
窑车应急拖拽控制系统在隧道窑应用和探讨
2021-01-03 04:49赵志荣,胡乃友,韩东来
佛山陶瓷 2021年12期
关键词:隧道窑
赵志荣,胡乃友 ,韩东来
摘 要:传统的隧道窑,在控温意外、窑车窑具质量问题或意外破损的情况下,窑内发生窑车窑具或者产品倒塌,处理方式通常为停窑和降温后操作工冒着一百度以上的高温,进入窑内用铁钩逐辆窑车往外拖出,即费时费力又有人身危险,而通过窑车应急拖拽控制系统来解决上述人为操作,即省时省力又无人身危险。
关键词:隧道窑;倒窑;窑车应急拖拽
1 前 言
隧道窑属于连续式生产模式,主要用于大产量、工艺固定、小而重及大异形等特殊制品的烧成,如卫生洁具、日用瓷、微晶玻璃和特种陶瓷等等,尤其在这几年的发泡陶瓷发展上,越来越多生产企业都上隧道窑。
隧道窑内如果发生控温意外、窑车使用的窯具质量出现问题等等,窑内意外发生窑车窑具或者产品倒塌(俗称:倒窑),绝大多数窑炉使用企业都是立即停窑和降温处理,炉内温度下降到剩余100℃左右后,窑炉操作工身穿高温防护服和护目镜等等防护装备,用特制的长铁钩,从窑口步行进窑内逐辆窑车拖出,每拖出一辆窑车,操作工就得往窑内走进一辆窑车的长度距离,人为操作中仅是高温的问题,就带来的高温辐射的人身危险,大家可想而知。了解上述情况后,隧道窑的窑车应急拖拽控制系统就应运而生了。
2窑车应急拖拽控制系统基本组成
隧道窑的装载从一层发展到现在多数为二层、三层(极少数为四层),大件烧制品多或为了增加产量而加厚加高板件烧制品,在棚板、连接件和碳化硅窑具破裂等问题导致成品在熔融状态泄露而容易造成倒窑,这些问题一直困扰生产厂家,直到窑车应急拖拽系统的应用才得到极大的解决和改善了处理事故的方式。下文主要结合本公司在广东某企业设计的含有窑车应急拖拽控制系统的隧道窑作些介绍,供大家探讨。
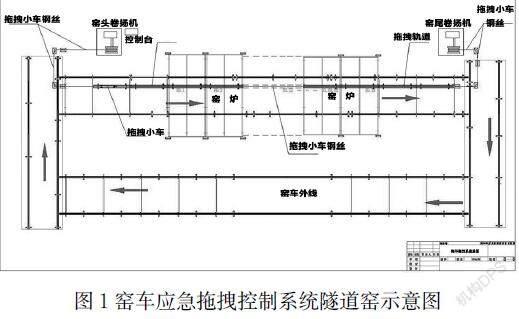
隧道窑底部的设计,除了框架的支撑,立柱之间的连接件,就是窑车行走的轨道和窑头、窑尾的顶车机了,对于有一定宽度的隧道窑,窑炉的底部水平位置还有其他空间可利用的。在这空间里,安装一条从窑头到窑尾的直通轨道,轨道上安装可以来回行走的牵引小车。
电气上主要由两个卷扬机和变频器等电气配件组成。一前一后的卷扬机,是拖拽窑车的动力机构和方向来源,两个卷扬机的钢丝绳末端各绑在牵引小车前后位置的小孔。
2.1窑车应急拖拽控制系统的工作原理
该系统为控制一个收放的传动系统,其基本工作原理是: 窑车应急拖拽系统接收从拖拽控制继电器输出的信号,继而控制变频器执行拖拽动作,这个拖拽动作所依赖的拖拽信号是根据操作者按下电控柜上的按钮的时间长短来调节拖拽牵引小车的行走距离,在拖拽过程中也可以通过控制变频器的多段速来增减牵引小车行走距离的时间。
2.2应急拖拽控制系统的特点
2.2.1优点
隧道窑在任何意外倒窑的情况下,只要降温到一定温度(窑内耐火材料、窑体内的阀件、金属构件和烧嘴承受的最高温度)操作工就可以马上高温操作,而且不用相关操作人员穿高温防护衣和护目镜进入窑炉内钩拉窑车,通常倒窑的地方是在窑炉的高温烧成区(具体要看该隧道窑的功能区的分布),如果窑车之间或者窑车和窑墙的曲封的间隙出现黏连而产生卡顿,使用这个系统的拖拽机构,也就只是电控机械上的操作,牵引小车在其轨道上往返拖拽窑车,不需增派人手,减去人工操作受到的人身危害,这也是本系统的最大优点。
2.2.2缺点
(1)隧道窑正常运行期间,窑底的牵引小车轨道保持畅通无阻。如果日常隧道窑维保工作欠妥,原料废料和烧成废渣掉入该轨道里而不及时清理,造成日后使用牵引小车运行时,出现有物体挡住行走方向,造成负载增大,电机的电流增大,电气系统的断路器跳闸而不能应急使用。
(2)牵引小车动作频繁易于损坏,因而需要采购品质好的变频器和卷扬机电机。
(3)短时间从窑头到烧成区不断地拖开窑车,隧道窑底等于隔离空缺形成窑内负压剧增,大量的冷空气从窑底两侧的空隙直接灌进炉膛,对隧道窑的耐材的质量、筑窑的工艺质量有一定的影响。
3窑车应急拖拽控制系统应用实例
3.1窑车应急拖拽控制系统隧道窑示意图,见图1。
3.2该隧道窑及拖拽系统介绍
该隧道窑主要烧制品为微晶玻璃,烧成温度约1250℃
3.2.1隧道窑基本配置
(1)窑内尺寸:(长×宽)136.5m×3.66m;
窑车尺寸:(长×宽×高)2260mm×2570mm×550mm;
装载层数:两层。
(2)电控主要材料
变频器,选用的是国产汇川品牌的MD290T系列;
继电器模块,选用是魏德米勒的DRM系列;
拖拽卷扬机,选用的是国产的苏工系列;
位移传感器,选用欧姆龙的ZX系列;
电控柜其他电气元件使用的是施耐德的。
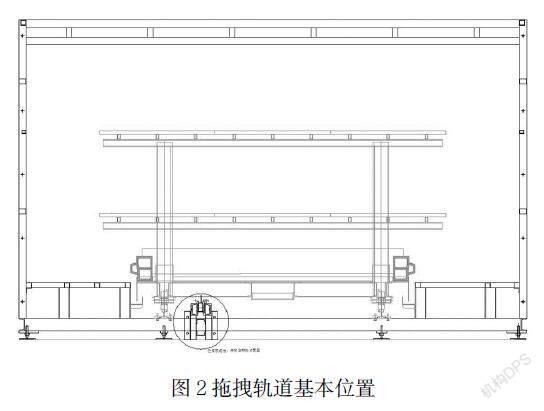
(3)牵引小车及其轨道安装位置,见图2
轨道的安装只需从窑进口到要出口, 宽度为400mm的直线位置上。窑外的钢丝绳通过多个滑轮组的承托连接到卷扬机的卷轮上。
3.2.2拖拽控制的基本原理
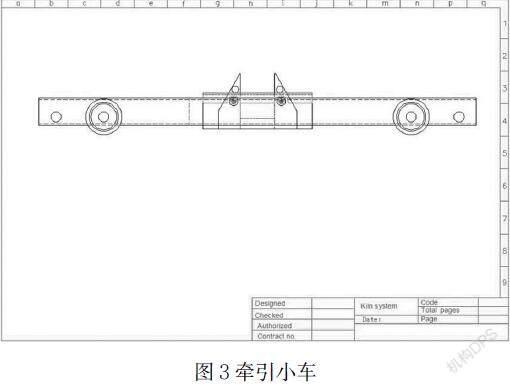
在隧道窑工作正常期间,牵引小车(见图3)预先放置在窑炉出口的拖拽轨道上,前后两个扳机都放下在小车扳机槽内,以免影响正常行走的窑车。
当隧道窑进口的液压推进器发生异常情况,如:液压油的压力超过上限导致压力开关动作报警,液压马达的电流超过上限导致断路器跳闸,监测倒窑的光电开关动作了,这些通常表示隧道窑内发生窑车上的窑具或者烧成品意外倒塌了,窑炉操作工要立即停窑降温,再从窑炉侧墙的观察口观察并记录好第几节的窑车出事故的位置,方便操作牵引小车的到达该位置。举例:操作工从窑炉第一节往窑尾方向走,当从第25节观察口看到窑内的第25节出现倒塌,根据该窑炉每节长度为2.1m,得25×2.1m/节=52.5m,再根据窑炉的总长判断牵引小车应从窑头进窑操作。故先将牵引小车快速行走到窑炉进口处,然后释放出一个扳机,扳机的90°面为拖窑车出窑口的方向。再启动窑头卷扬机操作牵引小车,从起始位置0处(窑炉第一节),行走到窑炉内第一辆窑车的车架底部,扳机能顶住该窑车底架后,就把该窑车反向往外拖出窑头后推上窑头的中转车,中转车将该窑车运送到窑车外线的轨道上存放,然后,中转车返回停在窑头处等待下一辆窑车,这样,牵引小车如此不断地往返逐辆拖出窑车,直到在52.5m处(窑内事故点位置)拖出事故窑车。为了保证要拖出全部的事故窑车,我们通常要再拖出一辆窑车来检查是否也是事故窑车,直到看到拖出没有问题的窑车为止。
本拖拽系统在制作过程中,值得注意的是:(1)牵引小车上的扳机受力处最好要在原来窑车的钢结构下的槽钢或工字钢的水平方向处,其他受力处较为差;(2)牵引小车的长度要与窑车的长度有一定的比例,以免牵引小车在拖拽窑车底部行走时,重心前倾造成整车跳出轨道;(3)牵引小车上的扳机与窑车底部钢结构的受力处面积要足够高,以免牵引小车在拖拽窑车时候,扳机脱钩造成空拖,继而整个拖拽系统得无所用。
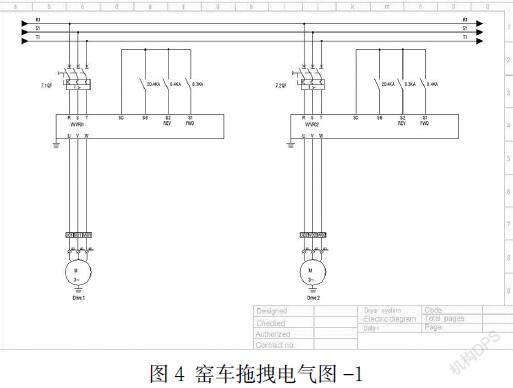
电气方面,通过图4的电气线路设计,窑车应急拖拽系统可以将牵引小车来回自动控制。其中,两个变频器使用扭矩比较大的型号,使得重载情况下满足拖拽窑车、窑具和烧制品的总重量的要求,每个变频器分别同时控制摆放在窑炉前后的卷扬机运行,1个收紧钢丝绳拉动牵引小车,另1个则同步放钢丝绳,牵引小车就来回在轨道上行走。
由于这次是探讨拖拽功能在隧道窑上的应用,故没有将拖拽的电气参数设置做到主工控机的屏幕上,也没有用主控电柜的PLC程序来控制拖拽模块信号,只在拖拽的电路里利用了一个带脉冲信号的位移传感器,该传感器固定安装在卷扬机的电机轴上,通过电机轴的旋转来反应到牵引小车所走的距离,传感器连接位移仪表,使得操作人员得知牵引小车行走的距离,本次在该隧道窑的调试和试产中,均满足拖拽窑车的需求。这就为日后使用全触摸屏技术、工控机的组态软件、PLC程控和拖拽模块,提供了数据的基础。
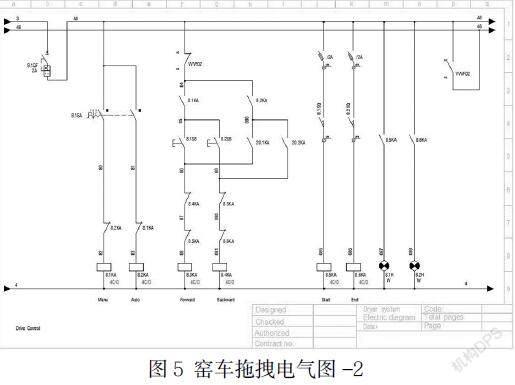
图5的电路设计,为手动和自动控制的选择。转换到手动时,操作工可以提前调整好牵引小车的前后扳机方向,查看位移仪表上的牵引小车在轨道行走的距离(其距离就是1辆窑车的距离),牵引小车的扳机的斜面前进到达窑车受力点后自动翻回原位,停下小车,然后按下后退牵引小车,扳机的直角面顶住窑车的受力点,就使得窑车被拖出窑口,操作工不断重复上述操作,使得发生倒塌的窑车被拖出后停止操作。
转换到自动时,预设操作的具体窑车距离根据电机轴的编码器反馈数据来计算,牵引小车不断地在其轨道上往返钩拖窑车出来,并且与窑头的中转车联动,直到操作工看到倒塌窑车出来后停止系统。
4结论
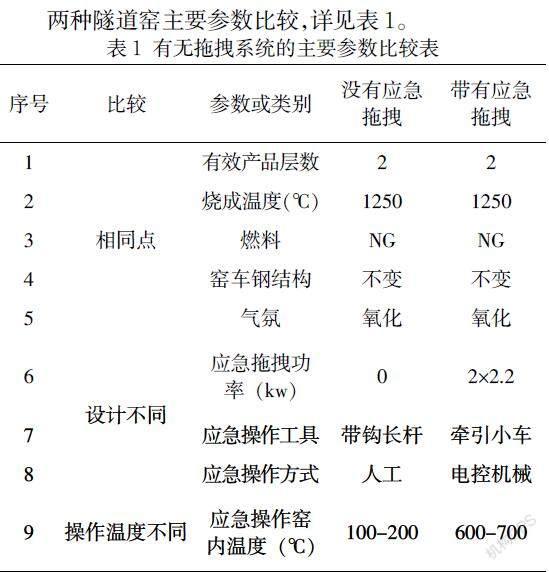
两种隧道窑主要参数比较,详见表1。
从表1比较可以看出,在窑容积、产品和产量完全相同的情况下,用了拖拽系统控制的隧道窑,主要有如下优势为:
在窑车的钢结构不需要更改的情况下,由于应急拖拽系统的应用,使窑内发生倒窑或窑具倒塌的情况下,窑内降温的幅度不用过大,只要燃烧系统的阀件和窑炉的金属构件能耐受该温度而不损坏,就可以使用。而没用应急拖拽系统的要窑内降温到操作工承受的温度100-200度左右,单是燃气节能就减少经济损失约为10000元。
电控机械处理倒窑意外事故,不仅耗时短和速度快,而且不需要窑炉操作工进窑内拖拽窑车,人身安全得以保护,避免发生安全事故。
窯炉框架结构的底部增加了应急拖拽的牵引小车行走轨道,使得结构相对复杂。但是按照应用厂家的说法,该窑车拖拽系统在隧道窑综合优势大于劣势,尤其是在意外倒窑事故的情况下使用。该窑车拖拽控制系统隧道窑必将获得广阔的发展前景,值得大力提倡和推广。
隧道窑拖拽应急作为一项新技术有着广阔的应用前景,可广泛用于宽体的陶瓷、日用瓷,发泡陶瓷等行业,对提高隧道窑的应急处理发挥着重大作用,是工业炉行业的一次革新,将成为未来隧道窑标准配置控制技术的发展方向。
参考文献
[1] 王秉铨. 工业炉设计手册[M]. 机械工业出版社, 2010.
[2] 吕勇哉.自动控制原理[M].浙江大学出版社 , 1989
[3] 王家桢. 传感器与变送器[M]. 清华大学出版社, 1996.
[4] 闻邦椿.机械设计手册[M]. 机械工业出版社,2018.
Application and Discussion of Kiln Car Emergency Drag Control System in Tunnel Kiln
ZHAO Zhi-rong , HU Nai-you , HAN Dong-lai
(Guangdong Modena Technology Co., Ltd., Foshan , 528225)
Abstract: In the case of accidental temperature control, quality problems or accidental damage of kiln car and kiln furniture in the traditional tunnel kiln, the kiln car and kiln furniture or products collapse in the kiln. The treatment method is usually to stop the kiln and cool down, and the operator is exposed to a high temperature of more than 100 degrees, the operator enters the kiln and pulls out the kiln car by car with specially iron hook, which is time-consuming, laborious and personal risk, The above manual operation is solved by the kiln car emergency drag control system, which is time-saving, save labour and no personal danger.
Keywords: tunnel kiln;collapse kiln;kiln car emergency drag
猜你喜欢
中国设备工程(2022年23期)2022-12-12
佛山陶瓷(2020年9期)2020-10-20
佛山陶瓷(2020年9期)2020-10-20
佛山陶瓷(2020年6期)2020-07-18
佛山陶瓷(2019年11期)2019-12-19
佛山陶瓷(2019年10期)2019-11-29
东方教育(2017年24期)2018-01-11
科技创新导报(2017年10期)2017-06-19
河南建材(2015年5期)2015-10-12
佛山陶瓷(2009年3期)2009-05-06
