
口服液生产工艺技术及设备探析
2021-02-24 10:17杨开兵蒋余鑫张嘉乐张泽民常宝全
设备管理与维修 2021年2期
杨开兵,蒋余鑫,张嘉乐,张泽民,常宝全
(扬子江药业集团有限公司,江苏泰州 225321)
1 口服液剂的定义
目前口服液的生产方式主要指的是融合、榨取药品材料,然后再进行浓缩,最终实现理想效果。同时,在其使用进一步扩大的背景下,为了能够确保质量,还添加了适当的防腐剂等并密封包装,让其更加安全、可靠。与汤药相比,口服液有容易保存、方便携带等优点。
口服液为澄清溶液,部分存在少量沉淀物,摇晃后会散开。口服液又可以分为溶液剂、混悬剂以及乳剂:溶液剂指的是将药物在适量溶剂之中进行溶解,然后制作成口服的澄清液体制剂;混悬剂是指难以进行溶解的固体药物,将其分散在液体介质之中,制作成口服混悬液体制剂,主要有干混、浓混悬液;乳剂则为两种不相溶液体,制作成口服的水包油型乳液制剂。
口服液属于合剂的一种,运用范围较广。合剂指的是以水作为溶剂,其中包含一种或多种药物成分的内服液体制剂,但不包含滴剂,在临床之中除滴剂之外的全部内服液体制剂均为合剂[1]。
2 口服液倒剂生产线的主要工艺要求
《药品生产质量管理规范实施指南》针对口服液制剂生产工艺指出:由于口服液药物性能存在差异,相应的制剂工艺和生产环境需要符合的洁净级别也会存在差异[2]。就非最终灭菌口服液体药品而言,其暴露工序洁净度需要达到10万级。立足于口服液在生产过程中提出的相关工艺要求,设备需要配备洗瓶机、灌轧机、隧道烘箱等。结合设备验证方案之中的性能确认(Performance Qualification,PQ),可对设备的科学配置要点进行明确掌握。就洗瓶机而言,需要重点考虑不溶性微粒控制;灌轧机需重视灌装精度以及轧盖效果;隧道烘箱应通过科学的方式开展热风布实验,并对风口过滤效果进行检验。
需要注意的是,在生产过程中非无菌药品口服液玻璃瓶制剂的洁净级通常为10万级,而半无菌口服液制剂的洁净度为30万级。因此,相关工作人员应通过正确的方式将设备与工艺融合在一起。
3 口服液自动化生产工艺技术及设备分析
口服液自动生产线主要设备有3个部分:①运用清洗机洗涤玻璃瓶;②通过干燥机进行高温消毒;③进入灌装封口机。
(1)清洗机。清洁机能够单机和联线运行,主要是洗涤玻璃瓶内腔,洗瓶效果需满足GMP(Good Manufacturing Practices,生产质量管理规范)要求。玻璃瓶在经过导引带之后,在输瓶机以及拨轮的作用下,会进入到洗瓶转盘之中,反复进行冲洗后,进入下个环节中。
(2)干燥机。干燥剂消毒设备(图1)。玻璃瓶从入口进入,与传感器1相接触后,走带机走带,引导瓶在从入口到出口的过程中,会从3个区通过,即预热区、消毒区和冷却区。应高度重视的是,可以走带的只有进、处风口机以及热风机、排风机。如果玻璃瓶在入口处速度过快,便会对传感器2造成压迫,这样就会有信号发出,前方设备不再进瓶;如果出口较为堵塞,传感器3便会发出信号,走带机的工作会马上暂停。同时,一旦5个风机中的任意一个停止运作,运行加热器会马上暂停,随之发出报警提示。检测风机运行停止,可以将传感开关安在风机出口处,进而确保风机变频器故障输出点可以顺利达到PLC。在炉子中间的最高处安装加热器,借助热风气运用向下的方式,确保加温的均匀性。另外,由于玻璃瓶的型号不同,温度设置也应有一定的差异,确保显示各区温度值及温度走势的曲线图。进风机、热风机、出口风机需要具备可以对风压进行检测的数值,以便于检查滤网的顺畅性。
在实际工作中,下班后如果温度不超过100 ℃,无需人工操作,设备会自动关闭,如果炉中还有尚未处理好的瓶,夜间工作模式便会自动开启,因此在100 ℃下停机后,进、出口风机仍在正常工作,防止炉中进入灰尘。消毒时间主要是借助PLC对出口传感器数据开展采集工作,运用速度向时间转变的方式,把具体的消毒时间呈现出来,进而有效开展消毒工作。这要求设备正确显示发生故障的位置和解决策略,并通过动画对生产现场工作状况进行反映。消毒结束后,方可进入下一工序。

图1 干燥机消毒设备
(3)灌装封口机。灌装封口机的主要作用将生产完成的药液注入玻璃瓶内,可以通过对传输机速度的有效控制,来调节液体注入速度,之后对玻璃瓶口做压盖密封处理。上述过程均与自动化控制要求相一致,可以确保产品的洁净度达标。
4 系统配置
4.1 Modbus协议
Modbus协议是电子控制其中的一种通用语言[3]。立足于此协议,控制器可以结合网络(如以太网等)与其他设备实现通信。目前它逐渐成为通用工业标准,可以让设备之间实现有效连接,进而将工业网络顺利构建起来,为集中监控提供方便。标准Modbus协议口主要借助RS-232C对串行接口进行兼容,充分使用连接口的针脚、信号位、电缆、奇偶校验等,并且控制器能够直接组网。
4.2 系统配置
为了与相关要求相符,本文主要采用中达电通公司生产的触摸屏(DOT-A系列)以及可编程控制器(DVP系列)、变频器(台达S系列),将控制系统组件而成。
(1)清洁机。选择型号为DOP-A 57CSTD的PT,彩屏尺寸为5.7英寸。由于I/O点数不多,选择DVP系列32点PLC(型号为DVP32ES00R)。
(2)干燥机。PT型号同清洁机,利用RS-232展开编程、下载,可以对现场真实状况予以良好的反映。PLC同清洁机一致,温度控制系统则采用台达DATA 4848C1(图2)。
(3)灌装封口机。PT型号同清洁机,借助变频器(台达S系列,型号VFD 015S21A)控制瓶体速度。PLC也选择DVP系统,但型号为DVP60ES00R 2,对以上变频器和相关设备进行控制。

图2 干燥机温度控制系统配置
图3为干燥机PLC和温度输入单元MODBUS总线通信协议设定程序梯形图,图4为PLC从温度输入单元读现场数据程序梯形图。
4.3 系统调试运行
调试消毒区的温度是本系统的关键所在。其内部的加热系统,采用5组电热丝,通过可控硅移相调压的方式来控制温度,该方式比传统控制系统更加稳定,对工作电流的冲击较小,也不会产生较大的噪声。实际调试时,可在触摸屏中设置温度器温度,以便于顺利实现PID温度工作的要求,并立足于温控器所涉及到的功能,全面满足设计要求,并降低程序开发量。经过全面调试后,该系统可以实现稳定、高效的运转,各项性能指标均与规定要求相符。
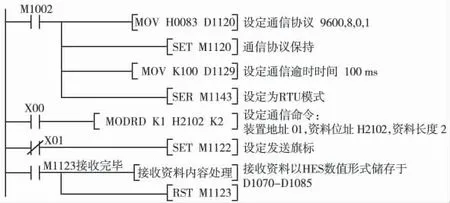
图3 MODBUS总线通信协议设定程序梯形图

图4 干燥机现场温度数据读取程序梯形图
5 结束语
在口服液自动化生产线中运用该系统,重点在于对控制消毒温度及准确现实各区温度,以便于根据工况存在的不同设置相应的消毒温度。一旦出现故障则可以立刻显示对故障进行解决的画面。并且,该系统能够构建成独立系统,用户可对其中机种进行独立购买。同时,口服液自动化生产工艺可以加强设备性能,并全面简化操作柜设计,提高设备的整体性能。
猜你喜欢
红领巾·萌芽(2022年9期)2022-11-24
装备制造技术(2022年4期)2022-07-24
化工与医药工程(2022年2期)2022-06-14
设备管理与维修(2022年1期)2022-03-10
包装与食品机械(2021年4期)2021-09-17
天然气化工—C1化学与化工(2021年4期)2021-09-14
劳动保护(2020年9期)2020-11-22
少儿美术(2019年12期)2019-12-14
电子制作(2019年19期)2019-11-23
电子制作(2019年23期)2019-02-23
