
胚芽米加工系统及工程应用探讨
2021-02-06 10:20:08李建飞陆松花
粮食与食品工业 2021年1期
王 捻,李建飞,陆松花
佐竹机械(苏州)有限公司 (苏州 215129)
胚芽米是指经胚芽米加工系统加工后其留胚率与白度均需达到一定标准的白米,即在保留糙米营养的同时也要达到白米的口感。关于胚芽米的加工指标要求,日本国内规定其胚芽保留率应在80%以上,且满足每100 g大米样品胚芽的重量占比在2%以上[1]。而目前国内有关胚芽米的指标规定仅见部分企业标准[2, 3],尚未有国家标准或行业标准规定;且现行企标仅见对胚芽米留胚率的要求(85%以上)而未见白度要求。与普通白米相比,由于保留了胚芽部分,因此其营养价值也相对较高。《五订日本食品标准成分表》数据显示,胚芽米的矿质元素含量是白米的1.6倍,维生素B1是白米的4倍,维生素E是白米的5倍,烟酸是白米的2.6倍,膳食纤维是白米的2.6倍[4]。关于胚芽米的加工与食用历史可追溯到19世纪30年代的日本,但由于当时加工技术的局限,并不具有理想的口感[5]。如今,胚芽米的加工工艺与加工设备在日本已历经100多年的研究与发展演变;近些年来,随着我国国民生活水平的不断提高,以及对健康饮食观念的不断增强,胚芽米作为一种纯天然的功能性大米,对于大米的适度加工、营养保留、附加值提升均具有重要意义,且市场前景广阔。本文重点对胚芽米加工系统及其工程应用进行了详细阐述,以期为国内胚芽米的加工品质控制与基本工艺设计提供参考。
1 胚芽米加工系统
1.1 设备组成与功能
该系统主要由胚芽米机、抛光机与电控系统三部分组成。其中胚芽米机作为核心设备,用于糙米原料的循环碾磨,其加工控制可通过操作盘进行监控;循环碾磨后的胚芽米则通过大米抛光机进行轻微抛光,进一步去除附着于胚芽米表面的糠粉;电控系统主要是对胚芽米机与其他配套设备(如气动三通、料位器、气动闸门、气锤等)进行联动控制,以实现系统的自动化运转。
1.2 设备工作原理
胚芽米机的工作原理图见图1,该胚芽米机主要是通过胚芽碾米与切削研米两种方式进行碾磨。其中胚芽碾米方式可在不损伤胚芽的情况下使大米自转碾米;切削碾米方式则可以通过筛片的切削作用去除游离糠。抛光机的工作原理则是将符合一定精度的胚芽米,经着水润湿后,送入抛光机内,在一定压力与温升的共同作用下,使米粒表面的糠粉去除,并使大米表层的淀粉胶质化,使得米粒晶莹光洁。
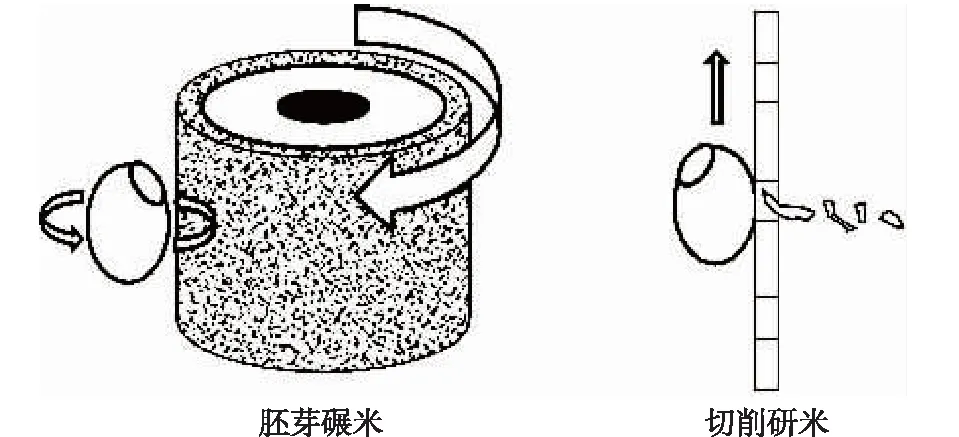
图1 胚芽米机工作原理图
1.3 设备的加工能力
设备的加工能力见图2。由图2可知,粳糙米的加工处理量要高于籼糙米,这是由于籼糙米的胚芽在碾磨过程中更容易脱落;其中籼糙米(适合水分在13%左右)的处理能力在200~350 kg/h,粳糙米(适合水分在14%左右)的处理能力在250~400 kg/h,其加工能力随循环次数的增加呈线性降低。此外,在留胚率80%以上的前提下,粳型胚芽米的成品白度在35%~38%(白度是由本公司的MM1D型白度计进行测定),要明显高于籼型胚芽米(白度在32%~34%)。这与大米的粒型密切相关;这与稻米品种的类型与粒形密切相关[6]。
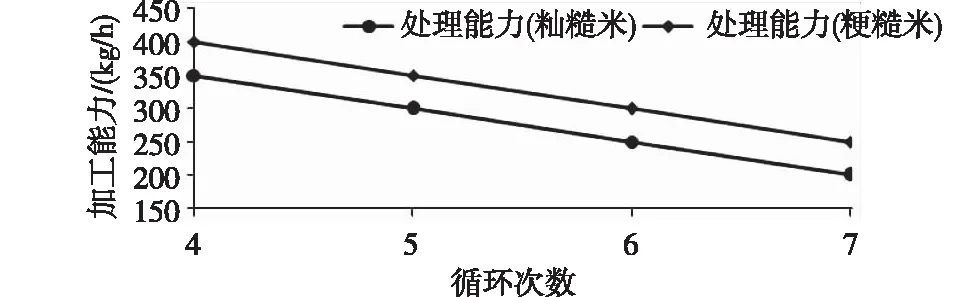
图2 胚芽米机加工能力
2 工程应用
胚芽米系统的工程应用重点包含两个方面,一是原料加工为胚芽米的适宜性判定,二是胚芽米加工工艺确定,具体说明如下所述。
2.1 原料加工为胚芽米的适宜性判定
由于并不是任何稻米原料都适宜于胚芽米的加工,因此为判定稻谷原料加工为胚芽米的适宜性,需要对其进行小试实验,检测指标为留胚率,具体试验方法如下。
(1) 设备与原料
使用本公司的TM05试验精米机(砂轮使用60号,米机转速830 r/min);试验用糙米原料200 g。
(2) 试验步骤
进行砂轮的热机运转,碾米至大米白度40%止,计算这时的胚芽残存率。
(3) 判定标准
当留胚率≥85%时,说明原料非常适合加工高品质胚芽米;当留胚率介于75%~85%之间时,说明原料可用于加工普通胚芽米;当留胚率低于75%时,说明原料不适合加工胚芽米。
(4) 留胚率的计算方法
取正常粒5 g,将其分为保留胚芽的颗粒(A)和未保留胚芽的颗粒(B),将前者(A)再分为保留胚芽痕迹的颗粒(A1)和保留胚芽接近原型状态的颗粒(A2),分别秤其重量,计算公式为:留胚率(%)=(A1×0.5+A2)÷5。保留胚芽痕迹的颗粒(A1)与保留胚芽接近原型状态的颗粒(A2)的识别图见图3。
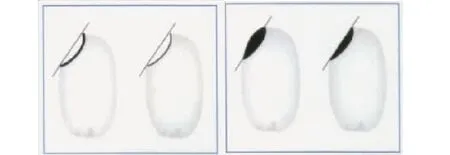
图3 保留胚芽痕迹的颗粒A1与保留胚芽接近原型状态的颗粒A2识别图
根据近些年的一些小试试验,汇总了12种检测后适宜胚芽米加工的稻谷品种信息,以供相关研究者进行参考,具体见表1。由表1可以看出,粳型的稻谷品种为10个,籼米品种仅有2个,粳型稻米更适宜于胚芽米的加工。此外,其中3种产于东北地区的稻米品种(吉宏6号、延边、德惠小町)其留胚率均达到了98.6%以上,明显高于其他区域,这可能与东北地区独有的气候环境密切相关。
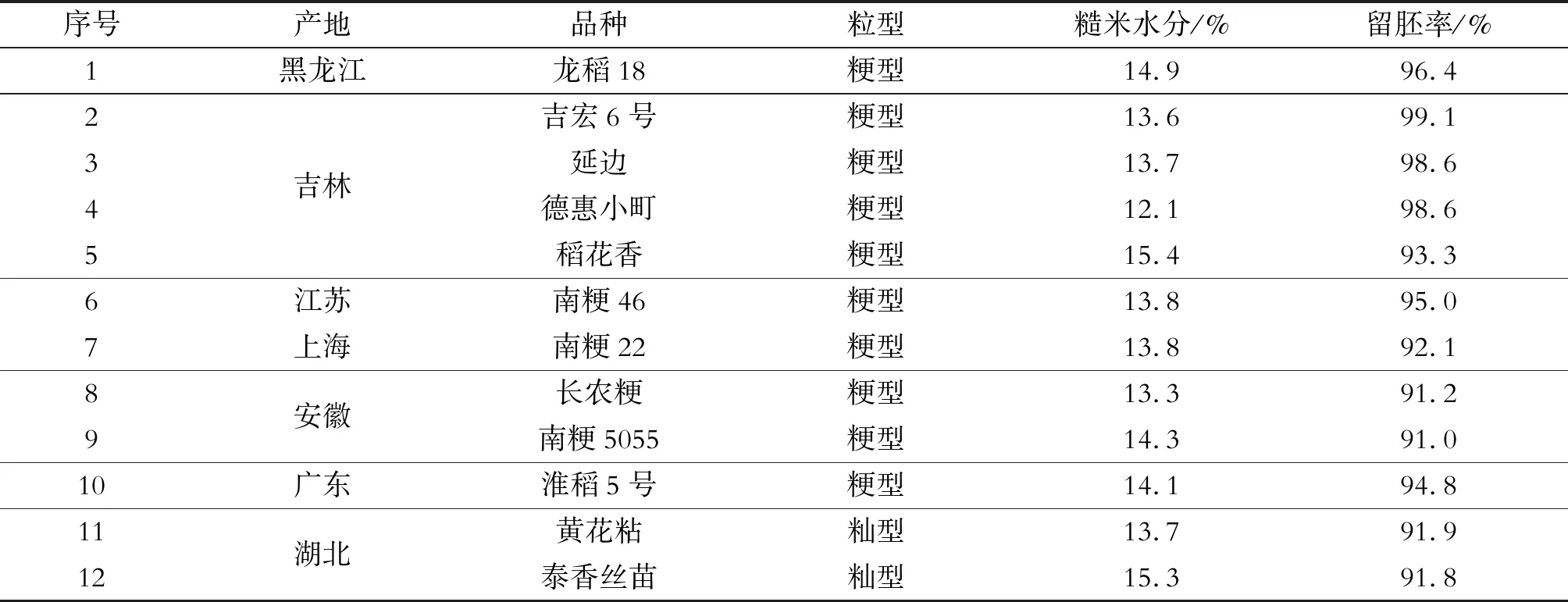
表1 适宜胚芽米加工的部分稻谷品种信息汇总
2.2 胚芽米加工工艺确定
目前标准的加工工艺主要分为循环式和连续式两大类。按照加工量的不同又可细分为循环式单台胚芽米加工线、循环式两台胚芽米加工线、循环式3台胚芽米加工线,以及连续式6台胚芽米加工线四种类型,其加工产量在250 ~1 500 kg/h不等,具体见表2。
初始原料如果为稻谷的话,前段加工工艺还有:稻谷→投料斗→振动清理筛→去石机→流量称→砻谷机→谷糙分级机→厚度分级机→纯净糙米。由于这部分加工工艺较为固定,因此以下以净糙米为原料对胚芽米加工工艺进行具体说明。
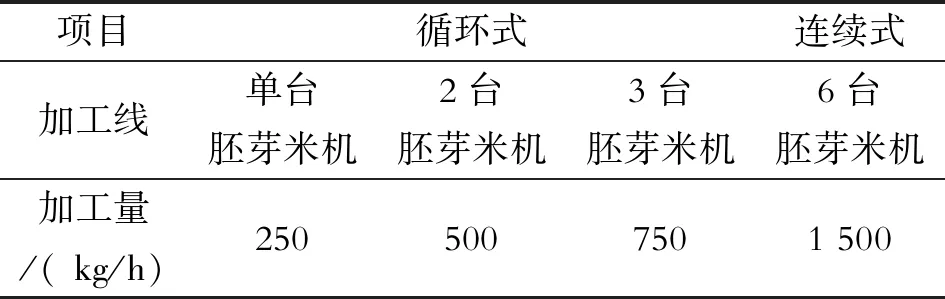
表2 胚芽米加工工艺
2.2.1基本工艺流程
3种循环式胚芽米加工线的基本工艺流程见图4~图6,连续式6台胚芽米加工线的基本工艺流程见图7。其基本工艺流程为:净糙米投料斗→净糙米仓→磁选器→糙米循环仓→胚芽碾米机→胚芽米仓→磁选器→缓冲仓→抛光机→白米分级筛→磁选器→缓冲仓→第一道色选机→磁选器→缓冲仓→第二道色选机→磁选器→打包仓→真空包装秤。各工艺设计图的主要区分点在胚芽米机的配置部分,其中循环式胚芽米加工线的设计思路是通过单机或多机循环的方式实现小产量加工要求;连续式六台胚芽米加工线的设计思路则是通过多机串联的方式实现大产量加工要求。
2.2.2工艺解析
(1)各工序说明
胚芽米机组前设置净糙米暂存仓,用于稳定加工线的原料供应。经过磁选器去除磁性杂质后,糙米进入胚芽米机组上的一个循环仓,待仓满后,停止进料,胚芽米机自行启动,开始进行碾米循环。待达到最佳碾米次数后,PLC控制系统会将物料排放至后面的胚芽米仓暂存。
胚芽米加工到一定量后,可以开启后段的抛光、筛选及色选处理设备。抛光机的作用是除去胚芽米表面的糠粉,提高胚芽米表面的光洁度。白米分级筛用于去除胚芽米中的糠块和小碎米。第一道色选机主要是用来选别异色粒和腹白粒;第二道色选机除了具备常规色选功能外,还增加了白米(不含胚芽)选别功能,可实现在胚芽米留胚率偏低时,通过开启该功能将胚芽米中未保留胚芽的米粒剔除,从而提高成品的留胚率。
在循环仓、胚芽米仓、抛光机上缓冲仓的锥斗部位安装气锤,以减少物料因糠粉过多流动性变差进而在仓内残留的现象出现。在抛光机、两道色选机和成品打包秤上的仓上均安装磁选器以去除磁性杂质。
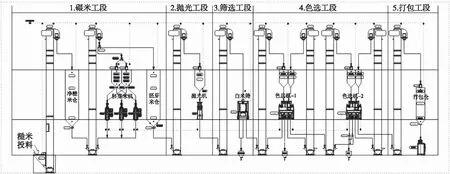
图6 循环式3台胚芽米机加工线
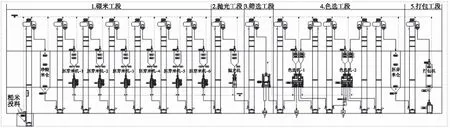
图7 连续式6台胚芽米加工线
此外,由于胚芽米含有大量与稻米生理活动相关的酶类,容易发生氧化与变质,不耐储藏[7];因此在胚芽米的工艺设计时也应考虑在内,予以重视,如成品通常需要做成抽真空小包装形式等。
(2)工艺优缺点说明
循环式加工工艺的优点是可以降低客户的设备总投资,并能在一定程度上满足客户对胚芽米加工产量的要求,但总体产量较小。而连续式6台胚芽米加工工艺则主要是针对对胚芽米加工量有较大要求的用户,这种加工方式连续性、稳定性更好,加工效果要优于循环式;但是由于工艺变长,设备及厂房的投资也大幅增加。
3 小结
综上所述,该胚芽米系统可以在满足胚芽米加工品质要求的前提下,针对不同用户的产量要求,进行多种不同工艺的设计。且系统在运行过程中可完全实现自动化控制,最大限度得保障加工品质、节省人力。但需要注意的是并不是所有稻米原料都适宜于胚芽米的加工,因而在实际的工程应用中,必须要进行胚芽米的小试实验,已确定原料的加工适宜性。
猜你喜欢
中国瓜菜(2023年2期)2023-03-08 09:09:02
一重技术(2021年5期)2022-01-18 05:41:52
诗林(2021年2期)2021-11-09 03:46:51
保健医苑(2021年7期)2021-08-13 08:47:58
现代妇女(2021年1期)2021-02-08 08:34:35
制造技术与机床(2018年12期)2018-12-23 02:40:58
制造技术与机床(2018年10期)2018-10-13 06:36:40
河南农业科学(2018年8期)2018-09-11 08:32:48
麦类作物学报(2018年7期)2018-07-27 05:59:04
汽车维修与保养(2017年6期)2017-09-11 12:39:19
