定向生长碳化铬堆焊复合耐磨板及其应用
2021-01-27 02:14:02王微伟乔明亮赵春燕刘爱国
机械制造文摘(焊接分册) 2020年5期
王微伟, 乔明亮, 赵春燕, 刘爱国
(1.江苏瑞米克金属技术有限公司,江苏 常州 213172;2.沈阳理工大学,辽宁 沈阳 110159)
0 前言
工业系统设备耐磨防护中常用的材料包括铸石、氧化铝陶瓷、超高分子量聚乙烯、合金钢耐磨板等,但这些材料存在脆性大、难以进行切割及焊接加工等一系列问题[1]。采用堆焊或熔敷技术制造的带有碳化物增强相的复合耐磨板具有耐磨性好、抗冲击、进行切割及焊接加工等优点,在耐磨防护中获得了广泛的应用[1-3]。
在众多的碳化物中,碳化铬由于具有耐磨性能优异、价格低廉、可以在Fe-Cr-C合金体系中原位生成的特点,成为铁基耐磨材料堆焊、熔敷的首选增强材料。在高铬铸铁体系中,初生相和共晶相的相组成与Cr/C比有关。按照Fe-Cr-C合金相图,当Cr含量低于9%时,液相结晶时将析出M3C型碳化物(M代表(Cr,Fe));Cr含量高于9%,析出的碳化物为M7C3型;Cr含量进一步增加,析出的碳化物转变为M23C6型[4]。铁基材料堆焊、熔敷强化中采用最多的是M7C3型碳化物作为强化相。
碳化铬对铁基强化层的增强效果,和碳化物的种类、尺寸、数量、分布、方向等多种因素有关[5]。当合金成分处于亚共晶范围时,碳化物将以晶界共晶碳化物为主要存在形式,晶界碳化物的存在,导致这种材料的协调变形能力差、脆性大、耐磨性差;当合金成分处于过共晶范围时,碳化物将以晶内初生碳化物M7C3为主要存在形式,这种材料的硬度高、耐磨性好。同样是以M7C3碳化物为增强相,碳化物的尺寸大、数量少、不均匀分布的强化层,耐磨性要低于尺寸小、数量多、均匀分布的强化层。由于M7C3碳化物的结晶形态为六棱柱棒状,长径比大,其性能表现出明显的各向异性。其生长方向使铁基材料的耐磨性也表现出明显的各向异性。研究结果表明,M7C3碳化物短轴截面上的显微硬度比长轴截面上更高,相应的白口铸铁在M7C3碳化物短轴截面上的耐磨性也更高[4]。Dogan等人[6]研究了湿砂胶轮磨损、低应力三体磨损和冲蚀磨损三种磨损方式下白口铸铁中碳化物生长方向对耐磨性的影响,结果表明,当碳化物杆的长轴和磨损面垂直时,三种磨损方式下材料的耐磨性都最好。当碳化物杆的长轴和磨损面平行时,大角度冲蚀极易造成材料的磨损。而在高应力磨料磨损条件下,碳化物杆的长轴和磨损面平行时,耐磨性更好。对铁基材料的堆焊研究表明,M7C3的生长方向影响耐磨堆焊合金的性能,只有当其生长位向垂直于耐磨表面时耐磨性才最优异[7]。碳化铬的生长方向和高温液态金属中的成分分布以及加热和冷却条件有关。袁有录等人采用等离子熔敷Cr3C2和Fe-CrNiBSi混合粉末制备的耐磨层中,M7C3围绕半熔化的Cr3C2颗粒呈发射状生长[8]。采用药芯焊丝堆焊的耐磨层中M7C3的生长方向则没有一定规则[5]。 Wang等人[9]采用堆焊时将母材浸入水中的方式进行强制冷却,获得了碳化物生长方向垂直于堆焊层表面的堆焊试件。同时发现,增大冷却速度,碳化物尺寸更为细小,密度更高,而且分布更均匀。考虑到工程上实现的便捷性,为进一步提高铁基堆焊材料的耐磨性,文中采用堆焊道后部正面喷水雾强制冷却的方法,控制M7C3的结晶形态和结晶方向,制备出定向生长的M7C3碳化物,并应用于堆焊复合耐磨板中,并且取得了良好的效果。
1 试验材料及方法
文中试验选用的母材为10 mm厚的Q235C,长500 mm,宽400 mm。所用焊丝为φ2.8 mm的明弧自保护药芯焊丝,成分见表1。

表1 药芯焊丝的成分配比(质量分数,%)
采用耐磨板明弧自保护堆焊设备进行自动堆焊,堆焊层数为两层,每层厚度约为3~4 mm。堆焊工艺参数见表2。

表2 耐磨板的堆焊工艺参数
堆焊过程中,在熔池后方距离焊丝轴线150 mm位置喷水雾进行强制冷却,水雾覆盖范围直径约为50 mm。通过强制冷却以控制熔池金属的结晶方向,特别是其中的M7C3碳化物的生长方向。
对堆焊好的试板进行切割、镶嵌、磨制、抛光、腐蚀,制成金相试样。腐蚀时首先采用4%硝酸酒精溶液对热影响区进行腐蚀观察,然后对堆焊层进行腐蚀观察。堆焊层腐蚀液配方为:三氯化铁2.5 g、苦味酸5 g、盐酸2 mL、蒸馏水90 mL。
对堆焊层横截面进行硬度测试,所用仪器为HR-150A型洛氏硬度仪,加载压力为588 N。每个测试位置测量3个点,取平均值。
采用针盘磨损试验机测试了堆焊层的耐磨性,并和基体材料的耐磨性进行了对比。对磨副为YG8硬质合金,针盘相对运动速度为0.8 m/s,载荷为49 N。每5 min用电子天平测量一次试样磨损失重,天平精度为0.1 mg。
2 结果与讨论
图1为第一堆焊层显微组织。在第一堆焊层底部(图1a),紧邻熔合区位置,是一薄层平面晶组织;和平面晶组织相邻的是胞状晶组织;再往上直到第一堆焊层顶部,全部是树枝晶组织。第一堆焊层堆焊时,由于堆焊电流较大(300~350 A),基体钢板熔化量较大,导致堆焊层成分被稀释。从组织上判断,此时堆焊层成分为亚共晶成分,熔池凝固结晶时首先结晶出奥氏体,受低熔点溶质合金元素含量、温度梯度、结晶速度的影响,从熔池边界到内部其形态依次为平面晶、胞状晶、树枝晶,是典型的焊缝联生结晶形态。结晶后期,液态金属中的合金元素含量增高,达到共晶成分,发生共晶转变,在树枝晶间位置形成大量奥氏体和碳化物混合的共晶组织。从放大后的形貌(图1c)上看,共晶组织中的碳化物是细长杆状的M7C3碳化物。随着温度进一步降低,部分奥氏体将转变为马氏体。
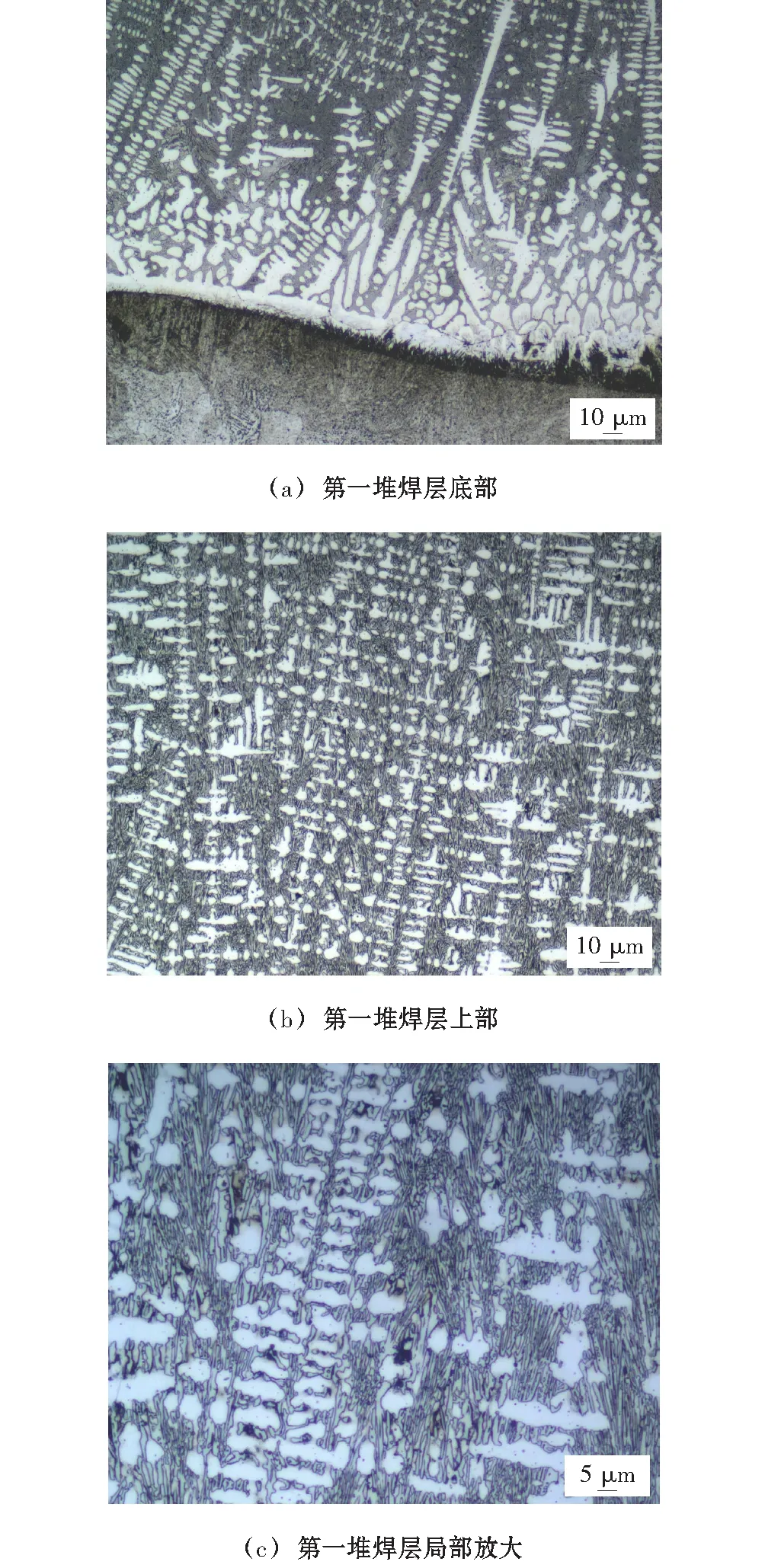
图1 第一堆焊层显微组织
图2为第二堆焊层显微组织。从第二堆焊层和第一堆焊层的交界部位(图2a)看,不再存在平面晶、胞状晶组织,而是大量细小的共晶组织,其方向存在局部的一致性和全局的随机性(图2b)。顶部也不存在树枝晶组织(图2c),而是产生了大量的M7C3碳化物。由于第一堆焊层中已经存在有较多的Cr,C等合金元素,对第二堆焊层的稀释作用较小,第二堆焊层的成分保持了过共晶成分,冷却时首先析出初生碳化物M7C3,由于堆焊过程中采取了强制冷却措施,初生碳化物M7C3尺寸小、数量多,而且定向生长,其方向为散热最快方向,即垂直于堆焊表面。在M7C3碳化物之间,后结晶的液态金属发生共晶反应,形成奥氏体和碳化物混合的共晶产物。
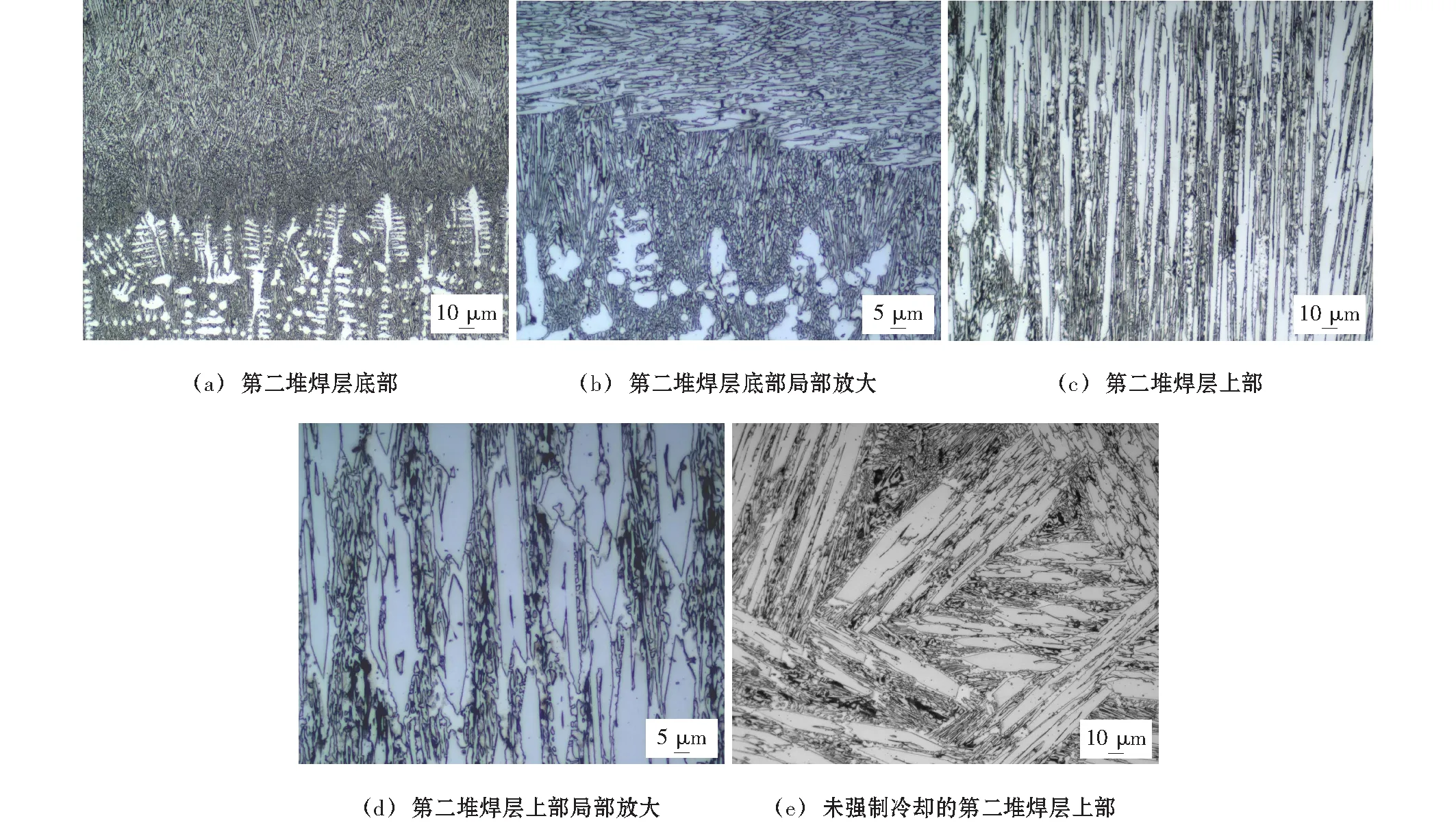
图2 第二堆焊层显微组织
作为对比,未采取强制冷却措施堆焊的耐磨板的第二堆焊层上部组织示于图2e中。可以看出,未采取强制冷却措施堆焊的耐磨板第二堆焊层中也存在大量M7C3碳化物,但M7C3碳化物生长方向杂乱,而且尺寸比采取强制冷却措施堆焊的第二堆焊层中M7C3碳化物大很多。
图3为堆焊层横截面上的硬度分布。可以看出,从熔合区到堆焊层表面硬度呈不断上升的趋势,堆焊表面硬度最高,达到60.2 HRC。第一堆焊层上升幅度较大,第二堆焊层上升幅度较小。第二堆焊层的平均硬度比第一堆焊层的平均硬度高3.2 HRC。

图3 堆焊层横截面上的硬度分布
第一层堆焊时,较多基体材料混入堆焊层中,导致堆焊层中合金元素含量降低,特别是靠近熔合区的位置,合金元素含量更低。较低的合金元素含量使熔池金属成分为亚共晶合金,凝固时先结晶出树枝晶奥氏体,再结晶出共晶混合物。尽管在后续冷却过程中,部分奥氏体会转变成马氏体,但硬度肯定比初生M7C3碳化物或者共晶混合物的硬度低。这既是第一堆焊层硬度较低的原因,可能也是第一数据点数据分散性大的原因。
第二堆焊时,混入堆焊层中的是第一堆焊层中含有较多合金元素的材料,对堆焊层合金元素稀释作用较小。第二堆焊层熔池金属成分为过共晶合金,凝固时先结晶出初生碳化物M7C3,沿垂直于堆焊层表面方向生长,再结晶出共晶混合物。初生碳化物M7C3的硬度比马氏体更高,最终表现为第二堆焊层的平均硬度比第一堆焊层的平均硬度更高。
图4为堆焊耐磨板的磨损失重和基体材料Q235C的磨损失重对比。可以看出,在针盘磨损试验条件下,堆焊耐磨板的耐磨性比基体材料Q235C有了明显提高,磨损失重仅为基体材料的1/30。
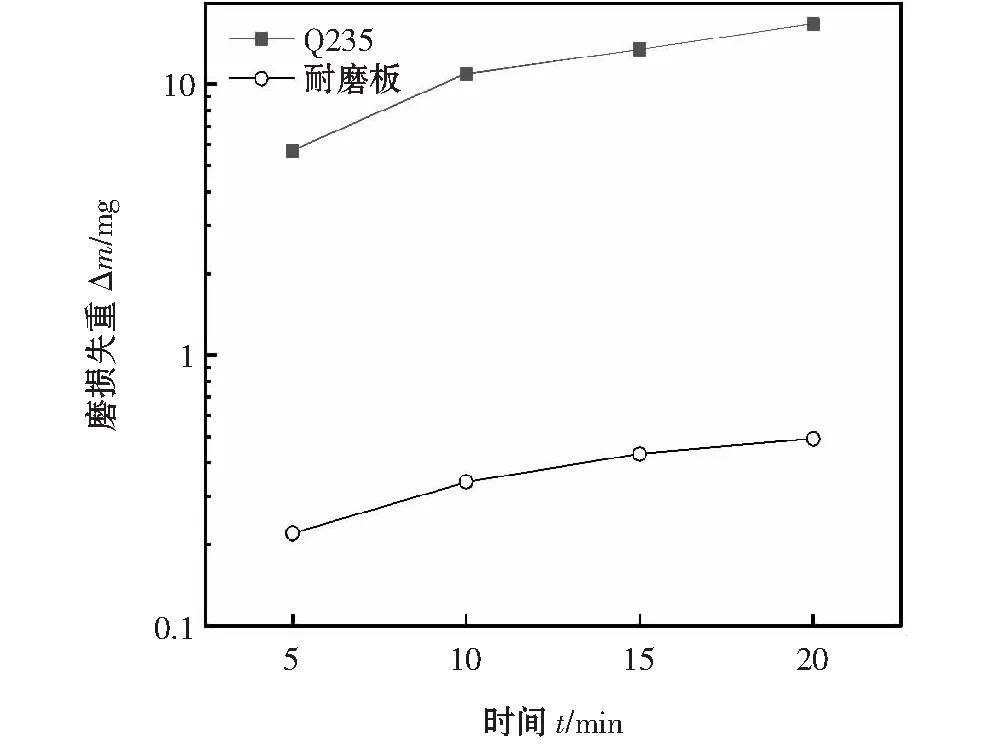
图4 堆焊耐磨板和Q235C的磨损失重对比
将定向生长碳化铬堆焊耐磨板应用于制造磨煤机筒体防磨板,防磨板厚度为12 mm,其中堆焊层厚度为8 mm。将使用情况和某市售堆焊耐磨板进行了实际使用工况下的使用寿命对比。对比用某市售堆焊耐磨板厚度为12 mm,其中堆焊层厚度为8 mm。使用10个月后,定向生长碳化铬堆焊耐磨板磨损轻微,如图5所示,而在同样的使用工况条件下,某市售堆焊耐磨板已经几乎磨穿。最终使用寿命达到某市售堆焊耐磨板的3倍。

图5 磨煤机筒体防磨板使用情况对比
3 结论
(1)受基体的稀释作用影响,第一堆焊层为亚共晶成分,显微组织为马氏体+残余奥氏体+共晶组织;第二堆焊层为过共晶成分,显微组织为初生碳化物M7C3+共晶组织。从熔合区到堆焊表面硬度逐渐升高,堆焊表面硬度达到60.2 HRC。
(2)强制冷却技术可以控制第二堆焊层中M7C3碳化物的生长方向,实现M7C3碳化物的定向生长;M7C3碳化物的生长方向垂直于堆焊表面。
(3)垂直于堆焊表面定向生长的M7C3碳化物有利于提高堆焊层的耐磨性,磨损失重仅为Q235C的1/30,使用寿命达到某市售堆焊耐磨板的3倍。
猜你喜欢
陶瓷学报(2021年4期)2021-10-14 08:57:44
山东冶金(2019年3期)2019-07-10 00:54:06
模具制造(2019年3期)2019-06-06 02:11:04
含能材料(2017年1期)2017-03-04 15:46:20
含能材料(2017年7期)2017-03-04 11:16:26
上海金属(2016年1期)2016-11-23 05:17:29
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
当代化工研究(2016年6期)2016-03-20 16:21:48
橡胶工业(2015年8期)2015-07-29 09:22:32
橡塑技术与装备(2015年7期)2015-07-03 12:17:56