
汽车漆面研磨抛光工具性能分析
2017-09-11 12:39:19江苏赵宝平燕寒
汽车维修与保养 2017年6期
◆文/江苏 赵宝平 燕寒
汽车漆面研磨抛光工具性能分析
◆文/江苏 赵宝平 燕寒
目前市面上的漆面抛光机种类繁多,按照动力源分类可分为气动式抛光机和电动式抛光机,按照旋转方式分类可分为单作用抛光机和双作用抛光机。
一、气动抛光机
气动抛光机是以压缩空气作为其动力源给抛光机提供动力,其抛光速度受到压缩空气气压的影响,速度的控制方式有两种:一种是直接控制,气压可以通过人手抠动扳机的幅度来控制,可以实现无极变速,这非常有利于技术娴熟的维修工人对于抛光面抛光效果的控制;还有一种是通过旋钮控制,实现无极变速。一般工作气压在6kgf/cm2(1kgf=9.8N)左右,就是一定要保证抛光机满负荷工作的时候,抛光机的接口处要有6kgf/cm2的气压,这样才能保证抛光质量,如果气压不足,特别是很多维修工人抛光时为了追求效率,喜欢对抛光机施加压力,抛光机的转速就会降下来,整个抛光的效果就很难保证。市面上的气动抛光机普遍是单作用的,最高转速一般在4 000r/min左右;当然也有少部分是双作用抛光机,因为双作用抛光机的运动方式是振动偏心运动,整体来说抛光效率没有单作用高,所以它的最高转速一般在11 000r/min 左右,重量一般在0.5~1kg之间,非常轻便,可长时间工作。
双作用抛光机就是偏心机,目前市面上的偏心机大多都是根据偏心距来分类的。气动的偏心机有10mm和15mm两种,抛光机最高转速可达到10 000r/min。它的运动轨迹是振动偏心运动,其实它是由很多个小的旋转运动和一个大的旋转运动构成,这样整个抛光盘上的切削力都会比较均匀,抛光圈痕产生的机率就会大大降低,但是抛光的切削力相对于单作用的来说会变小,所以要想达到和单作用抛光机一样的抛光效果就必须加大转速。偏心距加大,其切削力也会随之加大,相应的其最高转速会降低,但是效率会提高,也会比偏心距小的抛光机更易产生圈痕。
二、电动抛光机
电动抛光机顾名思义是以电作为其动力源,电动抛光机因为其内部带有电机,所以要比气动抛光机重许多,有3kg左右,不利于维修工人的长时间工作,但是其相对于气动的抛光机来说,转动时抛光机的转速会恒定,不会出现气压低转速慢的情况,但是一般分空载和加载的状态,有些抛光机在空载的状态下速度正常,只要一加载,转速会立即下降。就安全性来说电动抛光机没有气动的安全。电动抛光机的转速一般有5个挡位,在打液态蜡时用较低转速,去除已经干结的蜡时使用较高转速。
1.单作用抛光机与双作用抛光机
单作用抛光机就是我们所说的同心机,抛光盘的圆心与旋转的圆心一致。这类抛光机的最高转速一般在4 000r/min左右。双作用抛光机就是我们所说的偏心机,也就是抛光盘的圆心与旋转的圆心不一致,我们把从圆心到圆心的距离称为偏心距。它的最高转速一般和偏心距有关系,偏心距越大,最高转速越低,偏心距越小,最高转速越高。偏心距为0的时候转速较低。这个参数和抛光机对漆面的切削力有关系,同心机在同样的转速下对漆面的切削力要比偏心机大很多,偏心距大的抛光机的切削力要比偏心距小的抛光机大很多。
2.单作用抛光机与双作用抛光机的比较
(1)运动轨迹对比
单作用抛光机是同心、单方向运行,运转轨道也是很单一 (图1),从圆心到边缘旋转半径依次增大,其切削力也会随着半径的增大变大,也就是说抛光盘的边缘切削力度最大,抛光后极易产生圈痕,就是我们所讲的太阳纹。也正是因为其切削力比较大,研磨抛光的效率才会提高,不利的一面是会把表面的油漆磨得很薄,加速漆面的老化。
电动偏心机的型号分为12mm、15mm和21mm,转速依次降低。一般12mm的抛光机(图2)转速最高可以达到5 500r/min,21mm的抛光机(图3)最高可达到4 200r/min。
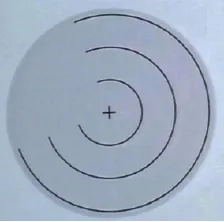
图1 单作用抛光机的运动轨迹

图2 偏心距小的抛光机运动轨迹
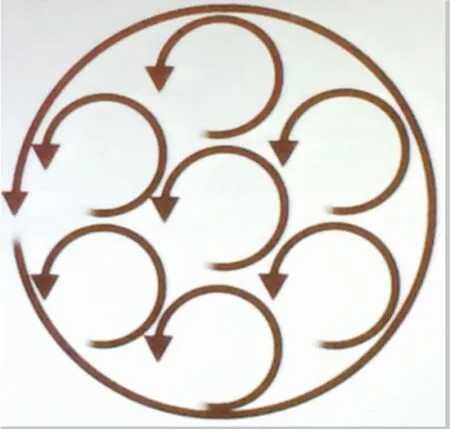
图3 偏心距大的抛光机运动轨迹
(2)热量变化的对比
单作用抛光机在抛光时,我们一般都会在研磨剂里掺水或是把研磨剂刷到漆面上以后,在研磨剂上再喷一层水珠,目的就是在抛光时把漆面和抛光盘的热量降下来。但是这种情况一般都是治标不治本,等到水被抛光盘消耗掉,抛光盘和漆面上还是会很热(图4)。由于抛光盘只是简单的旋转运动,很多维修工人追求工作效率会对抛光盘施加很大的压力,再加上有些维修工人抛光时喜欢长时间抛一个位置,这样更不利于热量的散发。最后导致漆面损坏和抛光盘损坏。
图4 单作用抛光机的抛光盘热量
双作用抛光机的抛光效率比单作用的要低,由于抛光时它是晃动的(图5),那么它的散热效果要比单作用抛光机好得多(图6)。双作用抛光机在抛光时不用对漆面喷水,可以施加抛光剂后直接抛光,注意抛光剂一定要施加在抛光盘上。

图5 双作用抛光机的运动轨迹
另外,在抛光时要保证漆面上抛光剂湿润,避免出现干抛,因为干燥后的抛光剂,其磨削颗粒极易划伤漆面。所以一般不允许把抛光剂收的很干净,抛光后最好在漆面上呈现云雾状的抛光剂的痕迹,又能透过这种痕迹检视整个漆面的抛光效果(无划痕,无圈痕等)才是最佳的。

图6 双作用抛光机抛光盘的热量
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:52
智族GQ(2021年4期)2021-05-13 08:22:07
Annals of Applied Mathematics(2020年4期)2021-01-19 11:17:48
汽车维护与修理(2020年14期)2020-08-05 05:44:34
制造技术与机床(2019年9期)2019-09-10 07:36:26
制造技术与机床(2018年12期)2018-12-23 02:40:58
制造技术与机床(2018年10期)2018-10-13 06:36:54
制造技术与机床(2018年10期)2018-10-13 06:36:40
汽车维护与修理(2016年6期)2017-01-18 00:54:52
人民交通(2016年6期)2017-01-07 06:18:57
