热处理工艺对双相钢带极埋弧堆焊层组织及性能的影响
2021-01-27 02:14:04高成龙李宪爽
机械制造文摘(焊接分册) 2020年5期
高成龙, 李宪爽
(哈尔滨锅炉厂有限责任公司,黑龙江 哈尔滨 150046)
0 前言
双相不锈钢在室温下其显微组织中铁素体与奥氏体相大约各占一半且兼有两相组织特征[1-2]。奥氏体相的存在,降低了高Cr铁素体不锈钢的脆性,提高了韧性和可焊性。铁素体相的存在,提高了奥氏体不锈钢的室温强度[3]。双相不锈钢一方面保留了铁素体不锈钢耐点蚀、缝蚀及氯化物应力腐蚀等诸多优点,同时也存在475 ℃脆化及σ相脆化等缺点;另一方面又具备奥氏体不锈钢韧性好、抗晶间腐蚀、力学性能及焊接性能优良等优点,基于上述特性,使其广泛应用于造纸、核电、建筑、海水淡化及石油化工等行业[4-9]。
随着国内外石油化工、煤化工用压力容器向着大型化、高效化的方向发展,双相不锈钢大面积带极堆焊的需求日益增加[10],因此对双相钢带极堆焊的研究显得尤为重要。由于双相钢在经历600~900 ℃加热时会析出第二相[11-13],因此选取665 ℃热处理温度作为研究对象,通过对EQ2209埋弧带极堆焊层焊态及热处理态试样分别进行力学性能试验及微观组织分析等试验,总结出665 ℃热处理对双相钢堆焊层组织及性能的影响规律。
1 试验材料及方法
1.1 试验材料
试验中使用的材料为15CrMoR,规格500 mm×300 mm×60 mm,其化学成分详见表1。焊接材料使用焊带EQ2209,规格60 mm×0.5 mm及与其匹配的埋弧焊剂,焊带化学成分详见表1。

表1 材料化学成分(质量分数,%)
1.2 焊接工艺
采用埋弧堆焊方式在15CrMoR上堆焊2209,首层堆焊前母材预热150 ℃,焊道间的清理采用不锈钢刷及专用不锈钢砂轮打磨,焊剂堆高25~30 mm,压道量6~8 mm,最大层道间温度200 ℃,其余焊接工艺参数详见表2。

表2 堆焊工艺参数
对堆焊试样进行665 ℃热处理,保温时间分别为0.5 h,1.0 h,2.0 h。
1.3 试验方法
研究2209堆焊层的力学性能及微观组织。使用WE-60液压万能材料试验机进行弯曲试验,使用NI500金属摆锤冲击试验机进行堆焊层的冲击试验,使用AXIOVERT 200MAT金相显微镜对堆焊层的微观组织进行观察。采用MP30E-S铁素体检测仪测量堆焊层铁素体数,采用HVS维式硬度计进行堆焊层的硬度试验,采用Apollo300扫描电镜观察冲击试样断口及堆焊层表面形貌。
2 试验结果与分析
2.1 力学性能
根据NB/T 47014—2011《承压设备焊接工艺评定》,对堆焊层进行弯曲试验,结果详见表3。

表3 焊态及665 ℃不同热处理时间侧弯试验
由表3可看出,只有焊态下的试样是完全合格的,未出现裂纹。经过665 ℃热处理后的弯曲试样均在堆焊层出现断裂现象。根据ASTM A923-14中方法B,对堆焊层进行-40 ℃冲击试验,试样尺寸为5 mm×10 mm×55 mm,结果如图1所示。
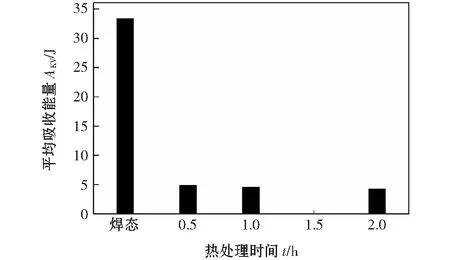
图1 焊态及665 ℃不同热处理时间试样冲击值
从图1可看出,焊态试样的平均冲击吸收能量超过32.5 J,满足标准要求(AKV(-40 ℃)≥27 J),而经过665 ℃热处理后的试样平均冲击吸收能量均低于5.0 J,远低于标准要求。
对焊态及热处理态的试样进行硬度试验。结果表明,焊态下堆焊层的硬度平均值最低(263.0 HV10),随着热处理保温时间的延长,硬度值逐渐升高,保温2 h后堆焊层硬度值最高(290.3 HV10),相比焊态下堆焊层的硬度,其增大约10%。
2.2 微观组织
采用50%盐酸酒精溶液分别对堆焊层试样进行腐蚀,对堆焊层进行金相观察,如图2所示。
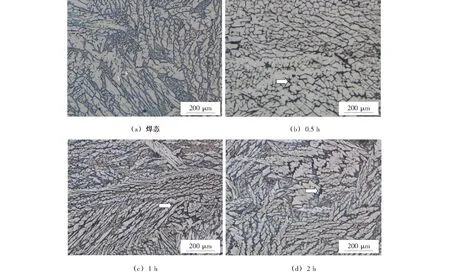
图2 焊态及665 ℃不同热处理时间双相不锈钢堆焊层的微观组织
从图2可看出:焊态试样的组织为奥氏体+条状铁素体,热处理态试样在铁素体/奥氏体边界附近存在析出物。由图2b~2d试样的组织表明,析出物在铁素体/奥氏体边界析出,同时随着热处理时间延长,析出物数量增多。
为确定析出物的形貌及成分,采用扫描电镜及EDS能谱分析分别对焊态及热处理态(665 ℃/2 h)堆焊层金相试样进行分析,如图3所示。
从图3可看出,经历热处理后的堆焊层在铁素体/奥氏体晶界附近存在析出物,通过对铁素体及析出物分别进行能谱分析,得出析出物中富含Cr,Mo,Si等元素。由于晶界处的结构缺陷较多,界面能高,有利于σ相的形核[14],因此可推断出该析出物为σ相。
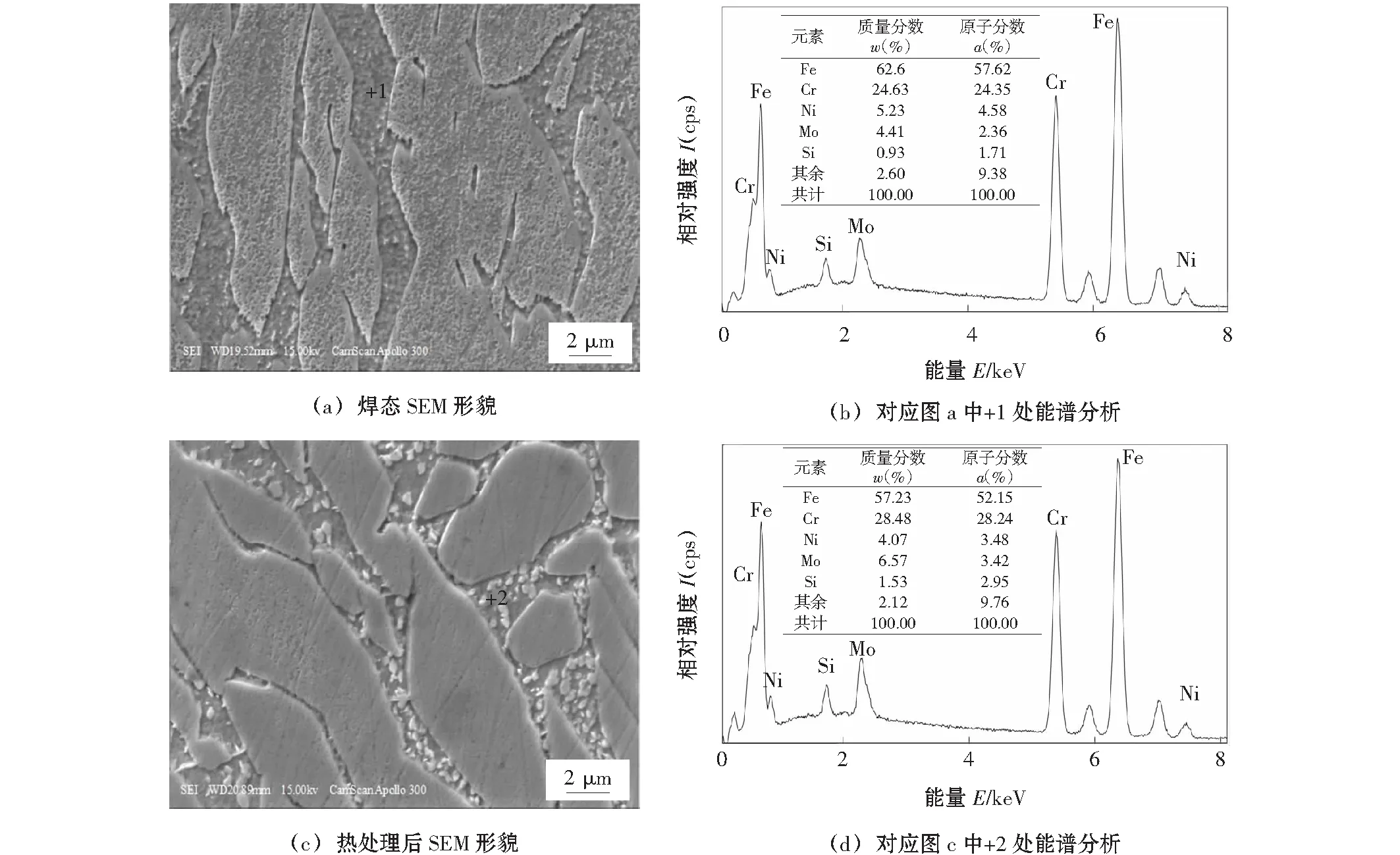
图3 焊态及665 ℃/2 h热处理态双相不锈钢堆焊层的SEM形貌及能谱分析
2.3 断口分析
采用扫描电镜对冲击试样断口进行观察分析,如图4所示。
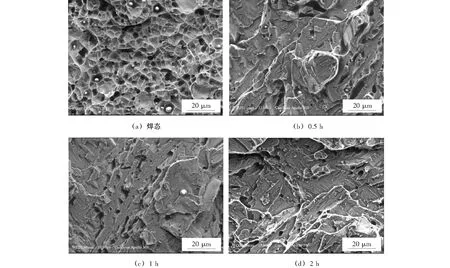
图4 焊态及665 ℃不同热处理时间双相不锈钢堆焊层断口形貌
由图4可看出,焊态下的冲击试样断口含有大量的韧窝,是典型的韧性断裂,如图4a所示。经过665 ℃热处理后,试样冲击试样断口呈现准解理平面,属于脆性断裂,如图4b~4d所示。
综上所述,经历665 ℃热处理后,堆焊层冲击试样的断裂类型由韧性断裂向脆性断裂转变。
2.4 铁素体数
根据GB/T1954—2008《铬镍奥氏体不锈钢焊缝铁素体含量的测量方法》,分别对堆焊层试样进行铁素体数测量,结果详见表4。
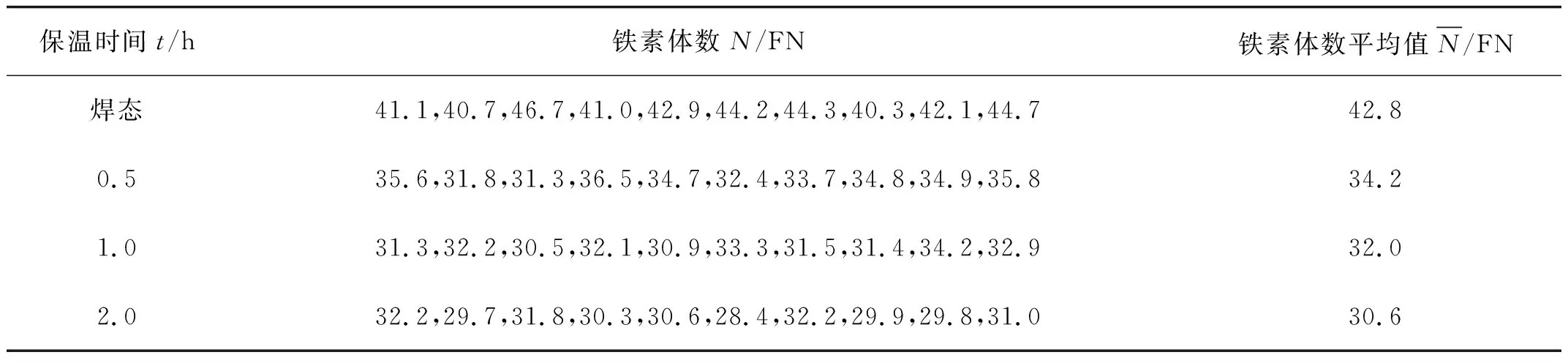
表4 焊态及665 ℃不同热处理时间双相不锈钢堆焊层铁素体数
通过表4可看出,焊态下的堆焊层平均铁素体数最高,具有最好的相比例。随着热处理时间的延长,堆焊层铁素体数逐渐下降。
3 结论
(1)EQ2209堆焊层在经历665 ℃热处理后,在铁素体/奥氏体晶界附近会析出σ相。
(2)随着665 ℃热处理时间的增加,σ相的析出量增多。
(3)由于σ相的析出,导致EQ2209堆焊层的弯曲试样不合格,冲击韧性降低,同时堆焊层的硬度升高。
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:42
山东冶金(2022年3期)2022-07-19 03:24:54
山东冶金(2019年3期)2019-07-10 00:54:06
四川冶金(2018年1期)2018-09-25 02:39:24
上海金属(2016年1期)2016-11-23 05:17:28
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
焊接(2016年8期)2016-02-27 13:05:13
焊接(2015年9期)2015-07-18 11:03:52
上海金属(2014年5期)2014-12-20 07:58:43
燕山大学学报(2014年3期)2014-03-11 15:28:31