醋酸乙烯酯装置换热网络优化研究
2021-01-04 09:58:18廖爱雪王哲慧孟凡帅谢大祥李书珍莫米诺
应用技术学报 2020年4期
廖爱雪,王哲慧,孟凡帅,谢大祥,左 宁,王 磊,李书珍,莫米诺
(1. 上海应用技术大学 化学与环境工程学院,上海 201418;2. 常州大学 材料科学与工程学院,江苏 常州 213159;3. 恩冈代雷大学 化工学院,喀麦隆 恩冈代雷 999108)
随着社会的发展,中国提出了“强化能源节约和高效利用的政策导向,加大节能力度,通过开发、推广节能技术,实现技术节能”等要求,化工企业节约能源成为生产必不可少的环节,优化化工装置的换热网络,最大限度的回收、利用热量是化工企业面临的问题之一[1-6]。醋酸乙烯酯是一种重要的有机化工原料,广泛应用于纺织、食品、医药、木材加工、造纸、印刷、高分子等行业,醋酸乙烯酯生产工艺主要有乙炔液相法、乙烯液相法、乙炔气相法、乙烯气相法、乙醛醋酐加成法、羰基合成法、醋酸单一原料法等,其中乙烯液相法和乙炔液相法具有催化剂选择性低、副产品多、设备腐蚀严重等缺点,我国的生产工艺以乙烯气相法、电石乙炔法及天然气乙炔法为主,但是生产装置的能耗和污染相对较大,不符合《中国制造 2025》对于降低能耗和减少污染的要求,而装置换热系统运行的优劣直接影响生产装置的能耗,因此,醋酸乙烯酯装置换热系统的优化是生产过程能量回收利用的重要手段之一。目前,换热网络优化、综合方法有多种,其中,夹点分析技术具有简单、灵活、实用、易于理解和掌握、经济效益显著等优点而得到广泛应用[1-9]。于文辉等[10]采用夹点技术分析了重芳烃分离装置的换热网络,换热网络优化后节能14.0%。张国钊等[11]利用夹点技术并通过Matlab分析环氧丙烷装置换热网络,提出优化方案,热、冷公用工程量各节约300.5 kW。马晓明等[12]对连续重整过程进行能量分析,实现了装置的节能降耗,节能效果显著。支鲁等[13]采用夹点技术,对润滑油加氢装置换热网络分析改造,实现冷却和加热公用工程用量分别2 881 kW。杨锦等[14]对环氧氯丙烷工艺进行夹点分析研究,提出了优化的换热网络,优化后的换热网络节省蒸汽消耗18.8 kW。
换热网络优化的目的不仅是使物流温度满足工艺要求,而且是为了回收过程余热,减少公用工程消耗,确定换热网络的合理匹配,从而以最小的消耗代价,获得最大的能量利用效益。本论文针对乙炔醋酸法生产醋酸乙酯装置换热系统为研究对象,采用夹点技术和Aspen Plus V10.0软件对醋酸乙烯酯装置换热网络进行优化,建立醋酸乙烯装置换热系统的模拟流程,以经济效益和热负荷为优化目标,优化醋酸乙烯装置换热网络,为社会和企业创造了良好的社会效益和经济效益。
1 工艺流程简述
以乙炔、醋酸为原料,经过醋酸乙烯酯合成、醋酸乙烯酯精制、乙醛氧化、醋酸回收4个工段得到纯度99.9%的醋酸乙烯酯。简易流程图如图1所示。
2 换热网络设计
采用Aspen Plus V10.0软件,对醋酸乙烯酯生产装置进行模拟优化,在优化的工艺流程中提取用于能量集成的工艺流股,以经济效益为目标,合理利用装置热量,减少不必要的能量消耗,换热网络的模拟优化建立在工艺设备优化的基础上进行。
2.1 以工业现场流程为基础建立模拟流程
装置使用的主要公用工程为低压蒸汽和中压蒸汽、循环冷却水和循环冷冻盐水,工业用电为110 kV电力由4×350 MW 热电联产燃气电厂提供。
利用生产过程中使用的低压蒸汽、中压蒸汽、循环冷却水、循环冷冻剂、电,参照《综合能耗计算通则》(GB 2589-2008)对该装置综合能耗进行计算。采用Aspen Plus软件对工艺流程进行模拟(如图2所示),计算结果见表1。
由表1可知,装置能耗模拟计算的结果与实际数据基本吻合,说明建立的换热优化系统的模型是正确的(见图2),可以模拟、预测、优化实际换热系统。通过建立的醋酸乙烯装置换热系统的模拟流程对装置参数进行优化,从优化结果看出,优化后装置的公用工程能耗都有所降低。
2.2 工艺流股的提取
采用Aspen Plus软件对工艺流程进行模拟,模拟结果通过Aspen Energy Analyzer分析后提取其中的换热流股(见表2),在此基础上进行醋酸乙烯酯换热网络优化与设计。
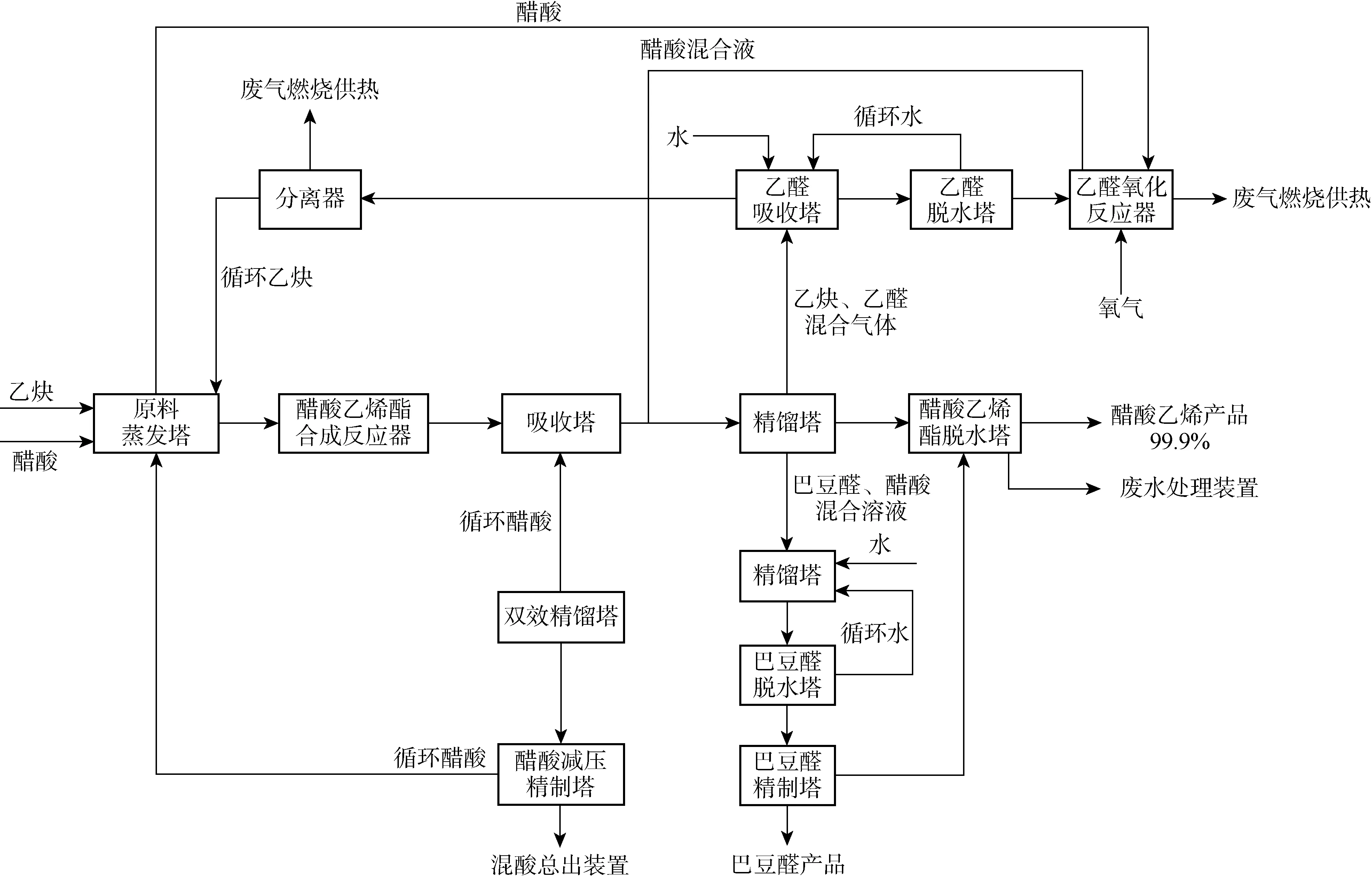
图1 醋酸乙烯酯合成工艺流程Fig.1 Process flowsheet of the synthesis of vinyl acetate
图2 醋酸乙烯酯工艺模拟流程Fig.2 Simulation flowsheet of vinyl acetate process

表1 公用工程能耗量Tab.1 Energy consumption of public works

表2 工艺物流Tab.2 Process flow
2.3 公用工程能量计算
采用夹点技术进行换热网络优化设计,在满足工艺要求的前提下,还要满足公用工程消耗最少、换热单元数最少和换热面积最小;对于工业生产装置,达到最小公用工程消耗时,所需的换热面积最多,而较少的换热单元数又需要较多的公用工程消耗,因此,需要结合生产确定合理的节能方案,达到总投资费用最低。而最小温差的选择与换热网络的操作及设备成本有直接联系,热公用工程和冷公用工程都随最小温差的增加而增大,而对于设备费用,最小温差存在一个最佳值,由Aspen Plus计算出总成本费用随最小温差的变化规律(见图3),随着最小温差的增加,出现先降低后增加的趋势,根据工程实际,选择最小传热温差为12 ℃较为合理,总费用最低,因此,在优化最小温差ΔTm=12 ℃下,进行醋酸乙烯酯装置换热系统的优化设计。
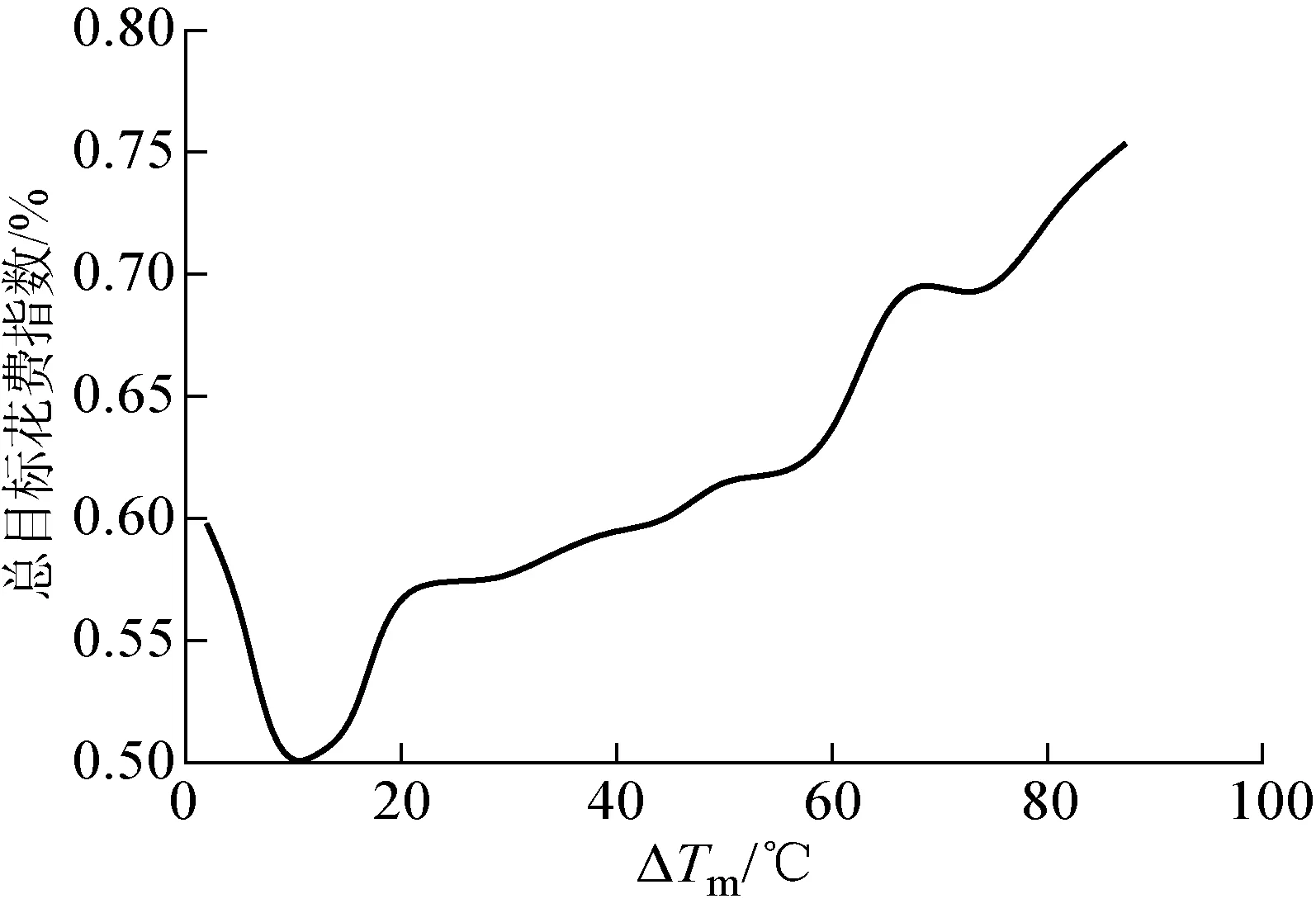
图3 最小温差与总费用之间的关系Fig.3 Relationship between minimum temperature difference and total cost
当ΔTm=12 ℃时,由 Aspen Plus模拟计算得到热集成网络中冷、热流体的总组合曲线(见图4)以及总组合曲线(见图5)。由图4可知,夹点位置为热物流温度127 ℃且冷物流温度115 ℃处。此时,醋酸乙烯装置所需的最小热公用工程为5.48×105MW,最小冷公用工程能量为5.85×105MW。
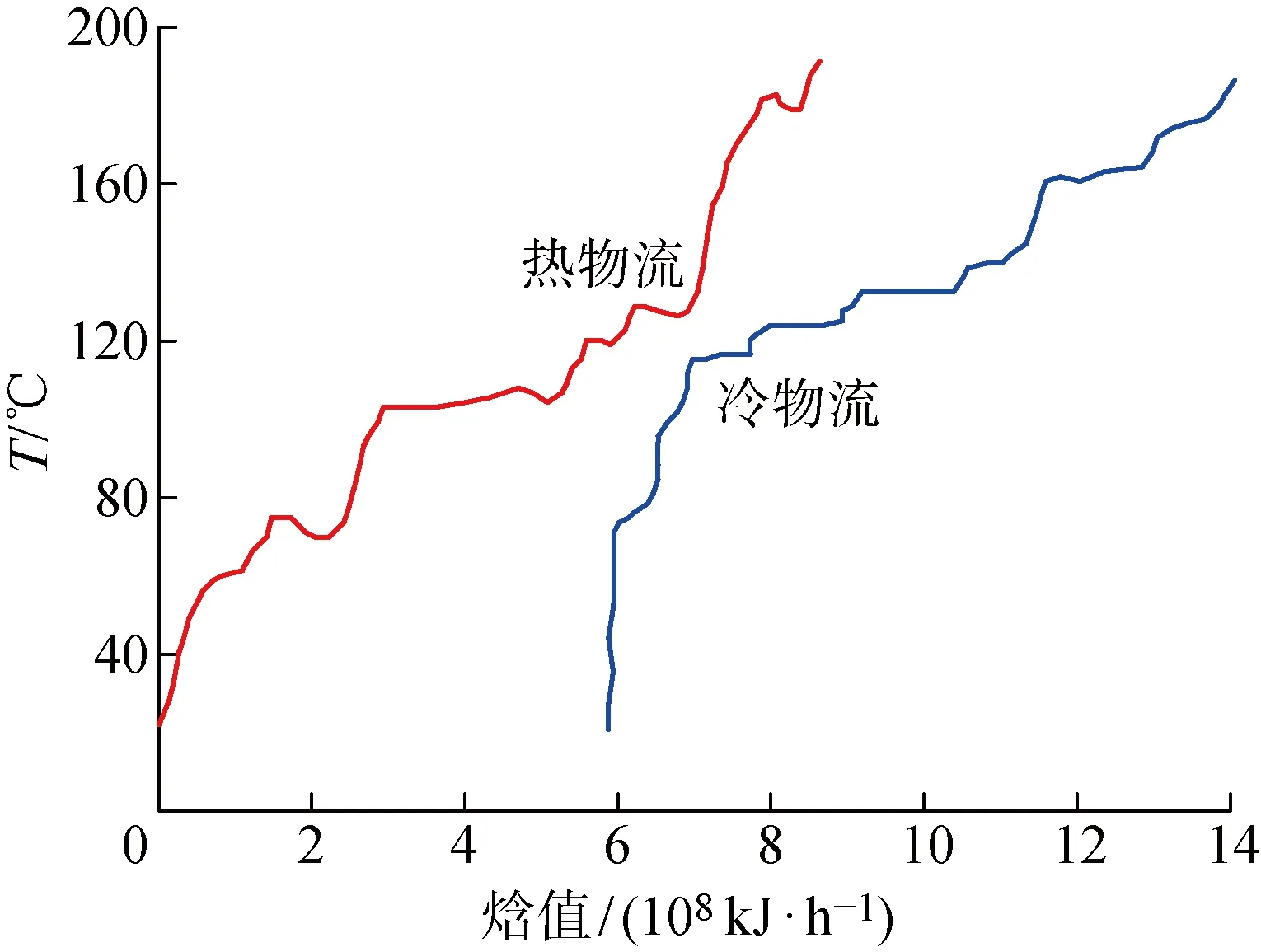
图4 热物流-冷物流的组合温焓图Fig.4 Combined temperature enthalpy diagram of thermal flow and cold flow
由总组合曲线(见图5)可以看出,在夹点之上存在一个 “能量袋”,在“能量袋”中可以不使用公用工程,仅由物流之间换热满足工艺换热要求,要达到的最高温度为195 ℃,需要中压蒸汽满足冷物流的工艺需求,而夹点之下的物流,温度较低,可以由冷公用工程为工艺物流提供冷量。
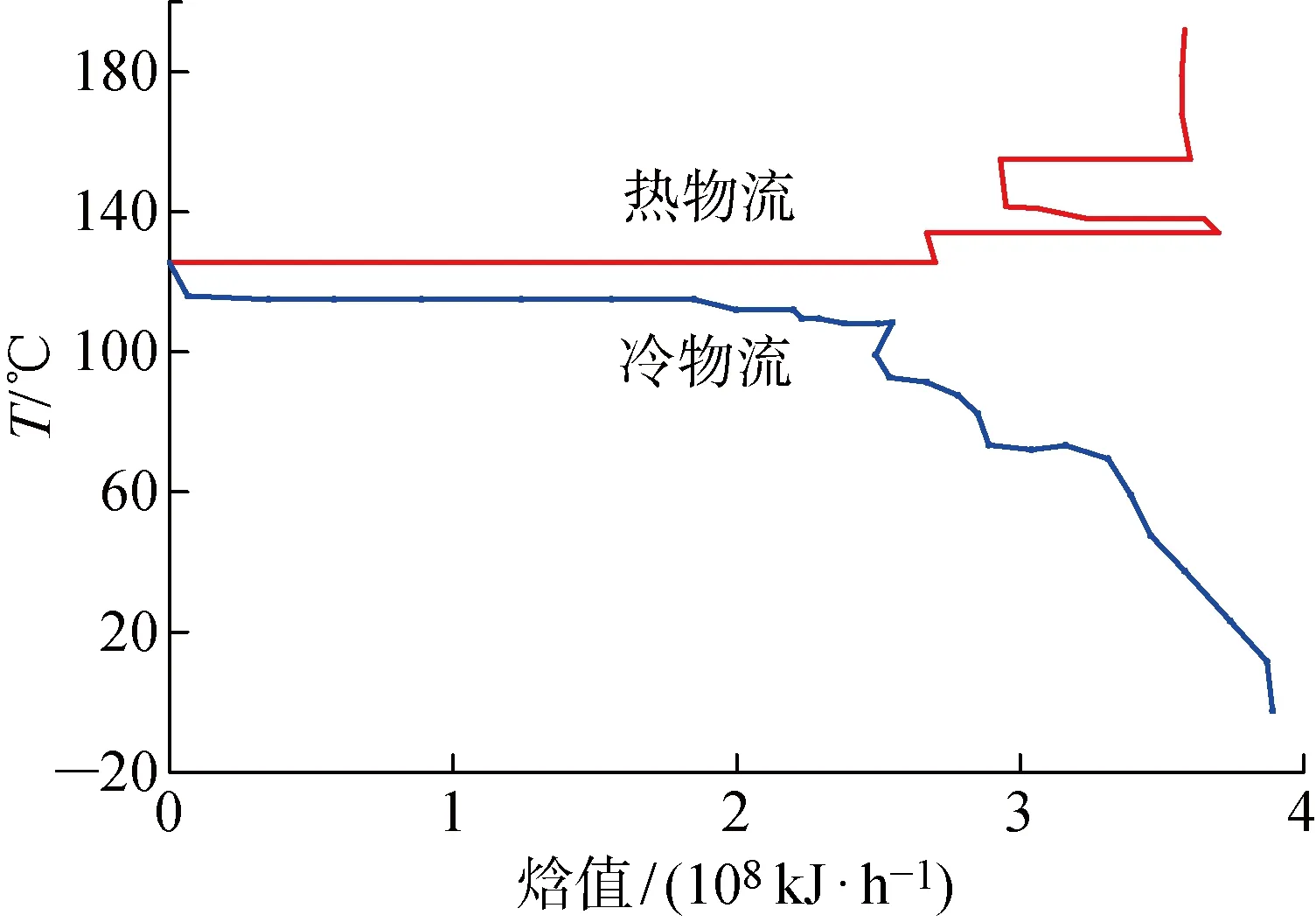
图5 总组合曲线Fig.5 Total combination curve
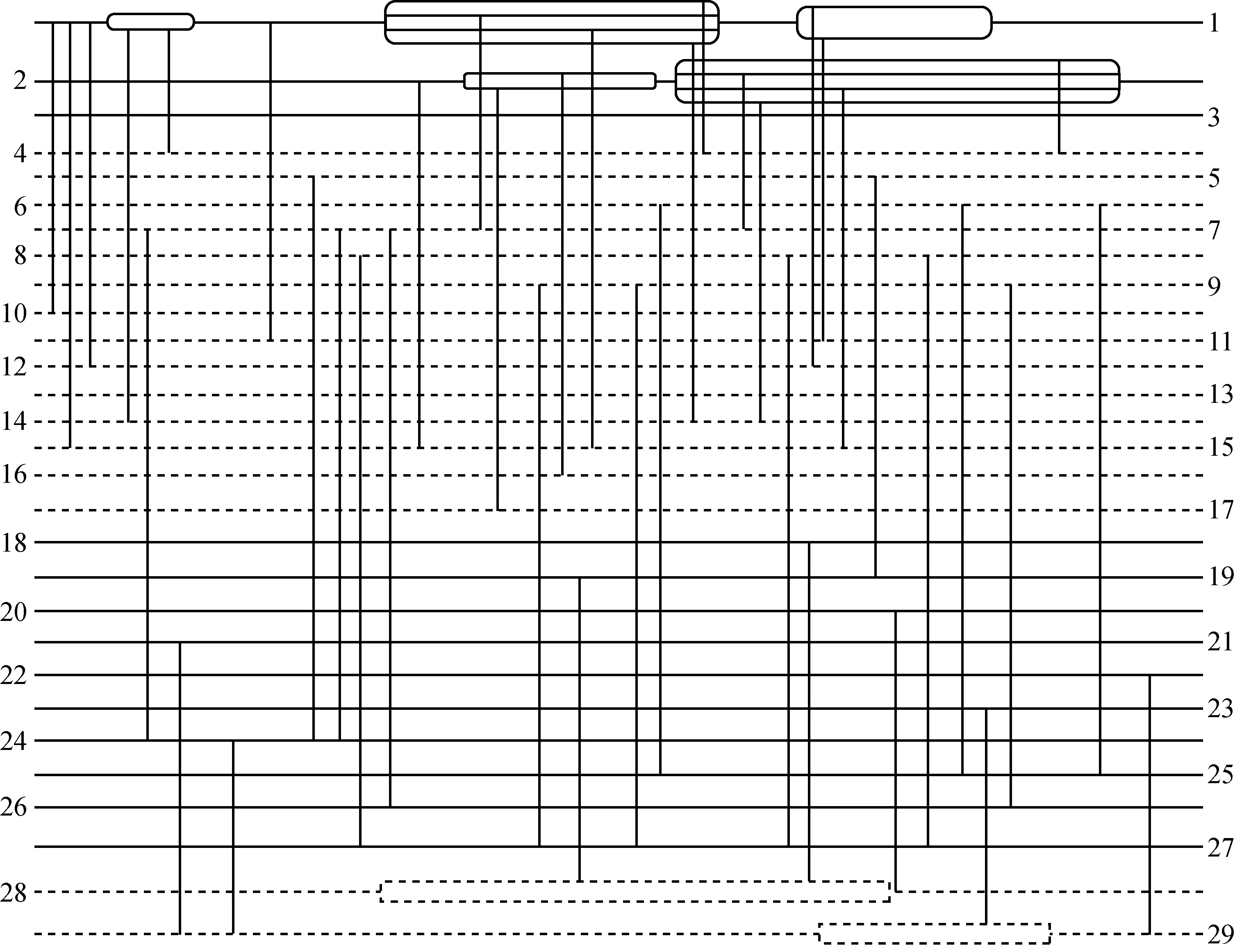
图6 原工艺流程换热网络(实线:冷物流;虚线:热物流)Fig.6 Heat exchange network of original process flow (solid line: cold fluid; dotted line: hot fluid)
2.4 换热网络优化
使用夹点技术对装置能耗的分析结果(见表1和图2)表明,原设计流程的换热匹配,热公用工程在夹点上方,冷公用工程在夹点下方,满足夹点匹配的要求,能量合理流动,但是装置能耗偏离目标值,存在跨越夹点的能量传递,换热网络存在不合理的设置,具有优化潜力。目前醋酸乙烯酯装置的公用工程为低压蒸汽(125 ℃、175 ℃)和中压蒸汽(250 ℃),循环冷却水(32 ℃)和循环冷冻盐水(-25 ℃),能耗较高,热公用工程能耗为7.8 ×108kJ/h,冷公用工程能耗为8.5×108kJ/h,总能耗约为 1.64×109kJ/h,能耗较大,因此,根据夹点原则利用Aspen Plus Energy装置换热网络进行优化设计。
换热网络的设计自由度越大,获得换热网络的优化方案越多。需要综合考虑工艺流股换热的可能性、设备费用、操作费用、原有设备的利用等因素,在各种改进的方案中,应该选取和原有流程具有最大兼容性的方案。通过Aspen Plus Energy Analyzer分析并优化后得到4种方案(见表3),根据装置的实际生产情况,选取比较经济合理,且换热单元数最少的方案进一步进行优化分析。
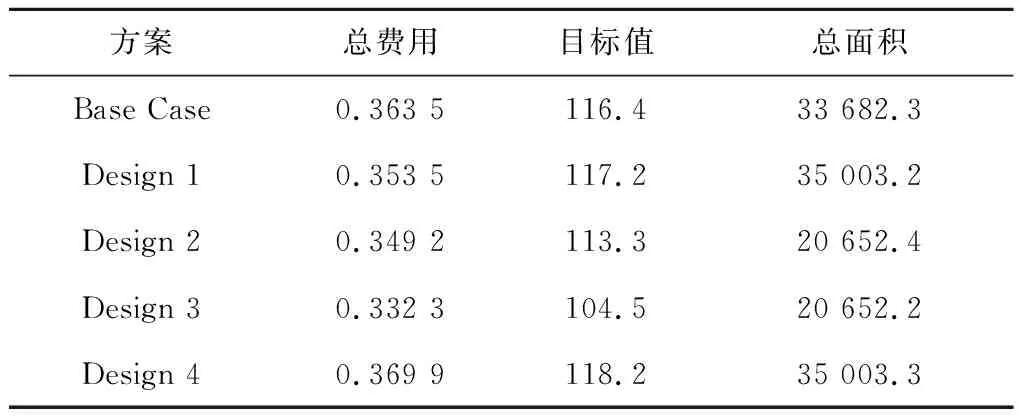
表3 不同的换热网络方案Tab.3 Different heat exchange network schemes
在Aspen Plus Energy Analyzer给出的方案中选取比较经济、合理及所需换热器较少的设计方案进行后续优化。由分析可知,方案1存在部分流股不能满足工艺要求;方案4存在跨越夹点换热;方案2存在较多的热负荷较小的换热器,增加了流程的复杂性;而方案3总费用最少,换热面积较小,因此选取方案3(见图6)进一步优化。
利用Aspen Plus软件对方案3进行夹点分析和优化,分析结果见表3。优化后的换热网络中,冷、热公用工程分别在夹点的两侧,没有跨夹点的传热,因此,优化的换热网络符合夹点设计原则。相比优化前换热网络的热公用工程用量和冷公用工程用量,优化后换热网络的热公用工程用量和冷公用工程用量(节能3.342 MW,冷公用工程400.5 MW,热公用工程398.3 MW)分别降低了27.3%和31.5%。换热网络方案中换热器有42台,在不增加设备的情况下,尽量利用现有设备,避免不必要的设备资源浪费,同时,换热网络中的换热回路,采用能量松弛法,通过热负荷转移,将其合并到其他换热回路,减少了换热器数目。经Aspen Plus调节优化后,最终的优化方案如图7所示。

图7 优化后换热网络(实线:冷物流;虚线:热物流)Fig.7 Optimized heat exchange network (Solid line: cold fluid; dotted line: Hot fluid)
优化后的换热网络所需换热器台数由原方案的42台降为31台,减少了11台,公用工程负荷大大降低(见表4),优化后装置冷、热公用工程节能潜力分别为184.9 MW 和149.8 MW。
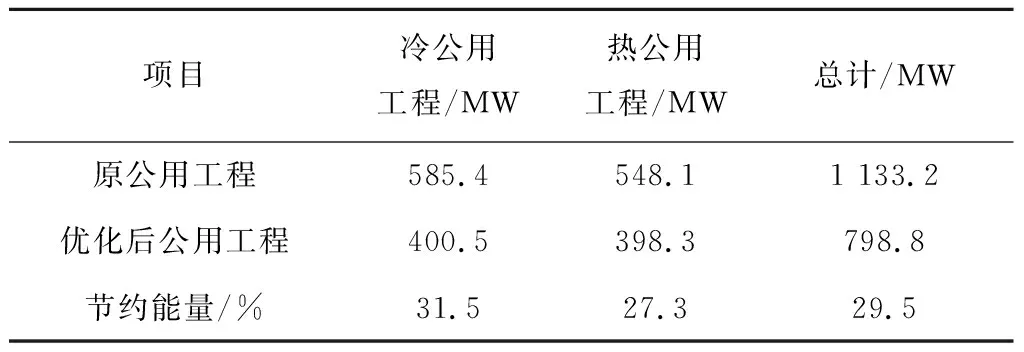
表4 公用工程消耗量Tab.4 Consumption of public works
3 结 语
针对醋酸乙烯酯装置能耗问题,在利用Aspenplus软件对工艺进行优化的基础上,采用夹点分析法,确定了换热网络的最优匹配改造方案。与初始工况相比,优化后的醋酸乙烯酯装置总能耗降低29.5%,冷、热公用工程消耗分别下降31.5%和27.3%,减少换热器设备11台,年节约能耗334.7 MW,能耗降低效益明显;另外,针对耗能较大的其他化工装置,采用该换热系统集成模拟技术,可以发现生产装置用能网络的不足,为生产企业节能、增效提供支持。
猜你喜欢
郑州大学学报(工学版)(2023年1期)2023-03-07 04:38:56
安徽科技(2021年12期)2022-01-04 07:45:54
西部交通科技(2021年2期)2021-04-12 17:32:39
中国化工贸易·下旬刊(2019年6期)2019-10-21 08:57:49
当代陕西(2019年6期)2019-04-17 05:04:08
化学与生物工程(2017年12期)2017-12-27 09:22:35
电子制作(2017年17期)2017-12-18 06:40:45
中国卫生(2016年5期)2016-11-12 13:25:50
中国校外教育(2014年23期)2014-11-30 11:17:08
清风(2014年10期)2014-09-08 13:11:04