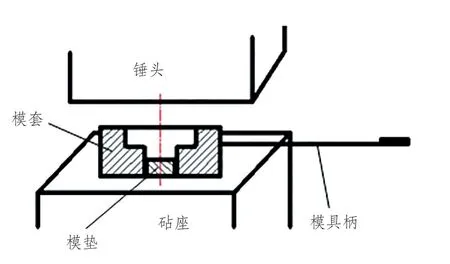
图3 生产时模具放置及固定示意图
缺点及安全隐患
整个生产过程基本顺利,但有以下几个传统胎模锻工艺的通病一直困扰着我们:
⑴放置模垫时,由于模垫与模套之间间隙较小,一般单边间隙为0.3 ~0.6mm,模垫向模套内放置时操作困难,且放置模垫是在设备工作封闭空间内完成,存在安全风险。
⑵在锻打结束前几锤,由于锤头与模套上端面发生撞击,导致模套出现“上下弹跳”“左右横移”等现象,但模垫并不随之移动,经常发生模垫从模套下方掉出,横移至模套侧方的情况(图4)。若未及时发现停锤,再次锤击时将出现模套与砧座将模垫击飞伤人现象。
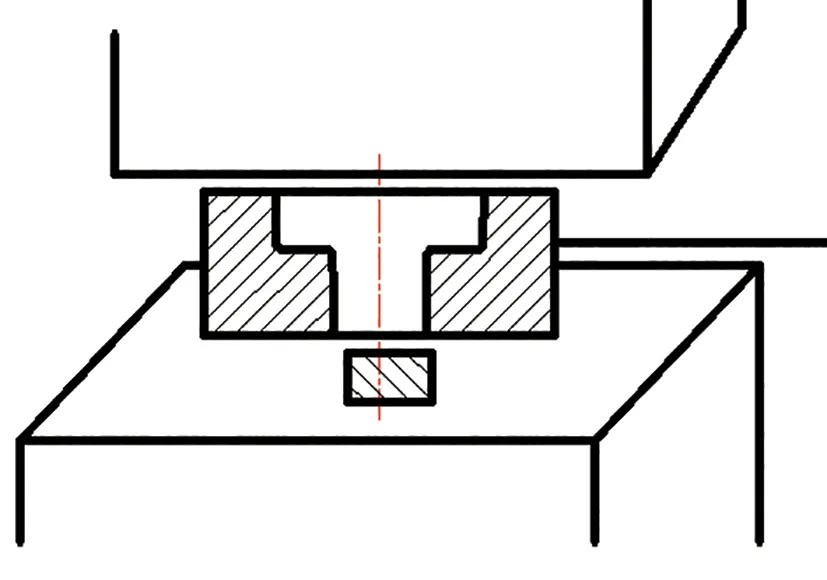
图4 模垫从模套掉出,出现不同心现象
⑶生产工人为避免出现模垫被打飞的风险,需用力握紧胎模柄,尽量减小模套跳动、移动量,此方法不仅增强了劳动强度,且锻打节奏不能过快,影响生产效率。
原因分析
为解决上述问题,我们组织生产工人及技术人员结合实际情况展开分析、讨论,结论如下:
⑴锻打结束前,锤头与模套上端面发生撞击,模套发生“上下弹跳”“左右横移”的现象,在胎模锻工艺中无法消除避免。
⑵安全隐患的根本原因是:模垫与模套配合方式为直面配合,存在间隙;在上下方向,模套对模垫无约束,模垫易从模套下方漏出。通过改动结构,增加模套对模垫的约束,从而避免图4 现象出现。
⑶模套与模垫之间间隙小,模垫向模套内放置困难,操作不便。为避免出现挤毛刺现象,其静态配合间隙无法扩大,但可以通过改动模套、模垫的配合方式,增大模垫开始放入模套时两者之间的瞬间间隙。
改进措施
结构改动:为增加模套对模垫上下方向的约束,增大模垫放入模套时的瞬间间隙,将模套与模垫之间的配合方式由竖直圆柱配合改为直面与倾角α 共存的方式;同时改变模垫形状,将模垫由圆柱形改为圆柱与圆锥组合形,具体结构如图5 所示。
尺寸参数选择:模垫的直面高度h 一般取5 ~8 mm,圆锥配合面斜度α 一般取7°~15°之间,且为保障间隙均匀,应使α1=α2,如图6 所示。
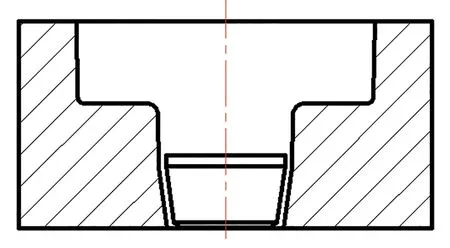
图5 模具改进结构示意图

图6 模具改进后模套与模垫配合面放大示意图
新工艺生产验证
首先,制作新模具,按照新设计的图纸制作模套、模垫;其次,对职工进行新工艺操作培训;随后组织生产调试,本次调试效果非常理想。
⑴模套与模垫在锻打过程中实现了同步移动,彻底杜绝了模垫从模套中掉出而被打飞伤人的可能性,从模具结构上消除了不稳定因素。
⑵使模垫放入模套时的瞬间间隙β1相对改进前间隙β2单侧增大了3 ~5mm,如图7 所示,极大地提高了将模垫放入模套时的可操作性。

图7 改进前后对比
⑶解决了必须在模套放置于砧座上后,才能放入模垫的弊端,使模垫可以提前在设备工作封闭空间外放入模套,避免了在设备封闭空间内的操作,降低安全风险;并且可使清理砧座与模套装配模垫同时进行,缩短操作流程的整体时间,提高生产效率。将操作过程更改为:
放置坯料→镦粗→移走坯料→清理砧座上氧化物,在设备封闭外将模垫放入模套→放置装配好的胎模→放置镦粗后坯料→锻打→出模→清理砧座。
工艺推广
后续又通过两个系列半轴齿轮,共计14 个零件,对该结构进行生产验证:模具结构优化后,从防错的角度彻底避免了因操作失误出现的危险因素,同时使操作更加方便,降低了劳动强度;缩短了整个操作流程的时间,提高了生产效率。根据统计结果,生产这两个系列的零件,在改进前单件生产约需70s,改进后一般可在50s 内完成,单件效率提升29%左右,整体班产产量约提高20%。
结束语
本文主要对小型半轴齿轮的胎模锻工艺进行分析,对实际生产操作进行了总结,并引用防错思想进行结构优化创新,不仅有效提高了工作环境的安全性,同时也提高了生产效率。目前,“安全、优质、高效”的生产方式,是保障企业长期稳定发展的根本手段,而机械防错是保障“安全、优质、高效”生产方式的有效手段。所以,在模具设计及改进时,以防错思想为指导,才能使结构更加合理。


褙子为长袖、长衣身,腋下开胯。领型有直领对襟式、斜领交襟式、盘领交襟式三种,以直领式为多。
猜你喜欢
内燃机工程(2021年6期)2021-12-10 08:07:46
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
装备制造技术(2021年4期)2021-08-05 07:39:54
民用飞机设计与研究(2020年4期)2021-01-21 09:16:04
少儿科学周刊·少年版(2020年9期)2020-03-04 11:38:12
少儿科学周刊·少年版(2020年9期)2020-03-04 11:38:12
电镀与环保(2018年4期)2018-08-20 03:08:04
制造技术与机床(2017年3期)2017-06-23 08:11:52
锻压装备与制造技术(2016年3期)2016-06-05 09:36:12
汽车实用技术(2015年8期)2015-12-26 09:01:06
