
大型储油罐罐底之焊接方法探索与实践
2021-01-18 07:11:54汪兴科
卷宗 2020年32期
汪兴科
(东营市技师学院,山东 东营 257091)
在储油罐的加工制造中,罐底是一个比较重要的部位,罐底的焊接成功与否决定了整个储油罐加工制造的成败。由于腹板多且面积很大,不同位置钢板的尺寸等因素相差悬殊。需进行大面积的角焊缝焊接,如果工艺不当,焊接完成后会产生非常大的焊接应力和变形,较难控制。如果变形后再进行矫正处理,难度不大,严重时会使罐底结构板报废,影响焊接工程的质量和进度。
1 应力分析
罐底焊接过程中,产生变形的主要原因是因为对于搭接焊缝的焊接,纵向、横向的收缩加上角焊缝纵向的收缩,都会造成钢板变形。所以,要从实际情况出发,制定合适的施工方法,使焊缝按预设要求进行收缩,防止产生焊接变形。在施工焊接之前,先要分析焊接应力的产生情况,确定好施工工艺,选取合适的装配形式来满足焊接需求。
薄板焊接时,通常采用搭接角焊缝施工,由于焊接时温度较高,温度高的一侧会产生较大的压缩塑性变形,温度低的一侧焊接变形则较小。冷却过程中,沿板面出现不均匀的收缩就产生了角变形。角变形大小与钢板的厚度有关;薄板工件焊接,由于热量传递得快,且沿厚度方向分布较为均匀,压缩塑性变形产生较小。如果在薄板搭接焊两侧外加刚性固定条件下施焊,焊后角变形会很小。此时焊缝应力很小,而横向拉应力决定焊缝是否产生变形。焊接时,从钢板的一端焊到另一端,对薄板进行加热,由于中间温度高,金属将受到两侧温度低的金属反作用,从而产生压应力。当中间部位金属所受的压应力超过屈服点值时,则该部位就会出现压缩塑性变形,此时钢板中同时存在着压应力和拉应力,并处于平衡状态,钢板将伸长;焊缝冷却时,由于中间部分金属在加热时产生压缩塑性变型的原因进行收缩,长度要比原来的短。中间的应力与两边的应力是牵制影响的。故而在焊后冷却时,中间部分将产生拉应力,两边金属部分会产生压应力,并达到相互的平衡,最终焊缝纵向产生收缩变形。
在平行+相反方向的两外力作用下,搭接焊接时,对于施焊过程,是有先后顺序的。先焊的一部分焊缝,要受到后焊部分焊缝对它的压缩作用,因而降低了横向拉应力的数值,而临近焊缝区域内金属因受热产生的膨胀,受到相邻固态金属的刚性约束,产生压缩塑性变形且和热源移动,各点不断的重复这一过程。冷却后,产生横向收缩变形。根据经验得知:对于4-10mm厚的钢板搭接连续角焊缝横向收缩量为0.6-0.8mm/m。在无外力固定的情况下,因为搭接焊缝的施焊不是同时完成的,先焊的部分,由于受到后焊缝横向收缩作用,限制了后焊完成焊缝的横向收缩,因此,在焊缝的末端,受到了拉应力的作用。先焊焊缝则受到压应力作用。由上述两部分应力合成的结果,就产生了总的横向应力。这种横向应力的作用产生的变形,使得焊缝中间部分起拱或者凹下,这将对罐底板施工十分有害。
2 罐底板的装配设计
罐底板的装配设计排版,主要根据用料的几何尺寸。应满足施焊所需的要求。使幅板在焊接过程中,受热面不集中就能迅速均匀将热传递,还应满足铺设的方便、快捷和美观。常见的装配排版形式有:人字形排版法、丁字形排版法、条形排版法等。几种排版方法相比较丁字排版法较好,其优点是:1)排版时便于错缝,美观大方,容易排列且外观整齐。2)能满足施焊条件,可以避免在施焊过程中的应力过于集中现象,并能使热量迅速均匀的传递,克服了幅板焊后沿纵横方向收缩引起底板发生凹拱等现象。效果较好。
3 罐底板的焊接工艺
3.1 焊接顺序的确定
首先要分清哪些焊缝施焊后能影响到底板变形,从而合理的安排好焊接操作顺序。焊缝容易产生的底板变形主要有:
带壁板与弓形焊缝,会引起弓形板变形;幅板焊缝引起纵横向方向的收缩。
弓形板与中幅板搭接角焊缝后会引起周向收缩;弓形板对接焊缝会引起周向收缩。
上述影响因素,相互牵连。因此,要将底板焊缝分段施工,使其都能均匀自由收缩。在具体焊接中,其措施如下:
先焊中幅板错开的短焊缝,然后焊直通的长焊缝。焊接时,用小锤适当力度锤击焊缝区,释放应力。罐底与底圈壁板连接部位的焊缝焊接,为了减少焊缝变形,可以数对焊工对称分布在罐区内与罐外,沿同一方向分段退焊。边缘板的径向连接焊接缝,可以由外到内分段退焊,由数名焊工对称施焊。尽量选择大规格的钢板焊接。由于焊缝的纵向收缩量与焊缝成正比,采用大规格钢板后,罐底板的焊缝长度大量减少,纵向收缩变形也相应地减少,同时减少工作量,降低材料消耗,节省人力和物力,提高效益。在幅板焊接完成前,留出二道主要的焊缝暂时不焊,为后续焊接留下充足的收缩余量。待罐底所有的焊缝焊接完毕后,再进行施焊。
3.2 焊接工艺的选取
在实际的焊接过程中,采用的焊接工艺参数见下表:
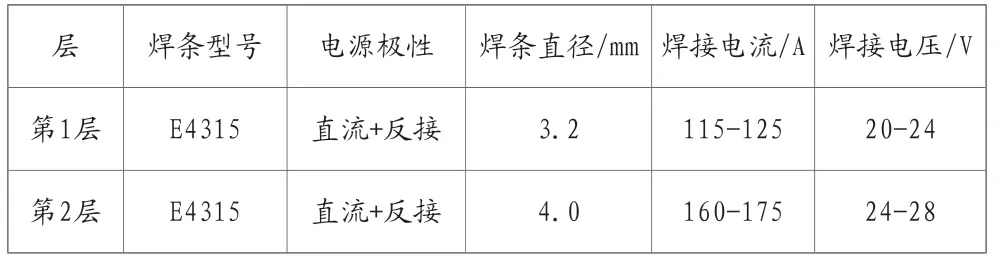
层 焊条型号 电源极性 焊条直径/mm 焊接电流/A 焊接电压/V第1层 E4315 直流+反接 3.2 115-125 20-24第2层 E4315 直流+反接 4.0 160-175 24-28
焊接电流的大小,对焊接质量有较大的影响。电流过大,则易产生咬边,同时增加金属飞溅。电流较小,电弧不稳定会造成未焊透和夹渣等缺陷,使生产率降低。
焊接速度大小,直接影响焊接生产率和焊接质量。应该在保证质量的前提下,易采用较大的焊条直径和焊接电流,以达到最大的焊接速度。
坡口的选择在保证焊透,尽量减少填充金属,焊接变形及应力尽可能小的前提下进行选择。
收弧时,每一层焊缝首尾必须重叠25-40mm,使焊条与平面的角度改为20度,引弧前用焊条将一根焊条收弧处来回划数次,使焊渣划开再引弧,这样可以避免在焊接接头产生气孔和夹渣,保证焊接接头处的焊接质量。
4 结束语
综上所述,对大型储油罐底板施工进行了详细的总结和论述。阐述了罐底-钢板焊接底板铺设、焊接及变形矫正的方法、应力分析。对焊接工艺与方法进行了实践与探索。以上方法在大型储罐底板施工中得到广泛应用,有效的防止了罐底变形,效果较好。为大型储油罐焊接制造提供了一种可参考的操作方法。
猜你喜欢
九江职业技术学院学报(2022年1期)2022-12-02 09:41:52
全面腐蚀控制(2021年10期)2021-12-31 07:30:03
新商务周刊(2019年10期)2019-12-21 07:51:05
商品与质量(2019年38期)2019-04-18 11:37:12
科学与财富(2017年12期)2017-05-16 09:17:39
化工管理(2017年9期)2017-03-05 12:05:20
汽车实用技术(2016年1期)2016-12-24 07:49:32
化工管理(2016年28期)2016-10-26 09:14:33
化工管理(2016年24期)2016-03-13 18:44:08
海洋信息技术与应用(2016年2期)2016-02-27 15:07:03
