
螺旋桨静平衡试验方法对比研究
2021-02-10 11:26吴传涛
江苏船舶 2021年6期
吴传涛
(中国船级社 镇江办事处,江苏 镇江 212000)
0 引言
螺旋桨静不平衡是由于螺旋桨制造过程中的加工误差、材质不均等因素而产生的惯性力不平衡现象[1]。螺旋桨的静不平衡会引起一系列的不良反应,如:螺旋桨高速旋转时会带动桨轴对轴承、船体产生周期性作用力,导致轴系轴承磨损并引起船体振动产生较大噪声,从而降低推动效率,影响螺旋桨的使用寿命[2-4]。因此,螺旋桨出厂时完成静平衡试验是一项重要的检验项目。
目前,国内固定式螺旋桨静平衡试验主要利用静平衡试验仪完成。根据其试验位置不同分为卧式静平衡试验法和立式静平衡试验法。随着工业水平的发展,静平衡试验仪的自动化程度也不断提高,利用电子称重的立式静平衡试验仪逐渐被采用。可调螺距螺旋桨由于结构的复杂性,一般采用整体法或单叶片法。现行国家标准及行业标准对螺旋桨试验方法没有强制要求,国内各个厂家所采用的方法也不尽相同。
本文分析了固定式螺旋桨、可调螺距螺旋桨的几种常见静平衡试验方法,研究了各种试验方法的试验原理,描述了各种试验方法的操作过程。同时,从成本、适用性、操作性、精度等方面对各种试验方法进行了详细对比。
1 固定式螺旋桨试验方法
固定式螺旋桨是指桨叶与桨毂不可相对运动、螺距不可调节的螺旋桨,一般采用整体浇筑,其桨叶与桨毂为同一整体。根据试验位置不同,固定式螺旋桨静平衡试验方法一般分为卧式静平衡法和立式静平衡法,其中:根据自动化程度不同,立式静平衡法又可细分为配重法和电子称重法。
1.1 卧式静平衡法
1.1.1 试验方法
卧式静平衡法是一种较为传统的方法,广泛应用于中小型螺旋桨的静平衡检测,也被称为挂重法[5]。其基本原理是:利用挂重产生的周向力矩使得螺旋桨发生运动,若挂重量在限定范围内即可认为螺旋桨静平衡试验合格。
试验步骤如下:
(1)将螺旋桨置于卧式静平衡试验台上,首先进行随遇平衡检验。
(2)将挂重分次挂于各桨叶叶梢最大厚度标记点上,并旋转到水平位置,使其静止。去掉支撑后,挂重的桨叶向下转动即为合格。
1.1.2 挂重计算
当螺旋桨直径D>1 500 mm时,按式(1)计算挂重值G[6]:
(1)


表1 系数K值
当螺旋桨直径D≤1 500 mm时,按式(2)计算G值[6]:
G=0.025d2+0.02
(2)
式中:d为螺旋桨旋转时,其叶梢轨迹圆的直径, mm。
检验静平衡装置的心轴摩擦力矩应不大于式(3)中M值。
(3)
式中:M为力矩, N·m。
1.1.3 卧式静平衡法特点
(1)门槛低,成本低。卧式静平衡试验台结构型式简单、搭建成本低。
(2)适用范围有限。仅适用于中小型螺旋桨,随着螺旋桨直径增大,需要不断增加试验台高度。
(3)操作繁琐,装配工作量大,需要将心轴与螺旋桨轴孔进行装配。试验时需要分次对各个叶片进行挂重。
(4)心轴与试验仪的摩擦力矩难以确定,对试验精度造成一定影响。
1.2 立式静平衡法
近年来,随着螺旋桨尺寸不断变大,立式静平衡法[7]开始被大量采用。根据其试验台的自动化程度,又可细分为配重法和电子测量法。
1.2.1 配重法
配重法基本原理是利用螺旋桨的悬浮状态,在各个桨叶上进行配重,使得桨体达到水平平衡状态。若配重量在限定范围内,即可认为螺旋桨静平衡试验合格。
试验时将螺旋桨置于立式静平衡仪上,通过液压系统使螺旋桨处于悬浮状态。在螺旋桨桨毂上端面放置相互垂直的两个水平仪,同时在各桨叶叶梢最大厚度标记点处配重,使得螺旋桨达到水平平衡状态。若配重量在限定范围内,即认为合格。
CB/T 4427—2015《船用金属螺旋桨立式静平衡试验方法》[8]中对于G值给出了计算方法,各叶片挂重应为式(1)、式(2)计算G值的50%。
配重法具有以下特点:
(1)成本相较于卧式静平衡法高,需要额外配备液压平衡系统。
(2)适用范围广,不受螺旋桨直径限制。试验时,由于桨叶处于水平状态,对试验台高度范围没有太高要求。
(3)操作较为简单,装配工作量不大,只需将螺旋桨直接吊装于立式静平衡试验台上,且一次配重即可完成试验。
(4)利用悬浮状态克服了心轴摩擦力产生的误差,试验结果相比卧式静平衡法准确。
1.2.2 电子测量法
电子测量法示意图见图1。其原理是在立式静平衡试验仪下方设多个压力传感器,利用液压系统使得螺旋桨处于悬浮状态,通过各传感器读取数据,进而计算出螺旋桨的静不平衡数值及方位[9]。以4个传感器为例,各个传感器的读数结合其方位可看作4个矢量G1、G2、G3、G4,由于静不平衡的存在,使得矢量和一般不为0,这个矢量和即可以理解为静不平衡量。通过矢量合成得到最终螺旋桨的静不平衡矢量G(见图2),该矢量的大小即为静不平衡的大小,其方向即为静不平衡存在的方位。
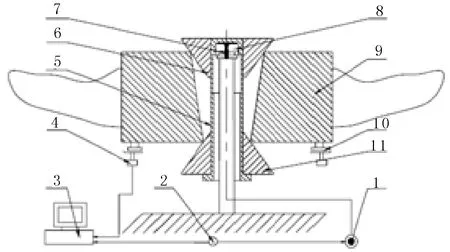
1—动力源;2—电源;3—数据采集系统;4—传感器;5—心轴;6—上定心锥;7—固定销;8—静压球面轴承;9—被测螺旋桨;10—传感器;11—下定心锥。
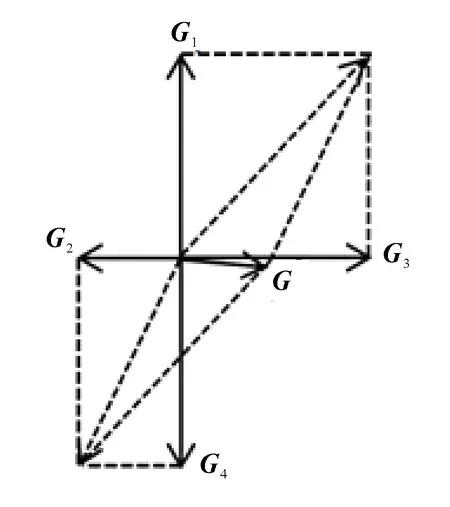
图2 矢量合成示意图
试验时,将螺旋桨置于立式静平衡仪上,通过液压系统使得螺旋桨处于悬浮状态,然后通过计算机系统直接读取螺旋桨的静不平衡量[9]。
电子测量法具有以下特点:
(1)成本高,需要配备传感器、计算机系统等。
(2)适用范围广(同配重法)。
(3)操作简单,直接读取试验结果即可,省去了配重过程。
(4)精度高,能直接得出静不平衡量的具体大小和位置。
1.3 对比
固定式螺旋桨的静平衡试验方法在成本、适用性、操作性、精度等方面各有优劣,见表2。
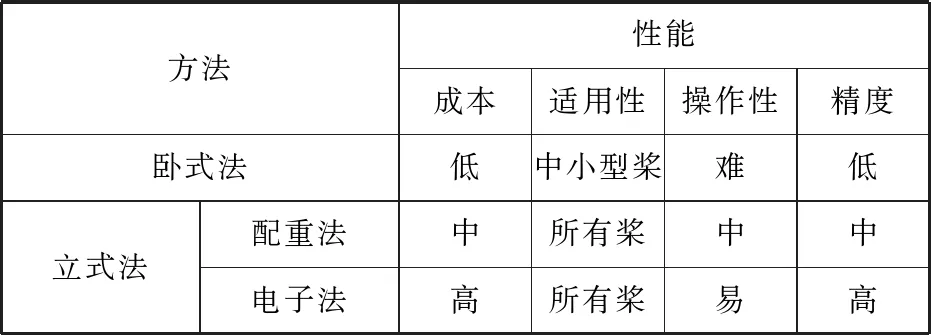
表2 固定式螺旋桨静平衡试验方法对比
2 可调螺距螺旋桨试验方法
可调螺距螺旋桨是指通过转动桨叶改变桨叶与桨毂的角度,从而实现调节螺距的螺旋桨。相较于固定式螺旋桨,可调螺距螺旋桨零部件众多,一般包括可调桨桨叶、桨毂、曲柄盘、移动油缸等,且制造工艺复杂。其静平衡试验常用的方法有整体法和单叶片法[5,10]。
2.1 整体法
整体法就是将可调桨桨叶、桨毂、曲柄盘、移动油缸等零部件组装成整体,然后按照固定式螺旋桨的静平衡试验方法进行试验。
整体法具有以下特点:
(1)成本高。装卸过程需要耗费大量的时间成本和人力成本。
(2)适用性差。由于可调螺距螺旋桨的零部件往往由不同配套厂家提供,制造进度难以协调。若最终试验结果不合格,整改难度很大。
(3)可调螺距螺旋桨的装卸难度大。
(4)精度较高。试验形态即为最终形态,其试验结果较为直观、准确。
2.2 单叶片法
单叶片法(见图3)是指在可调桨桨叶加工完工后,对各个叶片单独进行力矩平衡试验,若各桨叶的平衡力矩差在限定范围内即可认为整桨静平衡结果合格。这种方法存在以下假设:由于组合式螺旋桨的桨毂、曲柄盘、移动油缸均位于螺旋桨的旋转中心,其不平衡力矩并不大,可认为组合式螺旋桨静不平衡的主要来源是相对远离旋转中心的桨叶。
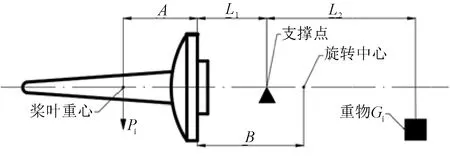
Gi—配重值;Pi—桨叶重量;A、B、L1、L2—距离。
单叶片法的基本原理是利用力矩平衡,测量出各个叶片相对于旋转中心的平衡力矩Mi,然后用最大力矩减去最小力矩,计算出实际的最大不平衡力矩,即:
ΔMa=Mi,max-Mi,min
(4)
根据GB/T 12916—2010中对整体螺旋桨静平衡试验的最大允许挂重值G可以计算出螺旋桨允许的理论最大不平衡力矩ΔM,若ΔMa≤ΔM,即可视为螺旋桨静平衡试验合格。
根据力矩平衡公式:
GiL2=(L1+A)Pi=PiL1+PiA
(5)
桨叶相对于旋转中心的平衡力矩:
Mi=PiA+PiB=GiL2-PiL1+PiB
(6)
式中:Gi为配重值;Pi为桨叶重量;A、B、L1、L2为距离,可由现场测量或理论计算得到。
试验时,首先利用电子秤测出桨叶的重量Pi;再将可调桨桨叶置于桨叶力矩平衡试验装置上,并读取Gi;最后利用上述平衡力矩计算方法进行数据处理。
单叶片法具有以下特点:
(1)成本低,省去了装配带来的巨大成本。
(2)适用性强。在可调桨桨叶完工后即可进行试验,对于可调桨桨叶由配套厂家提供的情况提供了极大的便利。
(3)操作难度小,利用桨叶力矩平衡试验装置即可完成。
(4)精度较低,不需要考虑桨毂、曲柄盘、移动油缸等其他零部件对于整桨静平衡造成的影响。
2.3 对比
整体法与单叶片法在成本、适用性、操作性、精度等方面各有优劣,见表3。

表3 可调螺距螺旋桨静平衡试验方法对比
3 结语
不同静平衡试验方法优缺点各异,均能满足目前国标及行业标准的要求。从现场检验角度来说,上述各种方法均可以接受,各个厂家可以根据自身实际情况选用相应方法进行试验。
猜你喜欢
航空学报(2022年5期)2022-07-04
中国科技纵横(2022年6期)2022-04-28
航空工程进展(2022年2期)2022-04-24
新视线·建筑与电力(2021年4期)2021-11-01
新视线·建筑与电力(2021年2期)2021-09-10
航空世界(2019年1期)2019-10-11
航空模型(2017年5期)2017-12-14
中学科技(2017年10期)2017-11-04
山东青年(2016年12期)2017-03-02
现代兵器(2016年4期)2016-04-27
