
西瓜直插式嫁接砧木夹持与压苗机构设计与试验*
2021-02-22 10:32:36王景政张秀花陈金明
中国农机化学报 2021年1期
王景政,张秀花,陈金明
(河北农业大学机电工程学院,河北保定,071000)
0 引言
蔬菜嫁接育苗有利于抑制土传病害的发生,实现蔬菜生产的优质、高产[1-3]。插接法的嫁接工序较为简单,嫁接苗不需要固定,与劈接法相比,砧木苗没有劈口,嫁接苗不会产生劈裂[4];与贴接法相比,插接法不需要去掉砧木的子叶,有效地保留了砧木中的养分,且嫁接苗的伤口距地面较远,能够有效地避免地面的污染[5]。西瓜苗具有髓腔,采用直插法[6]不涉及倾斜角度对正问题,工艺简单,嫁接效率高。
国内外蔬菜嫁接已经积累了丰富的经验[7-11]。GRF800-U嫁接机,适合瓜类蔬菜,自动化程度相对较高,嫁接效率和嫁接成功率分别达800株/h和95%[12]。国内浙江大学楼建忠等[13-15]采用凹、凸夹持片交叉夹持固定砧木茎秆以及自适应压持机构压紧砧木子叶的方式,容易对砧木茎秆和子叶造成一定程度的损伤;华南农业大学杨艳丽等[16]采用砧木子叶气吸夹代替压苗机构,利用气力吸附砧木子叶;东北农业大学姜凯等采用弹性夹持,夹口采用仿形设计、刚性加紧及可更换式;华南农业大学李元强等采用拢苗杆、压苗片、砧木夹等组成的砧木夹持机构对砧木进行夹持,对砧木苗损伤过大。这些砧木夹持机构仅能满足砧木夹持的基本要求,但均不能做到砧木苗无损夹持与柔性压苗。
本文设计一种西瓜直插式嫁接砧木夹持与压苗机构,首先对砧木苗物理特性进行测量,并对气囊式夹持机构与双压辊式压苗机构进行设计,旨在解决砧木苗在夹持和压苗过程造成损伤的问题,以期提高砧木苗嫁接成活率。
1 砧木苗物理特性
砧木苗的物理特性包含了几何参数和力学特性,为保证设计的砧木夹持与压苗机构能够精准地完成砧木夹持、压苗工作,需要对砧木苗相关参数测量。
1.1 砧木苗几何参数
本文选取葫芦苗作为砧木苗,对髓腔、胚长轴、胚短轴、子叶伸展跨度e、叶宽f、单片子叶长度l、子叶厚度a、茎秆高度s、砧木苗高度h、子叶张角θ进行测量,砧木苗参数图如图1所示,砧木苗相关几何参数测量结果如表1所示。
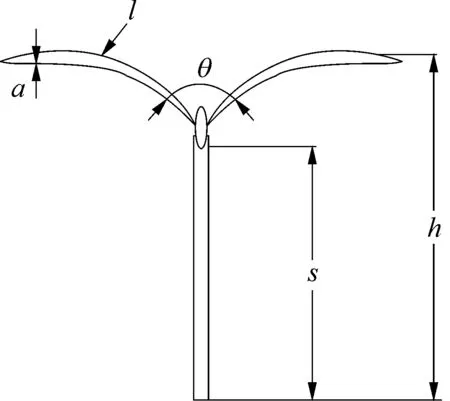
(a) 砧木苗主视图

表1 砧木苗相关几何参数测量结果
1.2 砧木苗力学特性
据研究证明,当嫁接苗的压缩变形量小于20%时,对嫁接苗的损伤小[17-19],因此把变形量达到20%时受到的压缩力设定为临界压缩载荷。
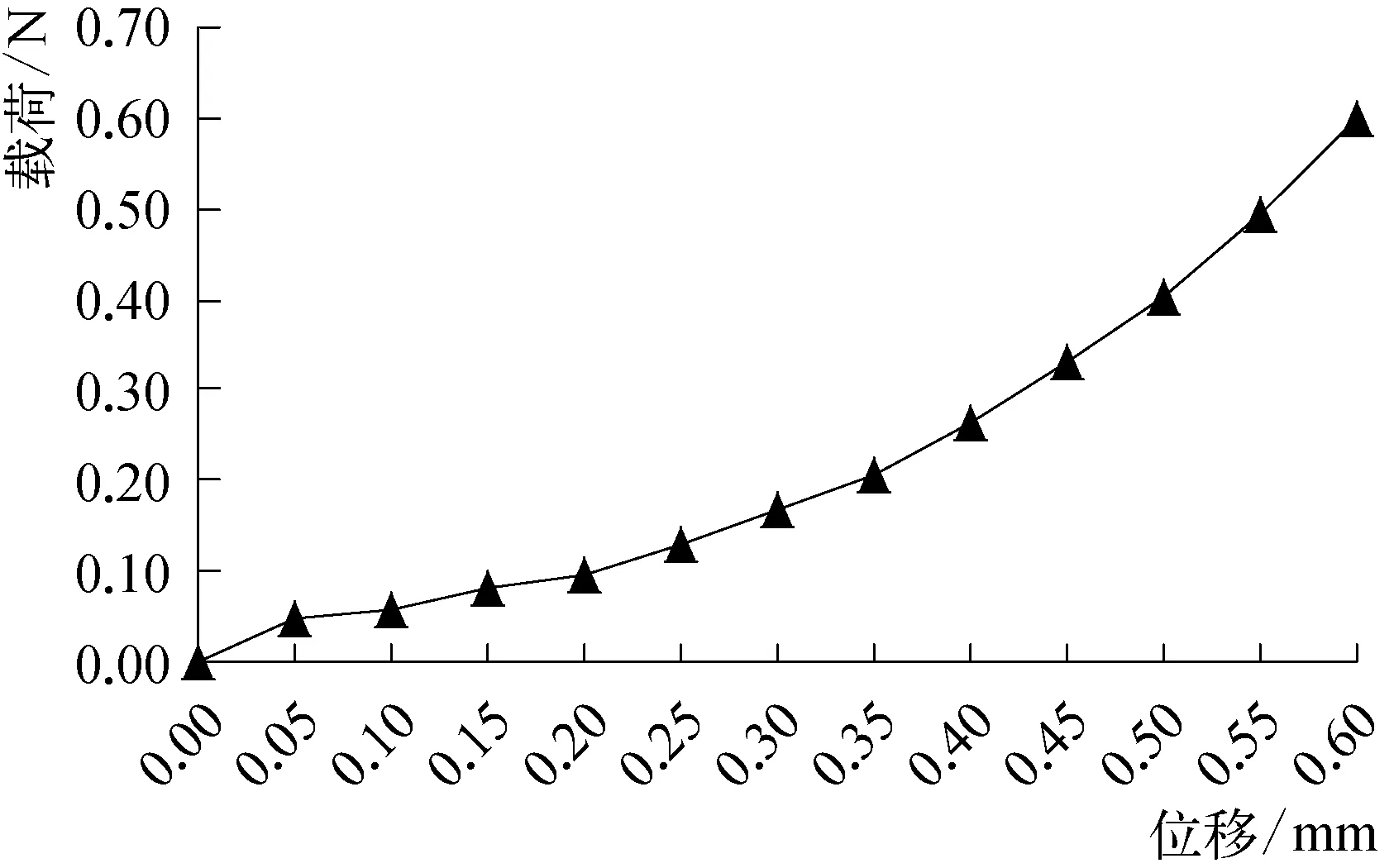
图2 砧木茎秆承压曲线
将茎秆部位放置到试验平台上,压缩特性试验在FGS-500TV-S拉压测试机上进行,利用HF Force Gauge USB V3.3软件采集试验数据。砧木苗的压缩位置选取为离子叶节8 mm处,压缩速度为20 mm/min时,砧木茎秆承压曲线如图2所示。
从图2中可以看出,砧木的茎秆压缩量随着压杆下移越来越大,直至达到最大压缩量。随着压杆下移茎秆承受的压力也越来越大,砧木茎秆最大承压力为0.60 N。
2 砧木夹持与压苗机构设计
插接法嫁接要求砧木苗夹持位置准确、平稳、柔和,且砧木子叶充分展开并压紧,方便去除生长点。砧木夹持与压苗机构主要包括气囊式夹持机构与双压辊式压苗机构,如图3所示。
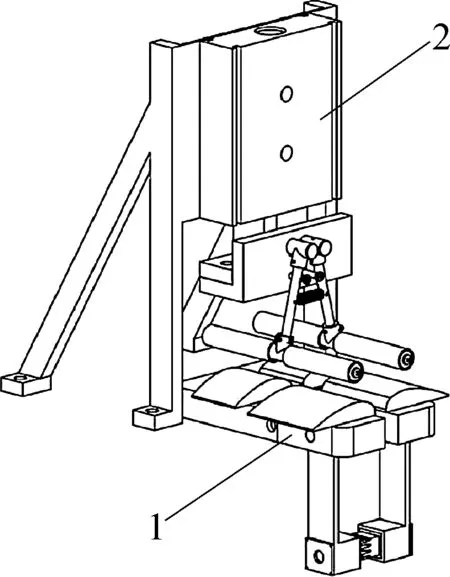
图3 砧木夹持与压苗机构
2.1 气囊式夹持机构
气囊式夹持机构通过气囊的膨胀与收缩完成砧木苗的夹取与松开工作,要求砧木苗的定位准确性与可靠性。气囊本身结构简单、工作可靠、无需复杂的参数计算和结构设计、使用维护方便,具有寿命较长的优点[19],且通过改变充气量以适应不同直径的砧木苗,与其它柔性材料相比,夹持力更稳定、可靠,气囊式夹持机构如图4所示,气囊局部放大图如图5所示。
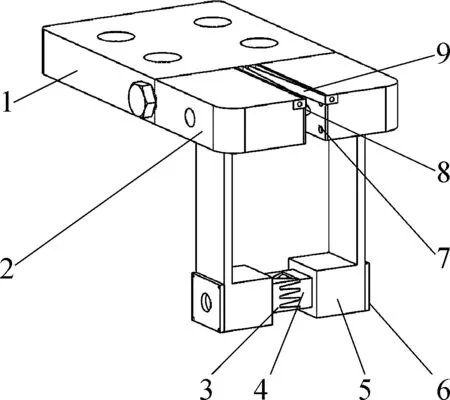
图4 气囊式夹持机构
支撑臂长度根据砧木苗高度可确定为80 mm,气囊通过气囊保持块固定在夹持块上,并对气囊充气后的状态进行了约束。两夹持块中间安装有“V”型带,砧木苗通过“V”型带进行纵向定位,气囊式夹持机构对砧木苗实现了横向定位,从而实现砧木苗准确定位。两夹持块通过固定螺栓固定在夹持底座上,底部安装有支撑臂,支撑臂中安装有定位块,定位块可自由在支撑臂内置凹槽中自由滑动,由安装在支撑臂底部侧边的固定盖板进行限位,定位块将茎秆底部固定,保持砧木茎秆的竖直从而方便气囊式夹持机构卸苗。
图5 气囊局部放大图
2.2 双压辊式压苗机构
压苗机构的主要作用是将砧木子叶展开并压紧,使生长点完整暴露出来,以便能更好地使生长点去除干净。本文在浙江大学楼建忠教授[13-15]的基础上,为减少压辊因压持力过大对砧木子叶造成压破、变形等损伤,增设了一组后压辊并改变了压辊材料,双压辊式压苗机构如图6所示。

图6 双压辊式压苗机构
压苗机构在运动过程中需要保证运动轨迹的准确性,无伤苗现象,且防止压紧机构在上移过程中,压辊伤害砧木苗。压紧机构各参数位置关系如图7所示。
根据砧木子叶宽度最大值27.94 mm,设定垫块的宽度为30 mm。根据砧木子叶平均长度45 mm,设定垫块的长度L4=30 mm。根据接穗叶宽最大值12.96 mm,设定L2最小长度为12.96 mm。为节约材料增大两压臂间的距离确定橡胶圈的外径为7 mm,根据图7计算出L3最小长度为19.96 mm。为防止两压臂相碰,β角不宜过小,S1不宜过短。定位销选用标准平头带孔圆柱销,销轴直径3 mm,平头直径5 mm。为防止安装干涉,设定DD1的长度为6 mm。为防止压紧机构压苗过程中压臂张开拉簧与限位销发生碰撞,取S3为40 mm。
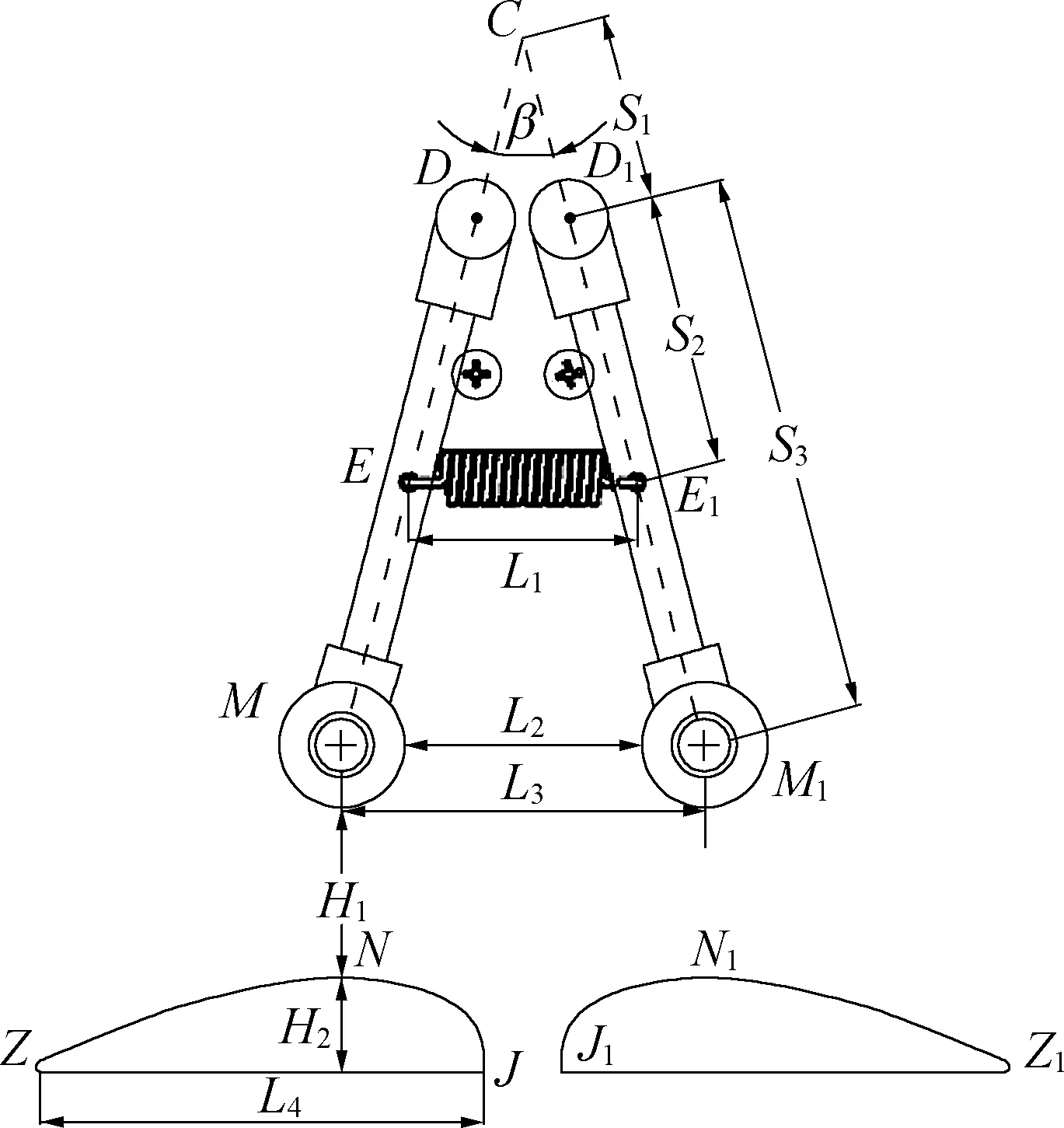
图7 各参数位置关系
根据上述得到的参数进行拉簧的选取,从图6中可看出拉簧的长度为EE1的长度。根据三角形相似原理可以从图7中看出△CDD1相似于△CMM1,可得
(1)
代入数值可得S1=17.14 mm,同时△CDD1相似于△CEE1,可得
(2)
代入数值可得EE1=8 mm,即弹簧的自由长度最小为8 mm。压苗后压苗机构状态图如图8所示。
图8中JJ1的距离为夹苗器开口,大小为5 mm,弹簧的最终拉伸长度为E′E′1的长度。由图8中可知压苗后叶片的长度为WJ曲线长度,根据图8中的关系可知WJ的曲线长度要比M′J的水平距离大。为保证有一半的砧木子叶被压住,M′J的长度最小为22.5 mm,从而可得到L′3最小长度为50 mm。根据三角形相似原理可以从图8中看出△C′DD1相似于△C′M′M′1, 可得
(3)
代入数值可得C′D=5.46 mm,同时△C′DD1相似于△C′E′E′1,可得
(4)
代入数值可得E′E′1=28 mm,即拉簧的自由长度加上其极限变形量不能小于28 mm,因为拉簧在整个过程中只起到将两压臂回位的作用,所以在选择时应尽量选择刚度系数较小的弹簧。弹簧的选取根据《机械零件手册》中的普通圆柱螺旋拉伸弹簧尺寸(GB 2087~2088—80、GB 4142—84)来选取。根据上述拉簧的最小长度以及拉簧的选取原则选择半圆钩环形拉伸弹簧,材料直径为0.5 mm,弹簧中径为3.5 mm,工作极限负荷变形量为17.8 mm,自由长度为16.3 mm。
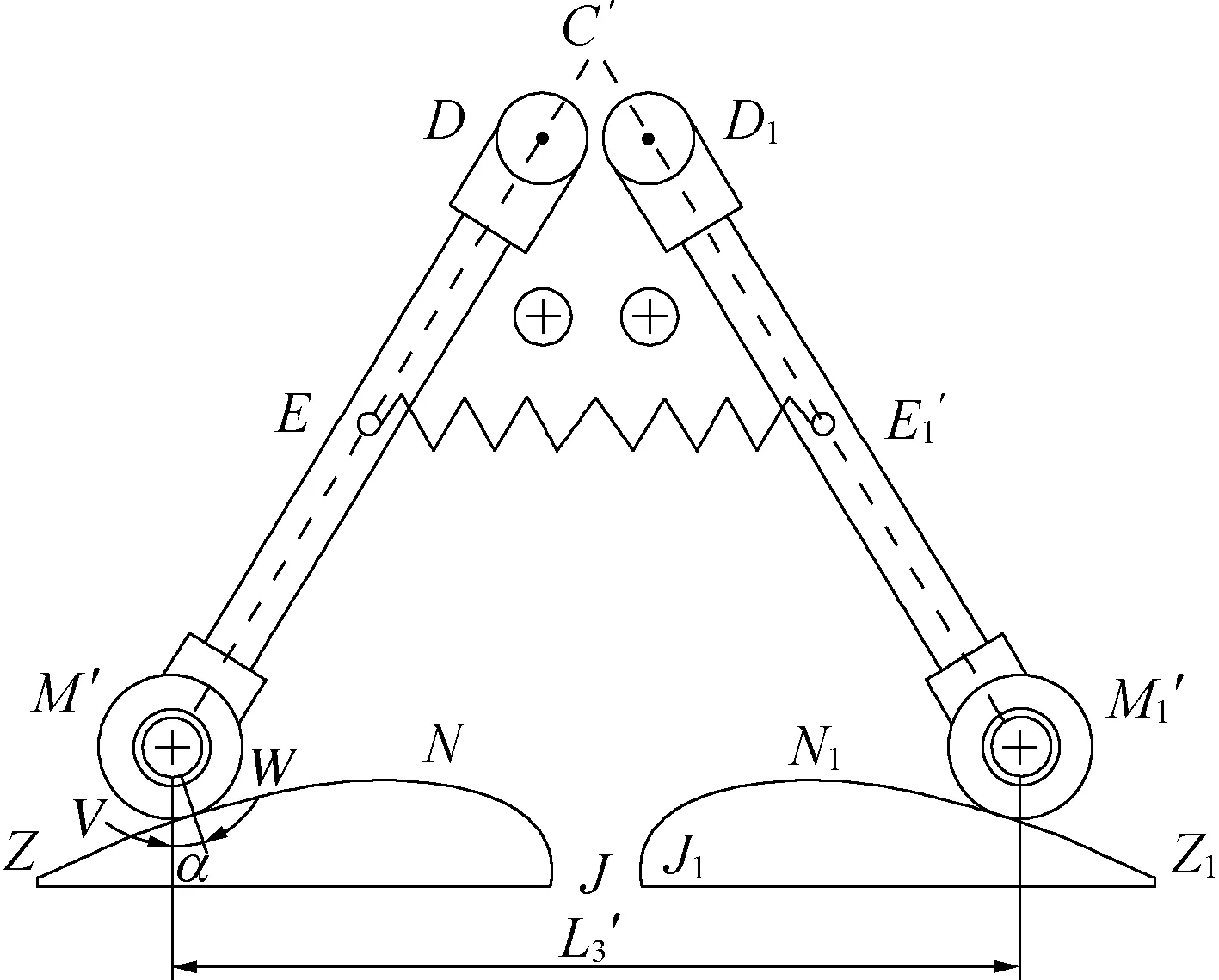
图8 压苗后状态图
根据拉簧自由长度为16.3 mm,则L1最短为16.3 mm,根据三角函数可推出β最小为29.89°,为了安装方便选取β=30°。此时L1=16.36 mm,拉簧产生的预拉力为0.03 N。将L1代入式(2)中,可得S1=11.58 mm,再将S1代入式(1)中,可得L3=26.72 mm,则MJ水平距离为10.86 mm,确定NJ水平距离为10 mm。此时只剩下N点的高度没有确定,为保证生长点更好地暴露出来,N点越低越好,但如果N点过低将会导致子叶根部折断,N点过高将导致N点附近曲线曲率过大导致砧木子叶发生弯折。由于已经确定出NJ的长度,还需通过人手在N点不同高度时,对砧木子叶进行弯折,以及在SolidWorks中用样条曲线进行模拟,最终确定出H2=6 mm。在SolidWorks中对压辊下移的最终位置进行测量、计算,最终确定压辊下移3 mm。为了保证砧木苗进入压苗机构时有足够空间,根据前期测得的砧木子叶与茎秆的高度差13.89 mm,确定出H1=17 mm,压辊底端到夹持块的距离为23 mm,则气缸的工作行程为20 mm,故选择气缸型号为TN20-20-S。
前压辊的形状根据砧木苗子叶跨度、叶宽、子叶张角等设计,后压辊的大小、形状与前压辊一致。前压辊采用橡胶圈,后压辊采用发泡橡胶圈,发泡橡胶具有压缩性大,可发生大变形,回弹性高等特点。发泡橡胶壁厚1.5 mm,经过压力测试发现取砧木子叶临界压力值对发泡橡胶施加,发泡橡胶可变形0.5 mm,且达到了最大变形量。前置垫块采用贴合砧木子叶设计的垫块,前后垫块的高度差根据砧木子叶的厚度,以及发泡橡胶最大变形量而定,经测量可知,子叶最小厚度为1.04 mm,最大厚度为1.36 mm。由于前后压辊外径值相同,为了保证前压辊能压住子叶,而且便于转动产生的变形量不超过0.5 mm,如果超过0.5 mm后砧木子叶将发生变形。因此后置垫块比前置垫块高1 mm,前置垫块与后置垫块的最大高度差为1.36 mm。前后垫块对比如图9所示。
图9 前后垫块对比图
双压辊式压苗机构通过固定在气缸支架上的双轴气缸进行驱动,压块固定在气缸前板上,可随气缸一起运动,砧木子叶的压持需要压臂中的压辊来完成,压辊安装在压辊轴上,可自由在压辊轴上转动,压辊由压缩性小、密度大的橡胶圈内嵌一根不锈钢的毛细管组成,减小与光轴的摩擦,使运动更加顺畅。橡胶圈的作用有两个,一是为了增加与子叶的摩擦力,防止压辊在子叶上打滑;二是柔性接触,防止直接压持将子叶压坏。
在气缸下移过程中,首先前压辊接触砧木子叶,发泡橡胶开始变形,在没有达到最大变形量时后压辊就已经接触到了后置垫块。根据动量守恒定律可知,作为硬材料的后压辊在接触后置垫块后,形变很小相对于前压辊可忽略不计。而此时前压辊还在发生形变,故气缸产生的冲击力大部分由后压辊抵消了,保证砧木子叶不受损伤。
从力学角度分析,当压辊压持住砧木苗,且不发生变形时,压辊受力分析如图10所示。
根据受力分析可列出方程
FN=FN1+FN2
(5)
式中:FN——砧木子叶对橡胶套的支持力,N;
FN1——砧木子叶对前压辊的支持力,N;
FN2——后置垫块对后压辊的支持力,N。
由于前后压辊结构一样,则
FN1=FN2
(6)
从式(5)、式(6)中可看出,双垫块较单垫块而言,砧木子叶对压辊的支持力减小至原来的一半,即压辊对砧木子叶的压力减小了一半。且在前压辊压持砧木子叶过程中,前压辊慢慢变形,由线接触变成面接触,根据压强与力的关系,压辊与砧木子叶的接触面积越大,砧木子叶所受的压强越小,从而更好地保护砧木子叶。
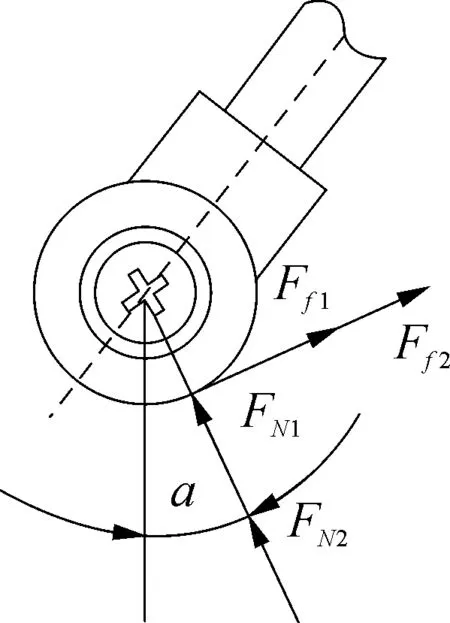
图10 压辊受力分析
3 压苗机构运动仿真分析
压苗机构在向下运动过程中,压辊会与垫块发生碰撞产生冲击力。如果冲击力过大会造成压辊的反弹,还会造成砧木苗的损伤,故需要控制气缸的速度来减缓冲击力。设定压苗机构在1 s内完成工作,气缸的行程为20 mm,则最低运行速度为20 mm/s。为缓解产生的冲击力,同时提高嫁接效率,设定运行速度为40~60 mm/s。利用ADAMS软件对压苗机构在选定速度范围内进行运动仿真,观察压辊的速度与位移,检测机构运行是否稳定。
3.1 三维模型的建立与导入
利用SolidWorks绘制压苗机构的各个零件,并进行装配。将装配体保存成x_t格式,导入ADAMS软件中。
3.2 运动副、驱动以及载荷的施加
首先进行材料添加,将垫块的材料添加为aluminum,后压辊材料添加为rubber_belt,其余零件材料全部添加为steel。由于两个前压辊的材料很特殊,根据实际测量前压辊的质量改为20 g。首先添加弹簧刚度系数为0.56 N/mm,预载荷为0.03 N,预载荷长度为16.54 mm。接触力主要分为两部分,一部分为连接杆与限位销之间的接触力1,另一部分为后压辊与后置垫块间的接触力2,由于前压辊对机构碰撞产生的冲击没有作用,故此不添加接触。两部分接触力的添加情况如表2所示。
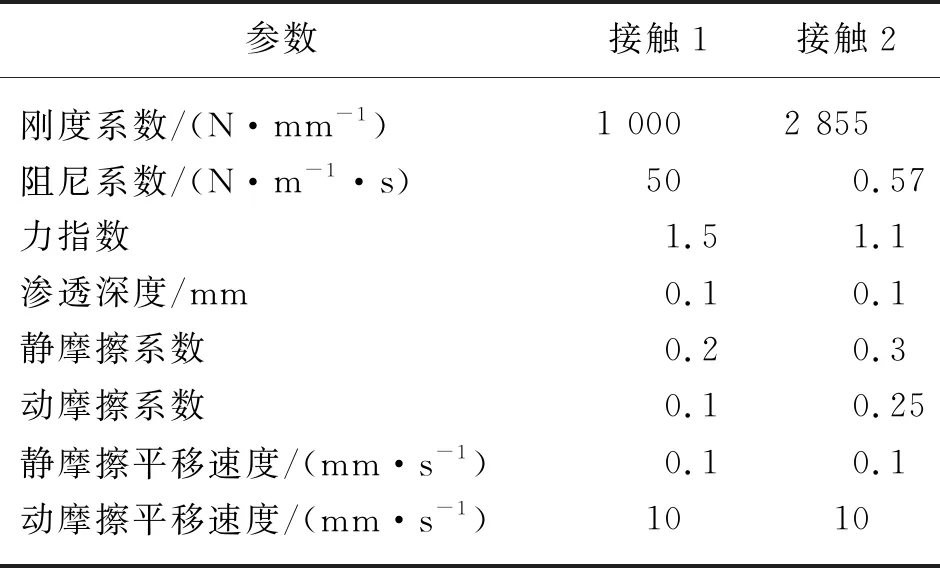
表2 接触力的参数设置
全部约束添加完后,仿真模型图如图11所示。
图11 约束添加后模型图
3.3 仿真结果与分析
为了验证所选气缸的速度是否合理,取3个速度进行添加,分别为40 mm/s、50 mm/s、60 mm/s。将气动系统的压强调为P=0.5 MPa,根据气缸推力的运算公式、牛顿第二定律公式以及速度计算公式算出气缸达到60 mm/s的时间。
F=PA
(7)
F+G=ma′
(8)
v=a′t
(9)
式中:F——理想下气缸推力,N;
P——气缸系统压力,取0.5 MPa;
A——双杆气缸受压面积,取1.536 mm2;
m——气缸带动的零件质量,取80 g;
G——气缸带动的零件重力,N;
a′——气缸的加速度,m/s2;
v——气缸的最终运行速度,取60 mm/s;
t——加速时间,s。
经计算可得,加速时间t约为0.15 s,则加速过程的位移为4.5 mm,仿真过程选取稳定仿真阶段,所以气缸加速过程不进行仿真,即前5 mm的位移不进行仿真。运行速度取40 mm、50 mm、60 mm时对应的仿真时间依次为0.375 s、0.3 s、0.25 s。通过改变驱动的速度,并添加相应的时间后,得出结果见图12、图13。
图12 后压辊1与后压辊2速度比较图(v=50 mm/s)
(a) v=40 mm/s, t=0.375 s
从图12中可以看出后压辊1与后压辊2在气缸速度为50 mm/s时的速度曲线变化基本一致,表明所设计的左右压臂运动形式相同,结构设计合理。从图13中可以看出速度突变均较小,而且速度突变时间短,只有v=60 mm/s时速度突变较大一些,三者的位移曲线都比较平滑,无明显波动,证明机构运行平稳,压臂所受冲击力能够较好地缓解。在调节气缸速度时,将其速度设置为40~60 mm/s,机构能够平稳运行。
4 砧木夹持与压苗机构试验
4.1 试验目的
夹持与压苗机构进行夹苗过程中,既要保证砧木茎秆被夹紧,又要保证砧木苗不会因夹苗力过大受到损伤,且砧木苗定位精准。在完成砧木苗夹持后要进行砧木苗子叶的展平,双压辊式压苗机构在压苗时,不仅要保证压苗的准确性,还要保证砧木苗子叶不受损伤。本试验的目的是检验砧木夹持与压苗机构的可行性以及伤苗率。
4.2 试验方法与步骤
分别取3组长势良好的葫芦苗,每组50株,进行夹苗、压苗试验。首先用剪刀紧贴营养土剪下,然后将砧木苗放入气囊式夹持机构中,启动气囊式夹持机构进行砧木苗的夹取,夹取试验如图14(a)所示。待砧木被夹住后,启动双压辊式压苗机构进行压苗,压苗试验如图14(b)所示。

(a) 夹持试验
4.3 试验结果与分析
试验结果如表3所示。
根据试验结果可知,砧木苗定位准确,砧木茎秆被牢牢夹紧,砧木苗子叶完全展开,由于气囊与压辊材料对砧木苗起到了一定的保护作用,夹苗与压苗的损伤率都为0%,达到了砧木茎秆无损夹紧与砧木子叶柔顺压持,同时证明机构设计合理,所选取的气缸运行速度范围合理。
表3 砧木夹持试验
5 结论
1) 针对西瓜直插式嫁接砧木在生长点去除前定位与处理的损伤问题,本文对葫芦苗物理特性进行了分析,设计了一种砧木夹持与压苗机构,通过采用气囊式夹持机构和双压辊式压苗机构,实现了对砧木茎秆无损夹紧与砧木子叶柔顺压持。
2) 为了保证嫁接效率且机构能够平稳运行,应用ADAMS软件对双压辊式压苗机构进行了运动学仿真,结果表明:气缸速度为40~60 mm/s时,位移曲线比较平滑,没有明显的波动,机构能平稳运行。
3) 取3组各50株的葫芦苗进行砧木夹持与压苗试验,验证表明:该砧木夹持与压苗机构夹苗损伤率和压苗损伤率均为0%,有效解决了夹持与压苗过程中损伤砧木苗的问题。
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:18
橡塑技术与装备(2022年5期)2022-05-17 08:48:38
东北师大学报(自然科学版)(2021年1期)2021-03-27 01:18:50
畜牧兽医科技信息(2021年9期)2021-03-05 20:07:56
鞍钢技术(2019年5期)2019-10-17 01:13:52
橡塑技术与装备(2018年21期)2018-11-13 01:35:58
承德石油高等专科学校学报(2018年5期)2018-11-06 05:24:34
中华骨与关节外科杂志(2016年5期)2016-05-17 06:10:53
橡胶工业(2016年11期)2016-02-24 00:22:16
故事作文·高年级(2015年4期)2015-09-07 11:18:13
