小样机开发丝麻纤维多组分弹力面料
2020-12-14 03:00:04孙红玉王璐璐王力民王静茹李兴华刘玉娥
染整技术 2020年11期
孙红玉,王璐璐,王力民,王静茹,李兴华,李 宁,刘玉娥
(1.华纺股份有限公司技术中心,山东滨州 256617;2.滨州市纺织纤维检验所,山东滨州 256617;3.滨州华纺工程技术研究院有限公司,山东滨州 256617;4.山东省短流程印染新技术重点实验室,山东滨州 256617)
随着纤维技术的发展,各种类型的功能纤维越来越多,功能纤维面料的功能特性慢慢被消费者认同和接受。在众多功能纤维中,蛋白质类再生纤维素纤维是目前功能纤维发展的一种趋势。市面上的这类蛋白质纤维越来越多,丝麻纤维就是一款具有蛋白质成分的再生纤维素纤维[1]。本实验利用丝麻纤维的特性开发功能面料。
1 丝麻纤维原料
丝麻纤维以经过耐碱保护处理的蚕丝蛋白和麻粉体纤维素为原料,以黏胶为载体,在纤维成型过程中,通过延缓成型技术使纤维内部形成细小的空腔效应,提高纤维的骨架感,克服普通黏胶纤维过于柔软而缺乏挺括和骨架感的缺点,体现出麻类纤维的风格特点;再通过交联技术有效控制蚕丝蛋白质和麻纤维素在纤维表面的分布,让纤维的外层均匀分布蚕丝蛋白,纤维内层是麻纤维素与黏胶的共混物,纤维的手感和光泽就具备真丝的风格,在具有纤维力学性能的基础上又具有一定的麻类纤维特点,实现两种成分的特点在纤维上共同体现[2]。
丝麻纤维具有优越的导湿、透湿和凉爽透气性[3],富含人体所需的17种氨基酸,对人体具有亲肤、护肤和保健功能。丝麻纤维上染率高,染色后仍能保持原有性能,面料染色颜色鲜艳、柔和,光泽度高。该纤维的干强大于等于2.13 cN/dtex,湿强大于等于1.12 cN/dtex,干伸长大于等于20.4%。
2 面料设计及工艺流程设计
2.1 面料设计
本实验利用丝麻纤维特性,充分发挥丝麻纤维的亲肤护肤和保健功能,并搭配具有耐低温定形及耐化学处理特点的聚烯烃开发衬衫类面料。设计面料规格为丝麻纤维/JC 35/65 14.6 tex×丝麻纤维/JC 35/65 14.6 tex+60D(聚烯烃)128×80 2/2。经纱为丝麻纤维/精梳棉35/65 14.6 tex,纬纱为丝麻纤维/精梳棉35/65 14.6 tex+60D(聚烯烃)。经密为50根/cm,纬密为31根/cm,组织选用二上二下左斜纹。
2.2 开发工艺流程
为了适应现代社会快速发展的节奏,产品的开发必须快速,帮助产品快速融入市场抢占先机。本次面料开发所采用的设备是华纺工程技术研究院配备的从纺纱织造到染整全流程的小样开发设备。
根据小样机特点设计开发工艺流程为:(1)棉纤维清梳联并条精梳;(2)丝麻纤维清梳联并条;(1)+(2)并条(2道)粗纱细纱络筒浆纱整经穿综穿筘织造烧毛酶退浆氧漂定形染色后整理。
3 主要技术指标
3.1 纺纱工序主要技术指标
3.1.1 清梳联工序
清梳联工序中梳棉部分的主要工艺参数见表1。

表1 清梳联工序中梳棉部分的主要工艺参数
丝麻纤维的纺纱性能与普通黏胶纤维相似,故清梳联工序可采用与普通黏胶纤维纺纱相似的工艺。清梳联小样设备开发丝麻纤维混纺纱的关键部分是梳棉工序。梳棉各部件的隔距应适当偏大,使纤维能够缓和分梳,顺利转移,减少损伤,降低短绒和棉结的产生,提高梳理质量,保证棉网均匀,各部件速度中的道夫车速应采取慢速。
3.1.2 并条工序
丝麻纤维与棉纤维的长度不一样,罗拉隔距应偏大控制,且要合理配置牵伸,丝麻纤维先预并;加压要适当偏重,确保握持力大于牵伸力,使纤维在牵伸过程中稳定运动;选择适当的喇叭口,提高条子的抱合力。并条速度要偏慢配置,保持通道光洁。并条工序的主要工艺参数见表2。

表2 并条工序的主要工艺参数
3.1.3 粗纱工序
粗纱的捻系数要偏大掌握,防止粗纱在细纱工序退绕过程中产生意外伸长,但也要避免过大造成细纱产生硬头。小前区隔距,小后区牵伸,在不出“硬头”的情况下,选用较小的钳口隔距。适当控制粗纱的张力,可降低退绕时的意外伸长,有利于提高成纱条干。粗纱工序的主要工艺参数见表3。
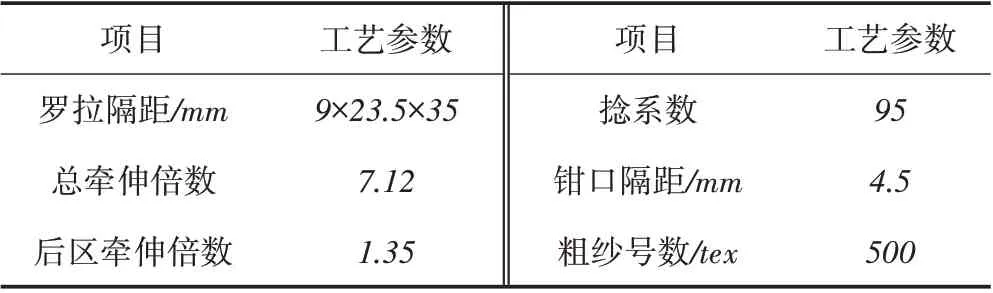
表3 粗纱工序的主要工艺参数
3.1.4 细纱工序
与氨纶包芯纱相比,聚烯烃的预牵伸倍数偏高,60D聚烯烃预牵伸倍数为4.3~4.8,钢丝圈也比氨纶包芯纱小一号。细纱皮辊硬度偏软选择,使用无锡兰翔邵氏A65软胶辊,对减少成纱毛羽、降低成纱棉结效果良好。需校对胶辊、罗拉及细纱喇叭口的相对位置,防止弹力丝偏芯造成包覆不良。工艺的牵伸参数采取小的主区牵伸隔距、大的后区牵伸隔距和小的后区牵伸倍数。细纱工序的主要工艺参数见表4。

表4 细纱工序的主要工艺参数
3.2 织造工序主要技术指标
3.2.1 浆纱工序
使用设备为单纱上浆小样机,浆料主要是水溶性聚合物的冷浆剂,加入一定量的渗透剂,采用单纱低温上浆。上浆工艺以被覆为主,兼顾渗透,贴伏毛羽,增强耐磨。浆纱工序的主要工艺参数见表5。

表5 浆纱工序的主要工艺参数
3.2.2 整经工序
小样机织造是先浆纱后整经。整经设备是整经小样机,采用两根纱同时整经,整经张力片质量偏小掌握,同时保证纱线受力均匀一致。整经工序的主要工艺参数见表6。

表6 整经工序的主要工艺参数
3.2.3 织造工序
设备使用的是全自动剑杆小样机。织造工艺开口量要大,经纱张力偏大掌握,高后梁和较长的提综提前时间,以保证织物顺利织造。织造工序的主要工艺参数见表7。

表7 织造工序的主要工艺参数
3.3 染整工序主要技术指标
染整工序使用设备为小样开发设备。丝麻纤维面料的处理工艺是在黏胶、棉混纺织物的处理工艺基础上,通过实验优化确定丝麻纤维多组分弹力织物的处理工艺。染整工序的主要工艺参数见表8。

表8 染整工序的主要工艺参数
3.4 成品性能指标
面料具有舒适的弹性,良好的弹性回复性,清爽透气,克服了普通黏胶过于柔软缺乏挺括和骨架感的缺点。面料的主要性能指标见表9。

表9 面料的主要性能指标
4 结语
小样机的配套应用能有效地帮助企业加快新产品的开发,快速应对客户的要求,提高新产品的市场中选率,缩短企业与市场的距离。小样机开发丝麻纤维多组分弹力面料要经过织物生产的各个环节,只有做好各个环节的工作,以保证小样质量符合要求,最后形成完整的产品开发报告。小样一旦被客户确认,生产工艺可以作为大生产工艺的一个重要依据。
猜你喜欢
毛纺科技(2022年11期)2022-12-05 07:59:38
棉纺织技术(2021年6期)2021-12-22 14:39:44
丝绸(2021年8期)2021-09-06 01:50:43
第一财经(2017年29期)2017-08-10 22:49:15
纺织科学与工程学报(2016年1期)2016-05-10 08:47:36
化纤与纺织技术(2015年3期)2015-12-26 03:33:47
化纤与纺织技术(2015年3期)2015-12-26 03:33:46
化纤与纺织技术(2015年1期)2015-12-26 03:33:40
现代纺织技术(2015年1期)2015-06-15 18:19:02
科技与创新(2014年8期)2014-07-17 12:26:54