
气流烘丝出口水分稳定性研究与改进
2021-01-18 07:11:54韩慧丹常亚宁
卷宗 2020年32期
韩慧丹 常亚宁
(河南中烟工业有限责任公司安阳卷烟厂,河南 安阳 455000)
气流烘丝出口水分不稳定将严重影响烟丝填充值、整丝率和碎丝率、卷烟外观质量以及感官质量[1]。
1 存在问题
目前,我厂生产气流模块烟丝时经MES统计分析,滚筒式烟丝回潮机(RCC)出口含水率不合格值(CPK<1.33)较多,气流烘丝机出口含水率不合格值(CPK<1.33)及含水率偏差偏差>0.12%的值也较多,气流烘丝出口水分稳定性问题亟需攻关。
2 问题分析
从整个烘丝工作原理分析中,可以看出共有3个关键流程,即提升喂料—增温增湿—烘丝。通过对影响气流烘丝机出口物料含水率及含水率偏差的因素进行因果矩阵分析得出重要影响因素,然后根据对烘丝机出口物料含水率影响的严重程度、发生频度和探测能力对其建立FMEA评分标准进行FMEA潜在失效模式分析[2]。根据实际情况对潜在原因进行逐个实验测量,对测量数据进行箱线图和单因子方差分析等,最终得出影响烘丝机出口物料含水率的关键因素有喷嘴型号、喷嘴位置、RCC出口振槽频率、烘丝机出口处水分仪位置、烘丝机出口振槽频率。
3 改进措施
3.1 滚筒式烟丝回潮机喷嘴型号及喷嘴位置调整
原有喷嘴较大,导致流量过大,在控制过程中微调的情况下对出口物料含水率的影响较大,且雾化面积较小,不利于水分控制的稳定性。将滚筒式烟丝回潮机的喷嘴更换为较小型号。
原有喷嘴位置在滚筒式烟丝回潮机进料口的左侧,当烟丝进入滚筒式烟丝回潮机时,在滚筒旋转的情况下,喷嘴喷射角度在筒内的一点钟方向,无法直接喷射到烟丝上,导致筒壁粘料量大,且加水不均匀。为此,将喷嘴位置调整到滚筒式烟丝回潮机进料口的右侧,喷嘴喷射角度在筒内十一点钟方向,可以直接喷射到烟丝上,确保加水的准确性和均匀性。
3.2 滚筒式烟丝回潮机出口振槽频率调整
滚筒式烟丝回潮机出口振槽频率较快,当烟丝从滚筒式烟丝回潮机出料时,振槽上烟丝流量分布不均匀,影响烟丝含水率,为此,出口振槽电机加变频器,将出口振槽电机频率由50Hz降低至43Hz。
3.3 烘丝机出口振槽频率调整
原气流烘丝机出口振槽频率较快,当烟丝从气流烘丝机出料时,振槽上烟丝流量分布不均匀,影响烟丝含水率,为此,出口振槽电机加变频器,将出口振槽电机频率由50Hz降低至43Hz。
3.4 烘丝机出口水分仪位置调整
气流烘丝机对烟丝进行干燥的混合风温调节是采用前馈+反馈的方式,前馈调节即根据烘丝机入口烟丝含水率调节混合风温冷风开度控制烘丝机出口烟丝含水率,反馈调节即根据烘丝机出口烟丝含水率反馈调节混合风温冷风开度以达到稳定烘丝机出口烟丝含水率的目的。
原烘丝机出口水分仪位于出口振槽拐角处,距离烘丝机出口较远,烟丝从烘丝机出料至水分仪检测到烟丝含水率所用时间较长,增加了烟丝含水率反馈时间,导致反馈调节不准确;为此,将水分仪调整至烘丝机出口处,距离烘丝机出口大约50cm,保证了烟丝含水率反馈系统的准确性和及时性,从而保证烘丝机出口烟丝含水率的稳定性。
4 改进效果
改进措施完成以后,对气流烘丝出口物料含水率CPK及含水率偏差改进前后效果进行验证,数据分析如图1、图2所示。
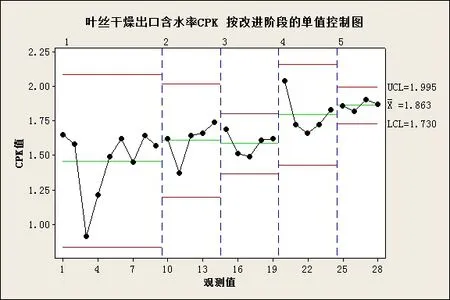
图1 叶丝干燥出口物料含水率CPK改进
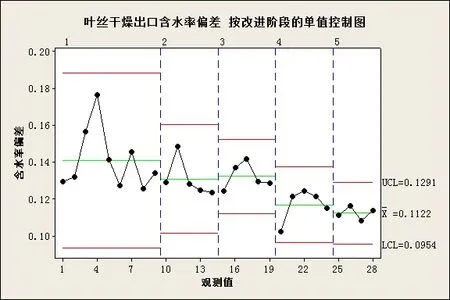
图2 叶丝干燥出口物料含水率偏差改进
从上图可以看出,叶丝干燥出口物料含水率及含水率偏差改进效果显著。叶丝干燥出口物料含水率稳定在1.863左右,叶丝干燥出口物料含水率偏差稳定在0.1122左右。叶丝干燥出口物料含水率CPK≥1.67,出口水分偏差≤0.12%,气流烘丝出口水分稳定性明显提高。
5 结论
改进完成后,气流烘丝出口水分稳定性良好,合格率高,烟丝填充值、整丝率和碎丝率、卷烟外观质量以及感官质量均有所提高,提升了产品美誉度。
猜你喜欢
湖北畜牧兽医(2023年6期)2023-10-30 03:06:46
烟草科技(2022年11期)2022-12-20 05:58:40
烟草科技(2019年11期)2019-12-13 06:23:26
昭通学院学报(2018年5期)2018-12-06 03:00:12
消费导刊(2018年8期)2018-05-25 13:19:42
山西青年(2017年24期)2017-12-22 09:13:22
环球市场(2016年16期)2016-11-29 05:06:48
山东工业技术(2016年7期)2016-04-08 16:41:45
中国科技纵横(2015年24期)2016-01-21 19:44:47
大众科技(2015年8期)2015-12-17 05:56:26
