
中厚板埋弧焊焊接工艺研究
2020-12-22 08:27孙丙岩康昊杰汪星
价值工程 2020年33期
孙丙岩;康昊杰;汪星
(中车戚墅堰机车车辆工艺研究所有限公司,常州213011)
0 引言
本文对重型矿山卡车轮边减速器产品的埋弧焊焊接工艺进行研究。由于重型矿山卡车轮边减速器产品运行过程中承受重载,使用工况比较恶劣,因而其产品的性能要求较高。重型矿山卡车轮边减速器产品结构设计均采用40~60mm 中厚板,通过焊接方式进行连接而成。因而焊接工艺的合理性将关系到产品的最终质量。
目前中厚板焊接基本采用埋弧焊焊接方式,埋弧焊这种方法具有很多优点,如效率高、质量稳定、焊接过程中电无弧光辐射等。焊接接头性能对产品的质量及性能起决定性作用。一般产品的强度及性能基本上是由焊缝的强度决定的。因而通过分析60mm 厚度的25CrMo4 调质钢的埋弧焊焊接工艺及焊缝的性能对产品的性能及质量的稳定性具有重要意义。
1 母材化学成分、力学性能及焊接性分析
25CrMo4 是德国的钢材牌号,材料编号为1.7218,属低合金调质钢材料,标准执行DIN17176 或 EN10083。20CrMo4 材料具有良好的高温强度和低温冲击韧性,可以用于高温工况,也可应用于低温工况。该材料属于铬钼钢,抗拉强度较高,淬硬性较强,在焊接过程中容易产生裂纹,因此应采取一定的工艺措施来防止焊接裂纹的产生。因此在选用焊接材料和焊接工艺时应根据其25CrMo4 的化学成分及力学性能来制定合理的焊接工艺保证焊接质量。25CrMo4 的化学成分及产品要求的力学性能见表1、表2[1]。

表1 25CrMo4 化学成分
根据国际焊接学会碳当量计算公式:

计算得出25CrMo4 最大Ceq=0.74%。根据国际焊接协会推荐当碳当量大于0.45 时,该钢的焊接性较差。因而焊接过程中必须采取预热、缓冷及焊后热处理,避免焊接过程中产生裂纹。
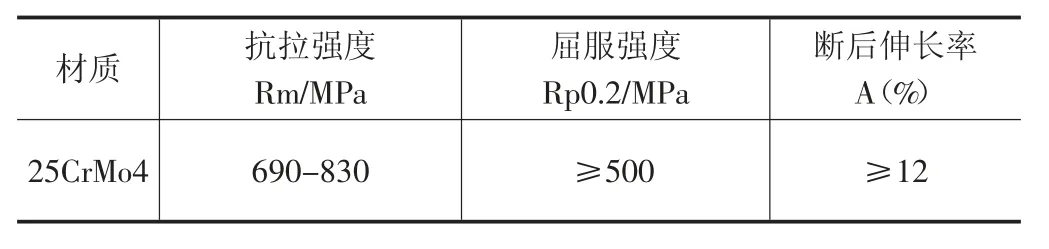
表2 力学性能
2 焊接工艺试验
2.1 焊接材料
为满足25CrMo4 产品的性能要求,采用等强度选择原则,选用CHW-S10 及CHF101 焊剂。焊丝化学成分及力学性能见表3、表4。

表3 化学成分(%)

表4 力学性能
CHF101 焊剂使用前必须经 300-350℃烘焙 1~2 小时,焊丝应妥善保存,注意防锈和防蚀[2]。
2.2 试件准备
埋弧焊试件尺寸为500×300×60。坡口形式采用U 形坡口,坡口形式见图1。试板起弧和收弧处分别点焊引弧、熄弧板。焊接前需检查坡口区域有无缺陷等,机械打磨清理坡口表面及坡口两侧各100mm 范围内的铁锈、油污、氧化皮等。
2.3 预热、层间温度及焊后热处理
试件需整体充分预热,预热温度为250 至300℃。充分预热后均匀选取3 处坡口位置,用测温仪测量温度,要求焊缝坡口及周边100mm 区域温度不小于250℃。同时为了避免焊接过程中过热造成焊缝内部组织过热,焊接过程中控制焊缝层间温度不高于250℃。焊接完成后对焊缝进行调质处理,以满足产品性能要求。

图1 坡口示意图
2.4 焊接工艺参数
试板正面焊缝焊接前,需要气保焊在焊缝背面焊接打底层焊缝。打底层焊缝焊接完成后用埋弧焊焊接正面焊缝。焊缝焊接过程参数见表5。
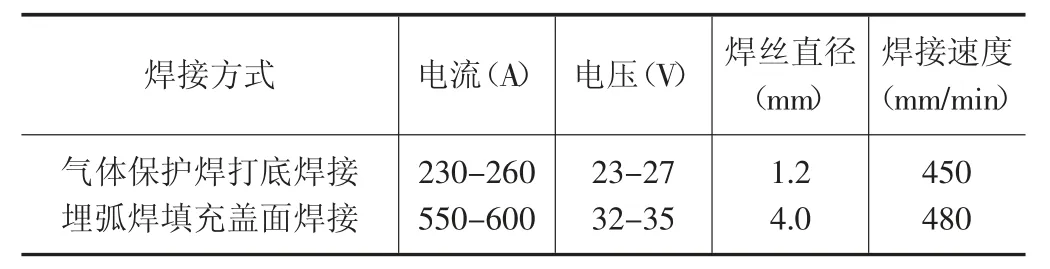
表5 焊接工艺参数
3 试验结果与分析
3.1 无损检测
焊接完成后对焊缝表面进行外观检测,焊缝表面成型均匀、致密、无焊瘤、弧坑和咬边等表面缺陷存在。焊接完成24h 后对焊缝表面按照ISO23278 进行磁粉检测,磁粉检测结果表面焊缝表面无裂纹、未熔合、未焊透等缺陷。
3.2 焊缝宏观及微观金相分析
焊缝宏观金相照片见图2,根据图2 分析焊缝内部未见裂纹、未焊透、夹渣、气孔等缺陷,试验结果满足ISO 17639 标准要求。焊缝微观组织见图3、图4。

图2 焊缝宏观金相照片
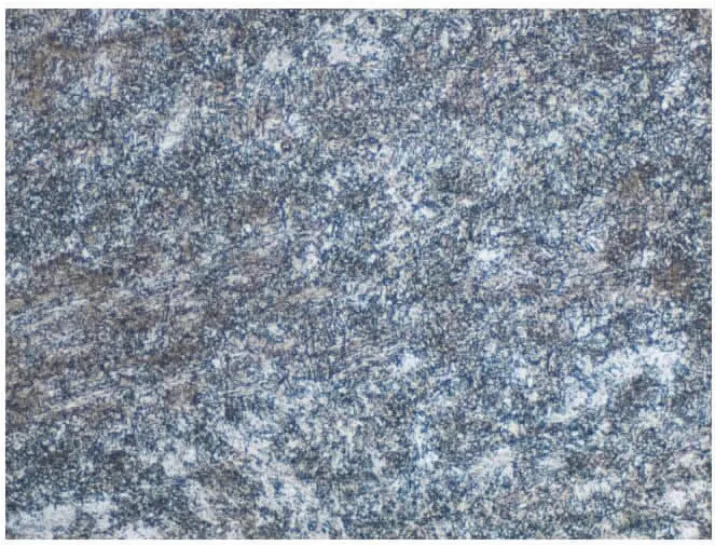
图3 100X 焊缝金相组织

图4 500X 焊缝金相组织
根据焊缝微观金相分析可知,焊缝内部组织为索氏体+铁素体。焊缝内部组织均匀,无淬硬组织出现[3-4]。
3.3 力学性能分析
焊接试板按照标准进行标准试样制备及拉伸、硬度性能检测。其中试样拉伸强度在701~719MPa 且断裂位置为母材,试验满足ISO 15614-1 标准要求。试验结果见表6。
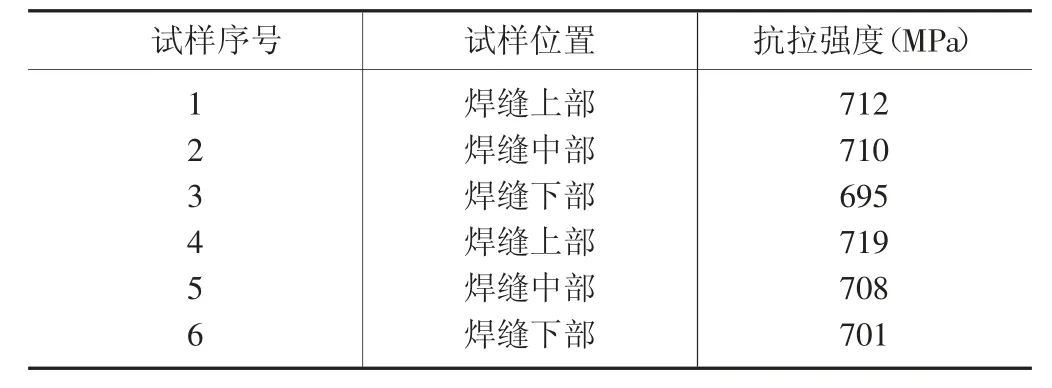
表6 试样抗拉强度
焊缝硬度(HV10)结果见表7。试样最大硬度值为229,试验结果满足ISO 15614-1 标准要求。
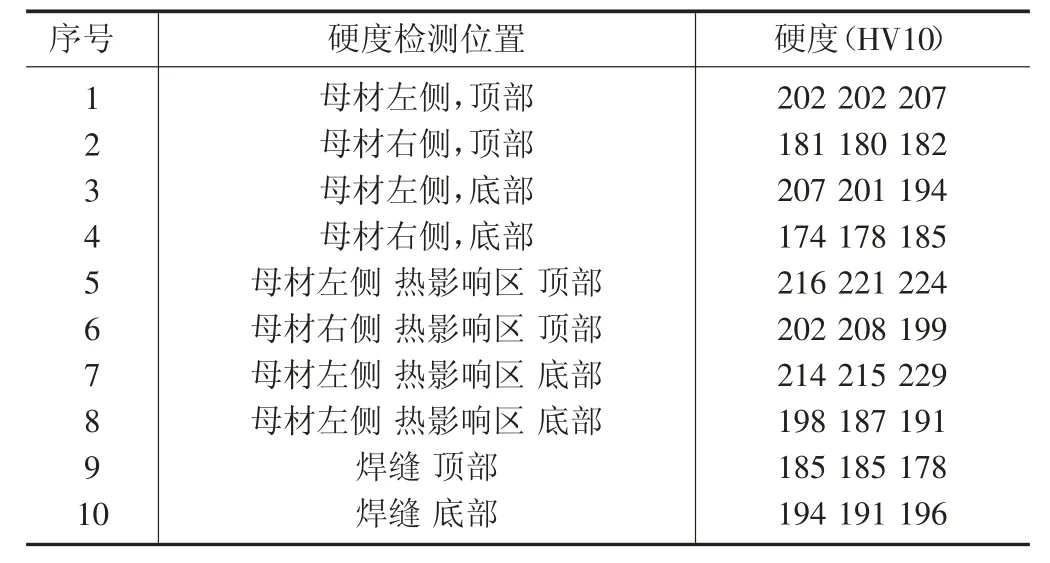
表7 焊缝硬度检测结果
4 结论
①根据25CrMo4 母材的化学成分计算其最大碳当量在0.74%,因而焊接时应采取预热及焊后缓冷来避免焊接裂纹的产生。
②根据等强原则选用CHW-S10 焊丝及CHF101 焊剂可以满足60mm 板厚试件焊接。焊后对试板进行调质处理。试样抗拉强度、硬度值均满足ISO 15614-1 要求。
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05
中国金属通报(2022年1期)2022-06-02
锻压装备与制造技术(2021年2期)2021-07-19
山东冶金(2019年3期)2019-07-10
饲料工业(2016年1期)2016-03-22
大型铸锻件(2015年4期)2016-01-12
油气田环境保护(2015年4期)2015-12-28
应用科技(2015年5期)2015-12-09
焊接(2015年8期)2015-07-18
机械制造文摘(焊接分册)(2014年5期)2014-03-20
