
基于响应面分析法优化冷榨花生油酸法脱胶工艺
2021-02-06 12:18朱涵彬赵泽洋
粮食与食品工业 2021年1期
朱涵彬,李 靓,赵泽洋
河南牧业经济学院 食品与生物工程学院 (郑州 450046)
花生因其富含大量油脂[1],是一种很好的油料资源[2]。花生油呈深黄色或浅黄色,油中的脂肪酸含量很多,其中绝大多数是不饱和脂肪酸[3]。研究表明,多食用花生油可以明显降低心脑血管疾病的风险[4]。并且花生油中的维生素E和胆碱可以减缓衰老,油中的微量元素硒和活性成分白藜芦醇可以减少血小板的凝集,从而预防各类血栓。冷榨花生油,是将花生仁低温干燥后,通过物理压榨的方法得到的花生油[5]。因其生产温度不高于60 ℃,最大程度保留了热敏性的营养物质,所以冷榨花生油更能满足现今消费者对天然健康食品的诉求。
为了获得高质量的冷榨花生油产品,要将其中的胶质去除,如果脱胶不完全,当油温升高时,毛油中的磷脂会焦化发苦,导致油脂颜色加深且浑浊。所以在冷榨花生油的精炼工艺中脱胶就成了极其重要的一个步骤[6]。目前对于花生油脱胶工艺的研究较少。实验以冷榨花生油为原料,利用响应面法优化其酸法脱胶工艺条件,为冷榨花生油的工业化生产提供更多可利用的信息。
1 材料与方法
1.1 材料与仪器
冷榨花生油、毛油,河南南阳市南召县磨坊;丙酮,分析纯,河南省新乡市中原有机化工;柠檬酸,分析纯,天津市光复科技发展有限公司;磷酸,分析纯,太仓沪试试剂有限公司。
DHG-9140水浴锅,上海三发科学仪器有限公司;DGG-9030A循环水式多用真空泵,郑州长城科工贸有限公司;FA224电子天平,上海舜宇恒平科学仪器有限公司;TDZA-WS离心机,上海卢湘仪离心机仪器有限公司。
1.2 实验方法
1.2.1冷榨花生油酸法脱胶实验操作
准确称取50 g冷榨花生油于250 mL锥形瓶中,于水浴中加热至脱胶温度,用玻璃棒边快速搅拌,边加入接近油温的酸,注意酸要缓慢加入。搅拌一定时间后,缓慢加入温度相似的蒸馏水,继续搅拌至设定的脱胶时间,计算脱胶率。
1.2.2脱胶用酸的选择
设定酸的添加量为油重的0.2%,水的添加量为油重的3%,脱胶时间20 min,脱胶温度60 ℃,比较柠檬酸和磷酸这两种酸,用于冷榨花生油酸法脱胶时的脱胶率高低。选择脱胶率高的酸用于酸法脱胶实验。
1.2.3单因素实验设计
考察酸的添加量,水的添加量,脱胶温度和脱胶时间这4个实验因素,对冷榨花生油酸法脱胶率的影响。对单一实验因素的不同水平进行单因素实验,每组做3次平行实验,取平均值。
1.2.3.1 酸的添加量对冷榨花生油脱胶率的影响
设定水的添加量为油重的3%,脱胶时间20 min,脱胶温度60 ℃,分别以油重0.1%、0.15%、0.2%、0.25%、0.3%的添加量加入酸,进行酸法脱胶实验。
1.2.3.2 水的添加量对冷榨花生油脱胶率的影响
设定酸的添加量为油重的0.2%,脱胶时间20 min,脱胶温度60 ℃,分别加入油重1%、2%、3%、4%、5%的水进行酸法脱胶实验。
1.2.3.3 脱胶温度对冷榨花生油脱胶率的影响
设定酸的添加量为油重的0.2%,水的添加量为油重的3%,脱胶时间20 min,分别在50 ℃、55 ℃、60 ℃、65 ℃、70 ℃温度下酸法脱胶。
1.2.3.4 脱胶时间对冷榨花生油脱胶率的影响
设定酸的添加量为油重的0.2%,水的添加量为油重的3%,脱胶温度60℃,分别酸法脱胶10 min、20 min、30 min、40 min、50 min。
1.2.4响应面实验设计
使用Design-Expert软件,在单因素实验的基础上,以酸的添加量A,水的添加量B,脱胶温度C,脱胶时间D这4个影响因素为实验因素,以冷榨花生油的酸法脱胶率Y为响应值,各实验因素的不同水平分别用1、0、-1进行编码,从而获得冷榨花生油酸法脱胶的最佳工艺条件。
1.2.5数据处理
冷榨花生油酸法脱胶率的计算公式如下:
(1)
式中:W表示冷榨花生油的酸法脱胶率,%;m1表示毛油中磷脂的含量,mg/g;m2表示脱胶油中磷脂的含量,mg/g。
磷脂含量的测定参照GB/T 5537—2008[7]。
2 结果与讨论
2.1 脱胶用酸的选择
柠檬酸和磷酸的脱胶率如下面表1所示。

表1 柠檬酸和磷酸的脱胶率
由表1可知,在相同的脱胶实验条件下,用磷酸脱胶测得的脱胶率较高,所以实验选择用磷酸作为冷榨花生油酸法脱胶用酸。
2.2 单因素实验结果
2.2.1酸的添加量对冷榨花生油脱胶率的影响
酸的添加量对冷榨花生油脱胶率的影响见下图1。
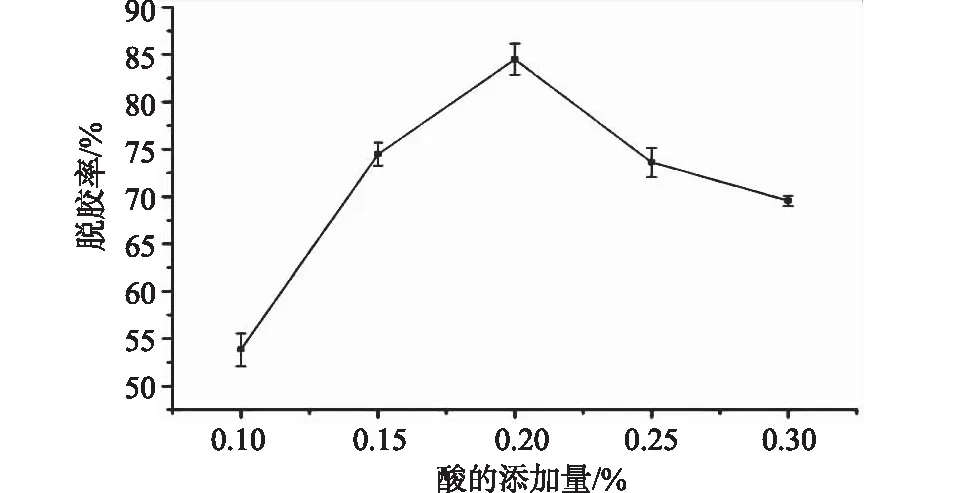
图1 酸的添加量对冷榨花生油脱胶率的影响
由图1可知,当酸的添加量小于油重0.2%时,脱胶率随着酸添加量的增加而升高。当酸的添加量达到油重0.2%时,脱胶率最高。当酸的添加量大于油重0.2%时,脱胶率随着酸添加量的增加而降低。这是由于增加磷酸的量,可以使磷酸与磷脂的接触几率增大,水化磷脂的转化率提高,从而脱胶率提高,若继续增加磷酸,多余的游离磷酸可能会破坏已经凝聚的磷脂胶体,使脱胶率降低。因此,选择添加油重0.2%的磷酸比较合适[8]。
2.2.2水的添加量对冷榨花生油脱胶率的影响
水的添加量对冷榨花生油脱胶率的影响见下图2。
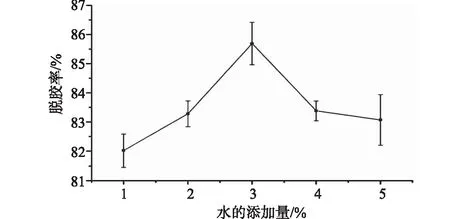
图2 水的添加量对冷榨花生油脱胶率的影响
由图2可以看出,当水的添加量小于油重3%的时候,脱胶率随着水添加量的增加而增加。当水的添加量为油重3%时,脱胶率最高。当水的添加量大于油重3%时,脱胶率随着水添加量的增加而降低。这是因为加入适量的水,磷脂胶粒吸水膨胀易于凝聚,加水量不足,磷脂胶粒较细而难以凝聚,加入过多的水,会使油脂中含有游离水,使磷脂变为乳化剂导致油样乳化[9],脱胶率下降。因此,选择水的添加量为油重3%较合适。
2.2.3脱胶温度对冷榨花生油脱胶率的影响
脱胶温度对冷榨花生油脱胶率的影响见下图3。

图3 脱胶温度对冷榨花生油脱胶率的影响
由图3可知,当脱胶温度小于60 ℃时,随着脱胶时间的增加脱胶率也增加。当脱胶温度为60 ℃时,脱胶率达到最大值。当脱胶温度大于60 ℃时,随着脱胶时间的增加脱胶率反而下降。这是因为适当升高脱胶温度,可降低油的粘度,使磷脂水合能力增强,易凝聚形成胶体,易于除去。但温度过高会导致疏水性磷脂含量增加,使磷脂的亲油性增大,亲水性减少,不易与油分离,使得脱胶率降低。因此,选择的最佳脱胶温度是60 ℃。
2.2.4脱胶时间对冷榨花生油脱胶率的影响
脱胶时间对冷榨花生油脱胶率的影响见下图4。
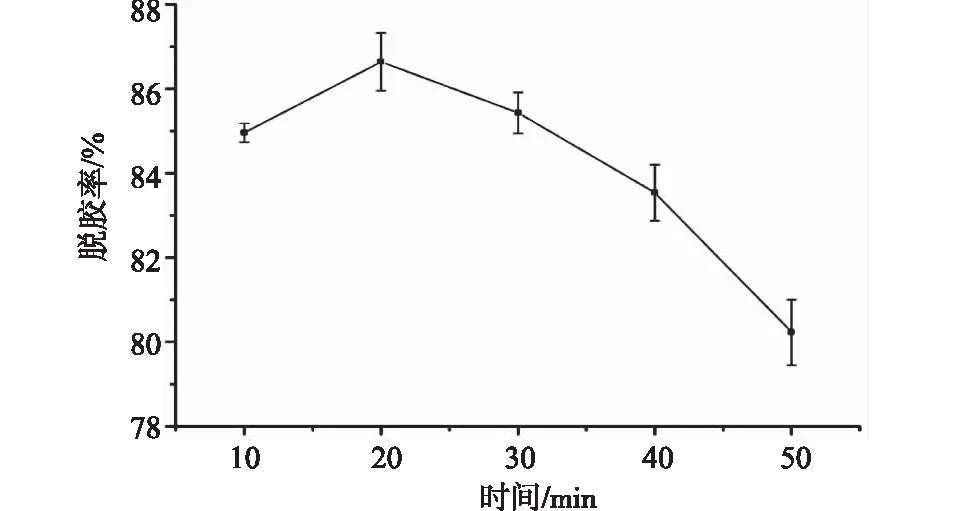
图4 脱胶时间对冷榨花生油脱胶率的影响
由图4可知,当脱胶时间小于20 min时,随着脱胶时间的延长脱胶率增大。当脱胶时间为20 min时,脱胶率达到最大值。当脱胶时间大于20 min时,随着脱胶时间的增加,脱胶率逐渐降低。这是因为适当增加脱胶时间可以使磷脂充分凝聚形成胶体,促进脱胶正向进行,若脱胶时间过长,可能会发生逆反应,使已经凝聚的磷脂重新分散于水中,不但使脱胶率降低,还造成油脂的乳化[10]。所以选择脱胶时间为20 min。
2.3 响应面实验
2.3.1响应面实验设计及结果
响应面法在数据处理上已有广泛的应用[11-14]。根据Box-Behnken实验设计原理,响应面的因素水平见表2,响应面实验设计方案见表3。
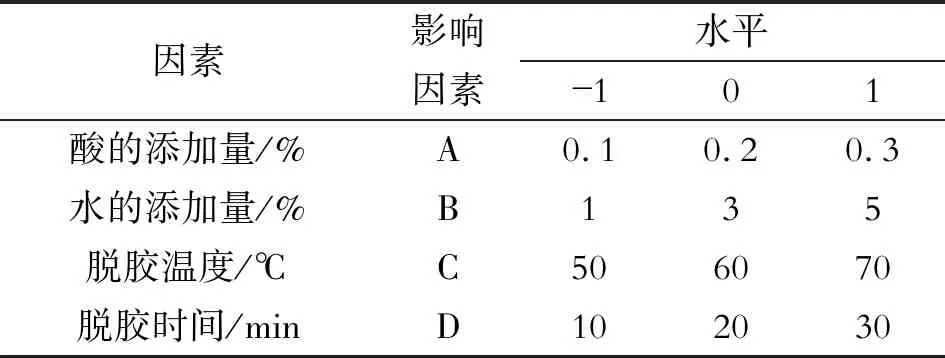
表2 响应面实验设计因素水平
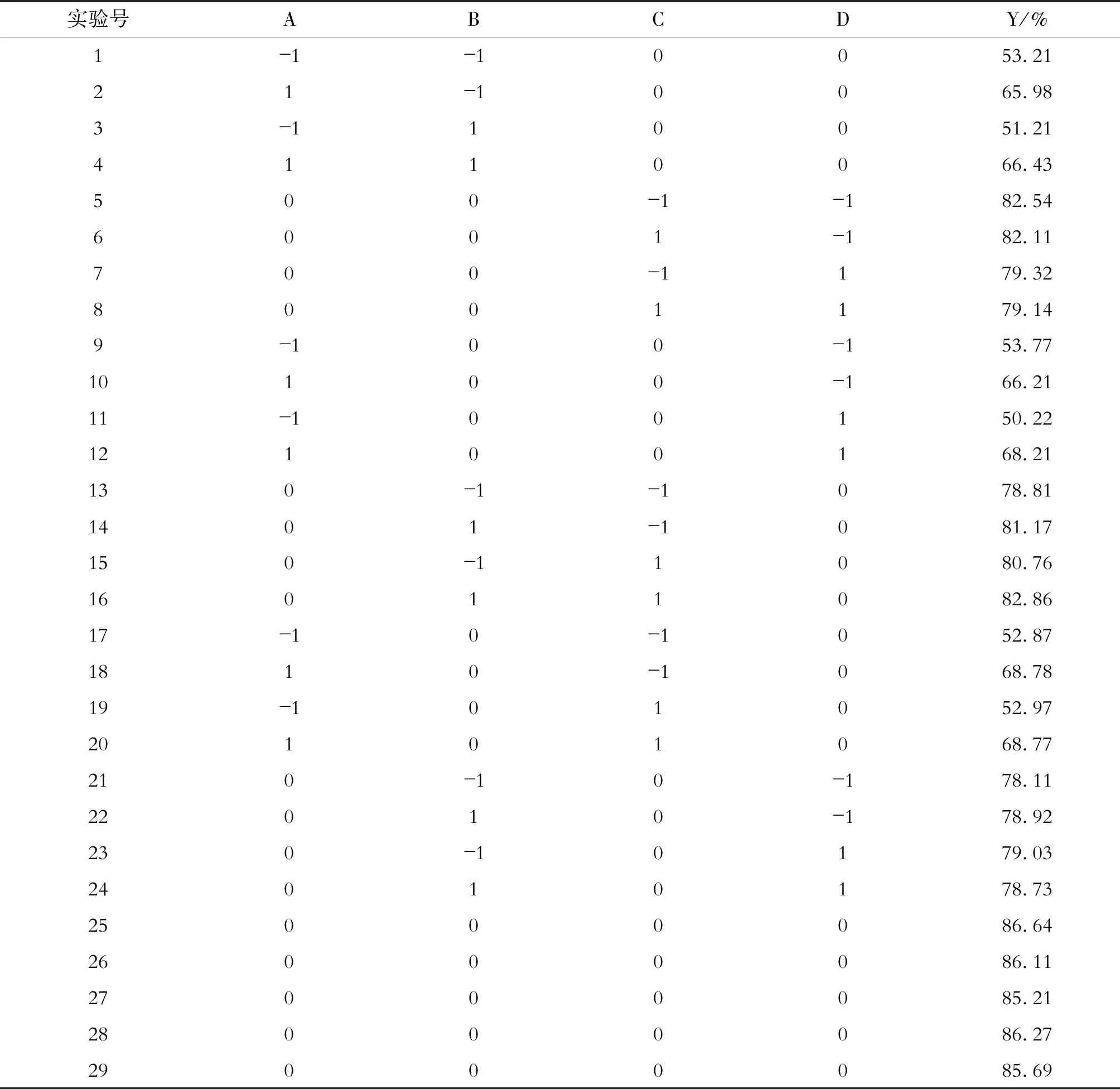
表3 响应面实验设计方案
通过Design-Expert软件分析,得出冷榨花生油酸法脱胶率Y关于酸的添加量A,水的添加量B,脱胶温度C和脱胶时间D的多元回归方程如式(2)所示,方差分析见下表4。
脱胶率Y=85.98+7.51A+0.28B+0.26C-0.58D+0.61AB-0.028AC+1.39AD-0.065BC-0.28BD+0.063CD-23.17A2-3.59B2-1.73C2-3.46D2
(2)

表4 方差分析
由表4可知,模型的P值<0.001极显著F值为242.80,表明该模型对冷榨花生油的酸法脱胶率影响极显著。失拟F=5.33,P=0.060 4,结果不显著,说明方程的拟合度较高。
2.3.2响应面因素分析
模型系数的显著性检验见下表5。

表5 模型系数的显著性检验
由表5可以看出,一次项A,二次项A2、B2和D2,P值<0.001极显著,说明对冷榨花生油的酸法脱胶率影响极显著。二次项C2,P值<0.01高度显著,说明对冷榨花生油的酸法脱胶率影响高度显著。二次项AD,P值<0.05显著,说明对冷榨花生油的酸法脱胶率影响显著。
2.3.3二次交互分析
通过Design-Expert 8.0.6软件对数据进行分析得出,酸的添加量、水的添加量、脱胶温度和脱胶时间这4个实验因素之间两两相互作用对冷榨花生油的酸法脱胶率的影响情况,如图5~图10所示。
根据图5~图10可知,酸的添加量与脱胶时间之间的等高线图,呈比较明显的椭圆形,说明它们的相互作用对冷榨花生油酸法脱胶率的影响较强,这与表5中的P值结果一致。而酸的添加量与水的添加量、酸的添加量与脱胶温度、水的添加量与脱胶时间、水的添加量与脱胶温度、脱胶时间与脱胶温度之间的等高线图,显示为介于椭圆形与圆形之间,可知它们的相互作用较小,但是线性作用关系较强,对冷榨花生油酸法脱胶率产生一定影响。
2.3.4最佳工艺检验
通过Box-Behnken软件分析可以得出冷榨花生油酸法脱胶的最佳工艺条件:酸的添加量为油重0.2%、水的添加量为油重3%、脱胶温度60 ℃、脱胶时间20 min,这时冷榨花生油的脱胶率最高为86.62%。经过3次平行实验证明应用上述最佳脱胶工艺条件,实际冷榨花生油的酸法脱胶率达到86.61%,与预测值接近,证明最佳工艺预测值较为准确。

图5 酸的添加量和水的添加量的交互作用对脱胶率的影响

图6 酸的添加量与脱胶温度的交互作用对脱胶率的影响
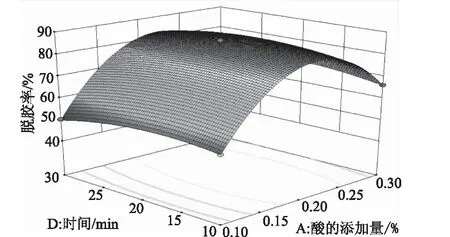
图7 酸的添加量与脱胶时间的交互作用对脱胶率的影响
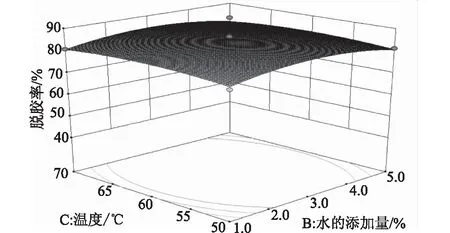
图8 水的添加量与脱胶温度的交互作用对脱胶率的影响
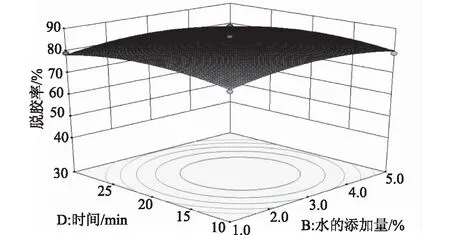
图9 水的添加量与脱胶时间的交互作用对脱胶率的影响
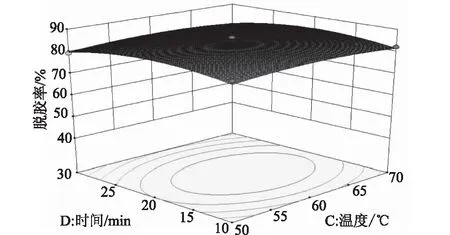
图10 脱胶温度与脱胶时间的交互作用对脱胶率的影响
3 结论
选择磷酸作为冷榨花生油酸法脱胶工艺用酸,利用响应面实验得出冷榨花生油酸法脱胶的最佳工艺条件:酸的添加量为油重0.2%,水的添加量为油重3%,脱胶温度60℃,脱胶时间20 min,此时冷榨花生油的酸法脱胶率为86.61%。此工艺具有一定的参考价值。
猜你喜欢
中国麻业科学(2022年4期)2022-08-30
作物学报(2022年10期)2022-07-21
煤炭与化工(2022年5期)2022-06-17
乳业科学与技术(2022年2期)2022-04-15
毛纺科技(2021年8期)2021-10-14
花生学报(2021年1期)2021-08-30
纺织科技进展(2021年5期)2021-07-22
农产品加工(2021年8期)2021-05-20
食品界(2018年4期)2018-06-14
大陆桥视野·下(2017年8期)2017-09-19
