柴油机水泵叶轮的加工工艺探讨
2021-01-10 12:13张宝荣马强靳峰郭巨寿张锦
内燃机与配件 2021年24期
张宝荣 马强 靳峰 郭巨寿 张锦

摘要: 两套叶轮机械加工工艺的方案设计有着明显的差异,方案1将叶轮加工工艺的“以前后盖板内侧流道面当作轴向找正基准且以叶轮的进口直径作为径向寻找正基准”的找正当作关键;而对于方案2来说,则是将 “以前后盖板内侧流道面当作轴向找正基准且以叶轮的进口直径作为径向寻找正基准”的找正操作难度降低,仅仅依靠工装和加工工艺编排等方法,来使叶轮的质量得到保证。
Abstract: There are obvious differences in the scheme design of the two sets of impeller machining processes. Scheme 1 takes the alignment of the impeller machining process of "taking the inner channel surface of the front and rear cover plates as the axial alignment datum and the inlet diameter of the impeller as the radial alignment datum" as the key; For scheme 2, the alignment operation of "taking the inner channel surface of the front and rear cover plates as the axial alignment reference and the inlet diameter of the impeller as the radial alignment reference" is reduced, and the quality of the impeller is guaranteed only by means of tooling and processing technology arrangement.
关键词: 水泵叶轮;加工工艺;制定原则;关键环节
Key words: water pump impeller;processing technology;formulate principles;key link
中图分类号:U464.138+.1 文献标识码:A 文章编号:1674-957X(2021)24-0041-03
0 引言
柴油机水泵叶轮中叶轮是其中的核心部件,其组成部分包括前后盖板和中间的叶片。叶轮在受到力的作用下,就不再能够进行液体的吸入,反而要吸进相应的液体。柴油机驱动水泵叶轮工作的整个过程,实质上就是叶轮中的液体围绕着叶片流动的过程,绕流运动中会带动相关的液体进行运动,这个运动产生的力会作用在叶片上,产生一定的力作用,这时的力度作用说明对叶片产生了力作用,并且这个力的作用特点是方向相反的和大小相等的,这个力被称为功,产生功的作用就说明液体受到了一定的能量作用,这才导致液体流出叶轮[1]输送中性介质液体的水泵主要使用的材料是铸铁叶轮,如清水离心泵。铸钢叶轮主要包括油泵、高温高压泵等。本文探讨的是铸铁和铸钢叶轮的机械加工工艺,具体内容如下:
1 柴油机水泵叶轮的加工工艺制定原则
从柴油机水泵叶轮中水泵叶轮材质是铸钢及铸钢叶轮的加工工艺来说,铸铁以及铸钢叶轮的铸造成型一般都是普通砂型,型砂的种类也是多种多样的,通常包括水泥自硬砂树脂砂。叶片的开式、半开式叶轮加工工艺一般都不需要型砂发挥作用,依靠模型造型直接进行浇铸即可完成。而对于闭式叶轮和复杂空间扭曲叶片的开式、半开式叶轮来说,需要依靠单独的型芯,之后再将其放置在沙型腔里进行浇铸[2]。闭式的叶轮前盖板和后盖板内表面的作用是能够形成流动的通道,在其中间分布的叶片呈现的是沿着圆周方向的形状。水力模型铸造而成的叶轮前盖板、后盖板的内侧和中间的叶片形状,不用再实施机械加工。进一步加工处理前盖板的外侧、前口环、吸入口端面、后口环、平衡孔和轴孔以及键槽和后蓋板外侧等的表面。在进行切削加工时,要遵循产品图样上的具体要求,如叶轮产品的大小和尺寸以及外形等。形位公差的也要依据图样上的具体要求。最后,利用静平衡实验来对叶轮进行检测。
柴油机水泵叶轮加工工艺的制定原则,要能够保证前后盖板形成的流道和中间叶片围绕理论轴心线旋转。通过对加工工艺制作原则的掌握,才能够使叶轮前盖板和后盖板有一个均匀的厚度。保持叶片的长度一致,围绕轴心线沿着圆周的方向进行均匀的分布,保证有均匀的液流从叶轮中流出,从而使水泵的水力性能保持在良好的状况下。假设前盖板和后盖板有不均匀的厚度,中间的叶片长度就不能达到一致,这样一来就不能围绕轴心线沿着圆周的方向进行均匀的分布就会导致液流从叶轮中流出时,呈现出左右摇摆的情况。液流对叶片的反作用力也会变得不平衡和不均匀,会在很大程度上影响水泵水力性能的发挥,使水泵在进行工作时不仅会产生振动,还会伴随着刺耳的噪音,从而引起水泵的运行稳定和可靠性大大降低。
柴油机水泵叶轮的机械加工工艺在制定时,还考虑四大方面的切削加工要求。第一点,要遵循先粗糙再精细的原则。在对相关的零件进行加工处理时,如果对精度的要求比较高,那么在进行加工时要经过的加工过程就会比较多,如粗加工、半精加工、精加工和光整加工等[3];第二点,要遵循基准面先行的原则,也就是说有精基准表面的可以进行先加工;第三点,要遵循先面后孔的加工切削原则,因为对于孔的加工来说,需要在有了一个平面的基础上;第四点,要遵循先主要后次要的原则。这表明在进行具体的切削加工时,需要先进行主要表面的切削加工,再进行次要表面的加工处理。
2 柴油机水泵叶轮的加工工艺制定
铸铁及铸钢水泵叶轮的切削加工需要在特定的环境和条件下进行,需要在特定的车床上进行切削加工。切削加工处理之后,还要保证符合相应的要求。如,保证水泵叶轮的前后盖板内表面形成的通道和中间叶片围绕着理论轴心线旋转、保证前后盖板的厚度均匀过渡、水泵叶片的长度相同,并且还要围绕轴心线沿着圆周方向均匀分布。同时,对于水泵叶轮的尺寸、精度和形位公差等的加工工艺处理来说,都要与产品图样的要求和标准之间不存在误差。通过水泵叶轮加工工艺的制定原则,可以用图1的柴油機水泵叶轮的图样产品生产加工作为具体的案例,并且对柴油机的水泵叶轮的机械加工工艺进行具体和详细的分析[4]。
在对柴油机水泵叶轮进行切削加工工艺处理时,对于水泵叶轮的前盖板和后盖板内侧表面和中间的叶片表面不做任何调整和改变,对其他部分进行适当的调整和加工处理。柴油机水泵叶轮产品在进行加工处理时,也有一些要求比较高的加工处理,如,对前口环和后扣环的外圆表面加工,在加工之后及时查看两者的尺寸公差和油孔中心线的圆跳动公差,确保它们符合图样产品生产的具体要求。注意前盖板和后盖板的厚度能够均匀的过渡。对于轴孔的精度和尺寸的要求也相当高。键槽的要求也要符合对轴孔中心线的对称要求。这种情况下,设计的水泵叶轮机械加工工艺便成为方案1,具体的加工工艺内容如下:
工序1:用前后盖板的内侧流道表面作为轴向找正基准且以叶轮的进口直径作为径向寻找正基准,使用的是四爪卡盘,将水泵叶轮中的后口环(或者外径)夹持上,将位置找正后夹紧。车叶轮进口端面、对车刀进行校正,水口内圆并且倒角,车叶轮前口环、车前盖板外表面和车轴空前断面以及叶轮外径。仔细的找正“以前后盖板内侧流道面当作轴向找正基准且以叶轮的进口直径作为径向寻找正基准”,使叶轮前盖板和后盖板的内表面流道和中间叶片能够围绕理论轴心线进行旋转,保证前盖板有均匀的厚度来做过渡处理。
工序2:主要是对前口环外圆和口环端面的加工处理,需要利用三爪卡盘这一工具,发挥其夹紧作用,找正水泵叶轮中的前口环找正部件。车后盖板外表面、叶轮后口径和端面、平衡孔凹槽、轴孔后端面以及轴孔和叶轮外径等。对叶轮轴孔、口环和外径的同心度的工艺处理来说,不能随意的进行加工工艺处理,除了遵循一定的加工工艺原则之外,还要尽可能使其符合图样产品生产中的相关要求。同时,保证后盖板有均匀的厚度来做过渡处理。
工序3:把握轴孔这个关键点,在进行水泵叶轮的紧固处理的时候,要利用芯轴进行精车叶轮前口环的加工处理。保证对叶轮前口环和内孔同心度的工艺处理,使其能够符合相关的要求和标准。
工序4:利用叶轮打造平衡孔。这个步骤可以使用钻模进行操作,将平衡孔的位置打造处于一个两个叶片的中间位置,并且呈现均匀分布的状态。
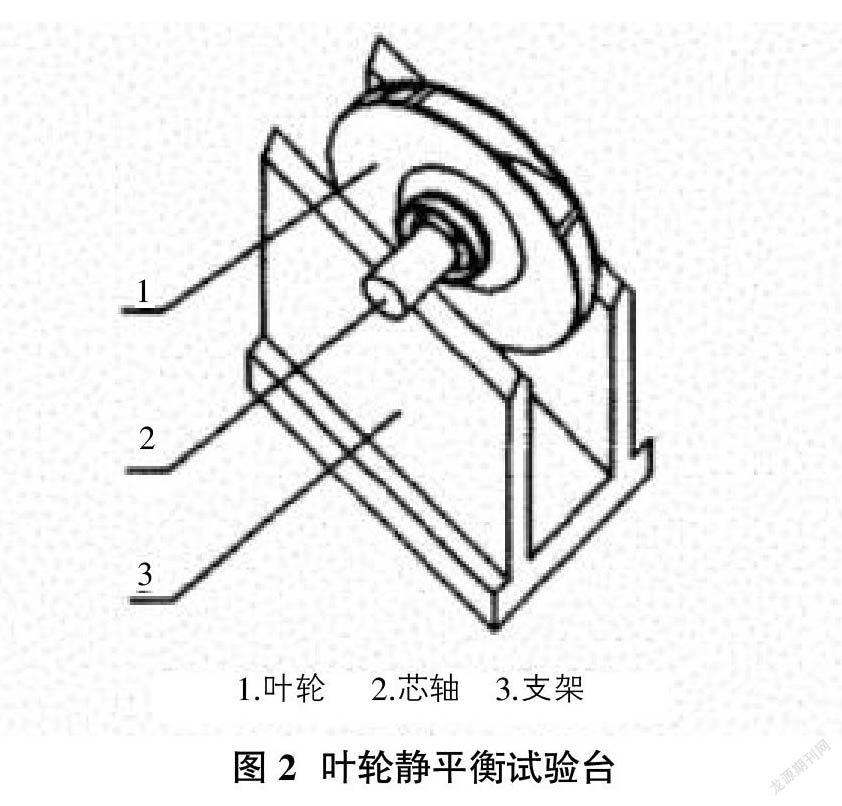
工序5:水泵叶轮的静平衡试验。其中关键内容就是保持离心泵的叶轮处于平衡的状态,这是因为水泵的平衡直接和水泵的性能建立起密切的联系,能够对水泵的振动情况、噪音的制造、水泵自身的稳定性和可靠性都产生影响。叶轮静平衡的试验需要在叶轮静平衡试验台上进行操作,具体的操作流程如下:
首先,需要在叶轮中装入芯轴,并且将其放置在静平衡实验台的水平轨道上,如图2所示。
其次,因为叶轮本身的不均匀质量,导致芯轴在水平轨道上运行时,其自身的转动方向会更加偏向于比较重的地方。在较重的地方施加带有重力的铁块,这样一来,就能够保证叶轮无论处于什么位置,都能够停止运动,这时就达到了静平衡。
再次,要将铁块的质量称量出来,这样就能够得出叶轮的静不平衡量。
最后,当叶轮出现了向一侧偏移的情况,就要对比较重的这一侧进行减重处理。在减重时,可以利用铣床来对其进行铣削处理。在进行铣削的时候,还有注意掌握一定的要求和标准,铣削的深度不能够超过叶轮盖板的厚度的三分之一。对叶轮进行铣削加工处理之后,将芯轴重新安装上,再次进行静平衡试验。如果仍旧没有达到理想的状态,还要对叶轮进行重复性的加工处理,直至符合相关的要求和标准。
工序6:在对后口环和口环端面进行加工工艺的处理时,需要找准两者的具体定位,利用三抓卡盘来对叶轮后扣环进行夹持,将轴孔插键槽的位置找正,并且使键槽的位置保持在一个对称的状态,呈一定的对称度。
方案1的整个加工工艺在叶轮的尺寸和形位公差与叶轮图样上的要求上没有出现误差和不相符的情况,因此这个方案符合叶轮图样的生产要求。方案1的柴油机水泵叶轮的静平衡实验中的铣削的重量比较少,这些都充分说明了方案1的可行性和加工工艺制定的科学性和可靠性。
在方案1中,工序1的内容提到仔细的找正“以前后盖板内侧流道面当作轴向找正基准且以叶轮的进口直径作为径向寻找正基准”,做好了这一个关键性的内容,能够使叶轮前盖板和后盖板的内表面流道和中间叶片能够围绕理论轴心线进行旋转,对叶轮的静平衡实验来说,实验本身比较简单,并且去重比较少。这个过程本身也不具有很高的难度,能够在很大程度上保证水泵叶轮有良好的水力性能,使水泵的振动和带来的噪音能够大大的降低,从而提升水泵的稳定性与可靠性。但是找正这个环节本身就具有一定的难度,要想做好这个环节,不仅需要操作者具备良好的操作技术,还要保证操作者的具有良好的工作态度和工作的责任感和使命感,这样才能够保证方案1的柴油机水泵叶轮能够得到良好的加工生产。基于方案1存在的这种问题,为了保证克服这一困难,因此制定了另外一套找正的水泵叶轮加工工艺,即方案2。
工序1:将定位基准确定为叶轮前盖板和后盖板的内侧表面,利用特制三爪卡盘进行夹持。
工序2:对叶轮的前水口内圆和叶轮进水口环端面进行加工工艺处理时,要将两者的定位找准,使用三爪卡盘支撑叶轮的进口内圆。同时,还涉及对车后盖板外表面、叶轮后口环和端面以及轴孔和叶轮外径等的加工处理。对叶轮后口环、外径和轴口的同心度的工艺处理,要符合相关的要求,保证后盖板有均匀的厚度来做过渡
处理。
工序3:对叶轮的外圆和叶轮后盖板端面进行加工处理时,要找准两者的基准定位位置,对叶轮的外圆进行夹持处理。车前盖板外表面和车轴孔前端面。使叶轮的前盖板厚度保持在均匀的状态下。
工序4:对叶轮的轴孔进行加工工艺处理时,要做好紧固处理,借助芯轴的作用精车叶轮前口环。
工序5:利用叶轮打造平衡孔。这个步骤可以使用钻模进行操作,将平衡孔的位置打造处于一个两个叶片的中间位置,并且呈现均匀分布的状态。
工序6:对水泵叶轮进行静平衡试验的操作。对水泵的叶轮实施相应的减重处理,之后在进行静平衡实验,直到静平衡实验获得的结果能够满足产品制作的相关要求和标准。
工序7:将定位确定在叶轮后口环和口环端面上,利用三爪卡盘来对叶輪后扣环进行夹持,将轴孔插键槽的位置找正,并且使键槽的位置保持在一个对称的状态,呈一定的对称度。
柴油机的水泵叶轮加工工艺方案2和方案1相比,方案2的前两道加工工艺和方案1相比的优势更加明显,能够最大限度内满足叶轮的加工质量和水平。方案1和方案2相比,方案2还有一个差异是在特制三爪卡盘上。对于方案1来说,与方案1的加工工艺比较类似的方案产品生产,只要处理好其中的关键环节,做好了这一环节也就意味着满足了保证轮前盖板和后盖板的内表面流道和中间叶片能够围绕理论轴心线进行旋转。
对柴油机水泵叶轮的机械加工工艺方案制定,叶轮产品批量的大小是首要考虑的因素。一般来说,试制品或者批量比较小的叶轮,需要尽可能选取一些通用型的设备或者夹具来进行加工处理。对于一些比较大批量的叶轮生产来说,要尽可能的选用专用型的夹具,并且这些夹具还应当是特制的,这样才能够提升叶轮的实际生产产量和保持产品质量的稳定性。除了对叶轮产品批量的考虑之外,还应当考虑叶轮的外形和叶轮的尺寸大小,结合叶轮生产的具体情况,使各工序的定位基准确定下来,及时的调整和选择夹持的位置,从而保证叶轮机械加工工艺制定的合理性。
3 结束语
对于柴油机水泵叶轮来说,水泵的性能直接受到叶轮的影响。一般情况下,水泵叶轮的加工工艺需要保证叶轮前盖板和后盖板的内表面流道和中间叶片能够围绕理论轴心线进行旋转。柴油机水泵叶轮的水力性能和水力设计要处于相符合的状态,柴油机水泵叶轮的运行要具有稳定性和可靠性,并且还要保证水泵本身有较小的振动和噪音。
对于水泵来说,本身具有相当多的型号和种类,再加上水泵产品的大小批量不同、形状尺寸和外貌特点不同以及叶轮后口环和平衡孔的有无和安装位置都有差异,所以水泵的制造厂家对于水泵的加工工艺也并非相同。但是对叶轮的生产来说,不变的原则就是保证轮前盖板和后盖板的内表面流道和中间叶片能够围绕理论轴心线进行旋转。
参考文献:
[1]黄立荣,黄兰杰,刘云霞,赵祎,董长龙,袁晓桐.基于柴油机冷却水泵叶轮损坏问题开展的分析与改进研究[J].水泵技术,2021(02):9-14.
[2]陈广建.消防水泵叶轮车削加工夹具设计及工艺改进[J].现代制造技术与装备,2021,57(02):126-127.
[3]张景娟,郭忠彬,盖文.船用水泵叶轮加工工艺[J].金属加工(冷加工),2020(12):22-24.
[4]赵朝良.浅谈水泵设计及使用中的节能降耗[J].农业科技与信息,2020(13):122-123.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
科技资讯(2016年25期)2016-12-27
中国新技术新产品(2016年23期)2016-12-26
现代农业科技(2016年20期)2016-12-20
科教导刊(2016年28期)2016-12-12
中国市场(2016年41期)2016-11-28
科学与财富(2016年15期)2016-11-24
文艺生活·中旬刊(2016年9期)2016-11-07
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29