Φ1.05 m轻量化反射镜设计与制造
2020-12-11 00:52:26陈志强张媛媛张继友
光电工程 2020年10期
胡 瑞,陈志强,张媛媛,徐 涛,刘 红*,张继友
Φ1.05 m轻量化反射镜设计与制造
胡 瑞1,陈志强1,张媛媛1,徐 涛1,刘 红1*,张继友2
1中国科学院光电技术研究所光学轻量化与新材料技术中心,四川 成都 610209;2中国航天科技集团中国空间技术研究院北京空间机电研究所,北京 100094
针对Ф1.05 m空间光学系统主镜的设计指标要求,提出了轻量化反射镜结构优化设计的新方法,并建立了反射镜结构自动化仿真分析与优化设计平台,基于此平台确定了性能优异的主镜结构设计方案。主镜重量小于50 kg,轻量化率已接近国外先进水平;主镜在三球铰支撑下的第一阶模态频率为361.2 Hz,自由状态下的一阶非零模态频率为501.9 Hz;在1 ℃均匀温度变化下,不去离焦和去除离焦之后的面形RMS分别为0.55 nm和0.10 nm;主镜在30g过载加速度作用下的最大应力为16.1 MPa,均满足设计要求。采用目前最先进的第三代大口径反射镜加工工艺,路线为超精密铣磨—小磨头数控研抛—离子束精修,实现主镜面形误差的确定性去除。为保证面形检测结果的天地一致性,发展了重力卸载技术和面形误差数据后处理技术,剔除重力和其他系统误差对检测的影响。主镜最终面形精度达到0.011RMS,获得了高精度的光学面形,也证明了方案的合理性。
空间光学系统;轻量化反射镜;优化设计;光学加工
1 引 言
Ф1 m量级口径空间光学系统已成为国内外空间观测领域[1-2]的核心力量,需求量大,应用前景广阔,是我国空间光学系统研制领域的热点之一[3]。从发射成本考虑,空间光学系统应尽可能减轻结构重量[4]。空间反射镜作为空间光学系统的核心部件,对系统的总重量有直接的影响,而有效降低反射镜的重量可大大降低系统的发射费用[5-6]。在保证面形精度的前提下,空间反射镜正朝着低面密度的方向发展,反射镜轻量化成为一项重要的研究课题[7]。
在当今的空间观测领域,无论是太空观测,还是对地观测,美国均处于世界领先地位,已形成了成像侦察卫星、信号情报侦察卫星、海洋监视卫星和天基空间目标监视系统构成的四大航天侦察系统。目前分辨率最高的商业遥感卫星WorldView-3和WorldView-4的分辨率达到了0.31 m,其主镜为口径Φ1.1 m的ULE(超低膨胀熔石英)蜂窝夹芯结构,面密度为37.4 kg/m2[8],1976年随着第一颗KH-11军用侦查卫星的发射升空,美国拉开了应用图像传输型照相侦察卫星的序幕,从而获得了卫星实时侦察能力。KH-11侦查卫星与Hubble空间望远镜在光学系统方面颇为相似,被称为“短粗型哈勃”侦查卫星。其主镜选用ULE轻量化反射镜,口径为Φ2.4 m。为获取更详实、细致的战略情报,美国进一步发展了改进型KH-12、KH-13高分辨率光学侦查卫星,据国外相关机构分析,其口径均已超过3 m,主镜材料极可能为ULE。进入21世纪后,欧洲和日韩等国家的光学成像卫星发展迅速,技术水平取得了大幅提升,都已拥有了分辨率优于1 m的光学成像卫星[9-10]。
和发达国家相比,在空间光学遥感技术领域,我国发展较为落后。已在轨应用空间光学系统的轻型反射镜,口径都比较小,且轻量化技术水平较低。目前国内常用的空间光学系统反射镜主要有SiC反射镜和低膨胀玻璃反射镜(ULE、熔石英、Zerodur)两条技术路线。从事SiC轻量化反射镜技术研究单位的主要有中国科学院上海硅酸盐研究所、中国科学院长春光学精密机械研究所、国防科技大学、哈尔滨工业大学以及中国科学院光电技术研究所(简称中科院光电所)。中科院光电所也是国内唯一从事低膨胀玻璃质(熔石英、ULE)高轻量化反射镜技术研究的单位,经过数十年的不断探索和研究,轻量化反射镜研制能力得到较大提升。
本文面向Ф1.05 m空间光学系统主镜研制项目的技术指标要求,开展了基于低膨胀玻璃材料主镜的设计与制造相关的研究工作。在结构设计方面,针对Φ1.05 m主镜严格的设计需求,若采用依靠经验进行仿真试算的传统设计方法,不仅工作效率低,而且对结构的性能提升十分有限。为解决此问题,本文提出了轻量化反射镜结构优化设计的新方法,并建立了反射镜结构自动化仿真分析与优化设计平台,基于优化算法对结构进行详细的优化设计,寻找更优的反射镜轻量化结构设计方案。在主镜研制工艺方面,引入目前最先进的第三代大口径反射镜加工工艺,路线为超精密铣磨—小磨头数控研抛—离子束精修,实现主镜面形误差的确定性去除。为保证面形检测结果的天地一致性,发展了重力卸载技术和面形误差数据后处理技术来剔除重力和其他系统误差对检测的影响,获得了满足应用需求的高性能轻量化反射镜。
2 结构方案设计
2.1 主要技术要求
根据项目的需求,对Ф1.05 m主镜提出的设计要求如下:
a) 主镜口径Ф1.05 m,采用低膨胀玻璃材料,要求设计重量≤50 kg;
b) 主镜采用三点嵌套球铰支撑,要求在光轴水平各方向重力影响下面形RMS
c) 主镜组件约束模态频率>200 Hz,自由边界条件下一阶非零模态频率>400 Hz;
d) 主镜组件三个方向30g过载状态下,主镜组件各零件最大应力满足结构安全性要求。
目前,中科院光电所研制完成的Φ1 m量级空间低膨胀玻璃反射镜主要有Φ1.07 m主镜和Φ1.276 m主镜,但二者在结构设计时考虑的是地面36点卸载支撑的自重面形,而Φ1.05 m主镜考虑了天地一致性问题,在自重面形几乎同样严格的情况下,要求在地面上采用和空间环境同样的3点支撑。Φ1.05 m主镜支撑点数显著减少,而要求重量却更轻,主镜轻量化结构的设计难度和挑战更大。
目前轻量化反射镜结构设计常采用的方式是依靠经验进行仿真试算,并人工调整参数来改进设计的传统流程。这种方法效率低,工作量大,虽能够得到合理的设计,但性能提升十分有限,且不一定最优[11-12]。针对Φ1.05 m主镜严格的设计需求,为进一步提升主镜性能,迫切需要研究更高效的反射镜轻量化结构设计方法。
2.2 轻量化反射镜结构参数优化设计平台
基于上述需求,本文提出了轻量化反射镜结构优化设计的新方法,主要思想为:首先,根据反射镜的结构设计输入,采用对比优选方法确定初步的设计构型;然后,对反射镜的结构参数进行试验设计,辨别出关键的设计因子;最后,建立反射镜结构参数优化数学模型,通过优化算法求解并确定最优的结构参数,得到反射镜轻量化结构设计方案。
为了高效地实现新方法的设计思想,本文建立了轻量化反射镜结构自动化仿真分析与优化设计平台,以此平台对反射镜的结构参数进行详细的分析与优化设计,基本框架如图1所示。平台主要包括试验设计和参数优化两大核心功能,集成了反射镜结构设计所需的多个模块,模块调用和数据传递均为自动化。其中,CAD模块主要负责反射镜的参数化建模、输出几何模型并更新几何模型;CAE模块主要负责结构有限元分析、输出求解的响应数据和参数化建模;数据处理模块主要负责输出结果的数据处理和面形计算;响应关联模块主要负责建立各个响应之间的关系式和简单计算。
优化设计平台能够处理的设计参数类型主要包括:反射镜结构几何参数、支撑(工作、卸载、检测)点位置、支撑力大小和方向、支撑结构几何参数、材料特性参数等。平台能够处理的设计约束和目标函数响应类型主要包括:面形误差RMS和PV值、重量、模态频率、最大应力和最大变形等。
基于最优拉丁超立方算法[13],对反射镜轻量化结构的参数进行试验设计,辨别出关键的因子作为参数优化的设计变量。以反射镜的支撑点位置、总厚度、面板厚度、蜂窝格板间距和壁厚作为设计变量,以光轴水平工况下的自重面形RMS最小为优化目标,以反射镜总重量为设计约束,建立优化问题的数学模型:
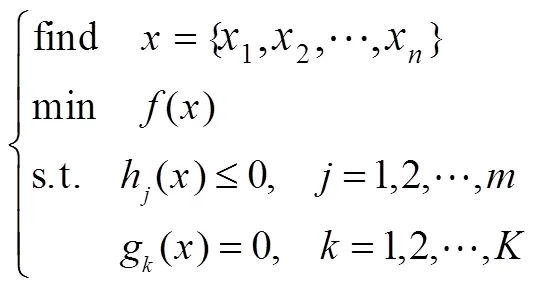
其中:x为设计变量;f为目标函数;g, h为约束函数。并基于搜索与遗传混合算法[14]对优化模型进行求解,确定最优的反射镜结构参数。
2.3 主镜结构方案
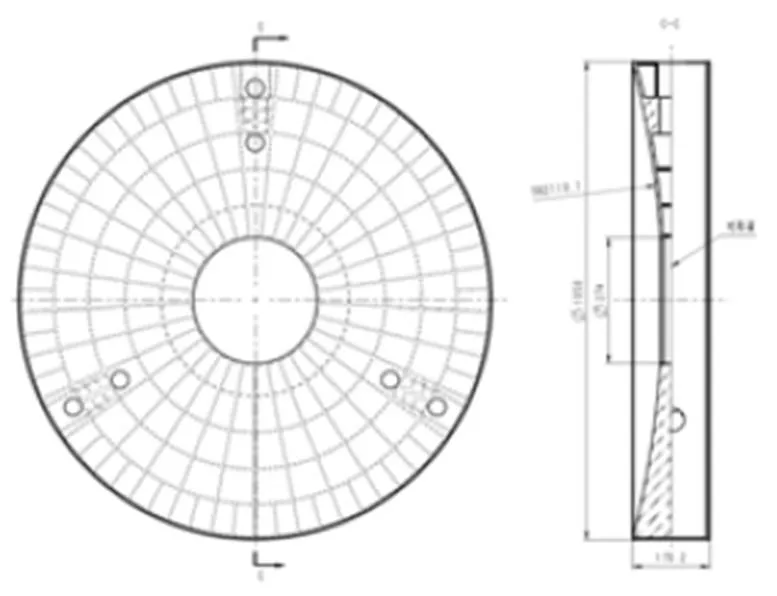
针对六边形、三角形、四边形和扇形的轻量化方案,在自重面形、重量、应力和制造工艺性等角度进行详细的对比分析,确定主镜采用综合性能较优的扇形轻量化形式。主镜在外形轮廓设计上采用双凹外形,减小了支撑处的附加弯矩,自重面形更优。利用上述轻量化反射镜结构优化设计的新方法,基于图1所示的设计平台对结构参数进行了详细的优化设计,确定了Ф1.05 m主镜的结构方案,如图2所示。具体结构参数如表1中所示,设计重量为48.7 kg,满足主镜结构设计指标要求(≤50 kg),面密度为56.2 kg/m2,已接近国外先进水平。
2.4 主镜详细性能分析
1) 光轴水平自重面形
主镜采用三球铰支撑,进行性能分析时,在每个支撑孔内仅约束轴向和环向的自由度,放松径向自由度和各方向的转动自由度。分别计算主镜在光轴水平时的两种姿态:一个支撑孔水平(a)和一个支撑孔竖直(b),1g自重下的镜面面形云图如图3所示,面形RMS分别为5.07 nm和4.78 nm,满足设计指标要求(
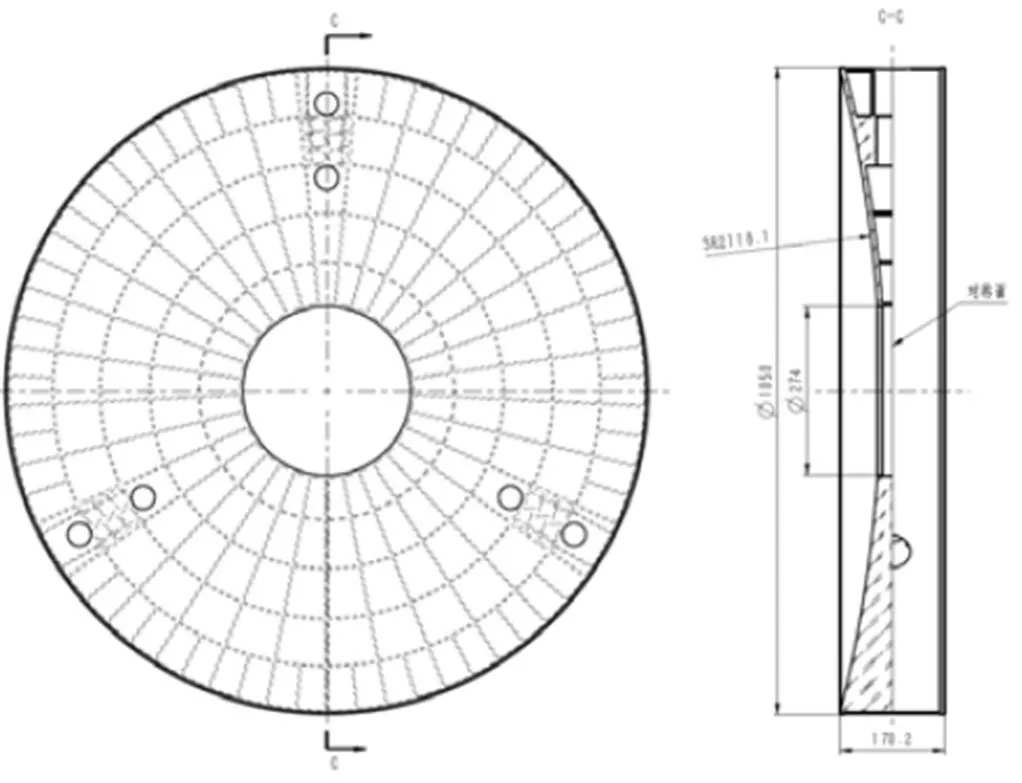
图2 反射镜结构设计方案图

表1 Φ1.05 m主镜轻量化结构方案
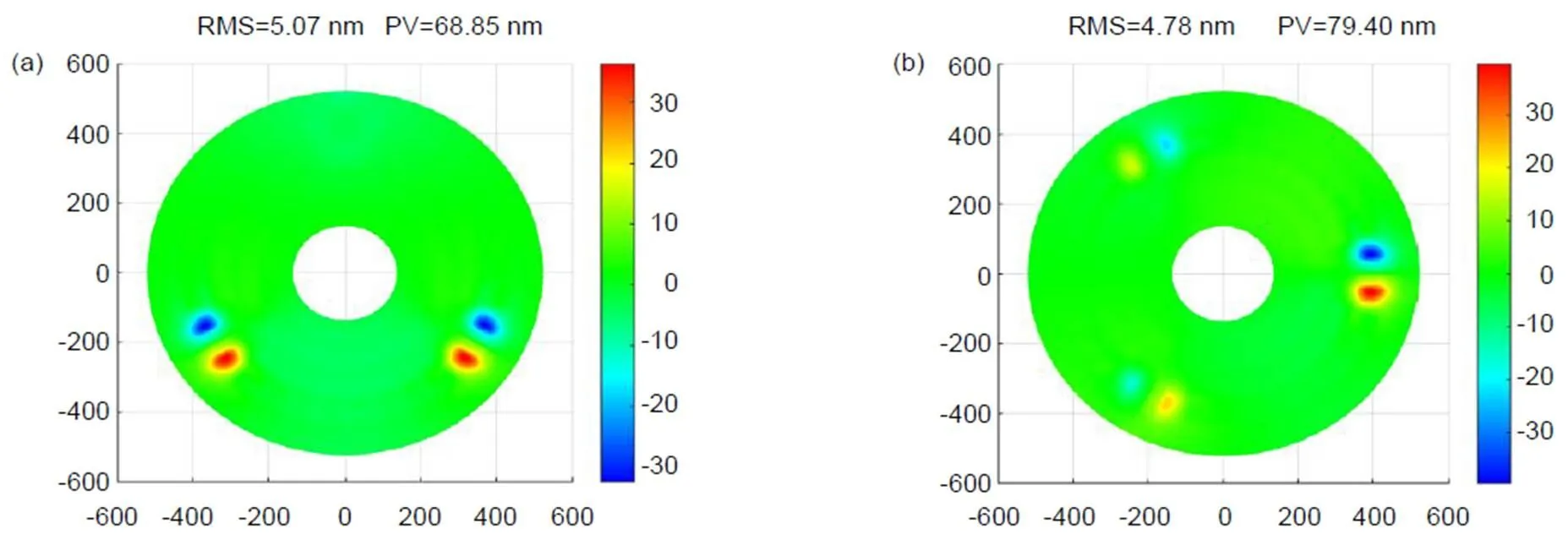
图3 主镜光轴水平自重面形。(a) 姿态A;(b) 姿态 B
2) 温度面形
主镜支撑孔内粘接衬套后,在1 ℃均匀温度变化下的面形图如图4所示,不去离焦和去除离焦之后的面形RMS分别为0.55 nm和0.10 nm,均满足设计要求(RMS≤/300)。
3) 模态分析
主镜在三球铰支撑下,计算得到主镜的第一阶模态振型图如图5(a)所示,频率为361.2 Hz,满足设计要求(>200 Hz)。主镜在自由状态下的一阶非零模态振型图如图5(b)所示,一阶非零模态频率为501.9 Hz,满足设计要求(>400 Hz)。
4) 30g过载应力
主镜在三个方向30g过载加速度作用下的应力云图如图6所示,主镜的最大应力为16.1 MPa,满足结构的安全性要求。
综上,Ф1.05 m主镜结构方案的所有设计结果均满足技术指标要求。
3 主镜制造与检测
主镜镜坯制备完成后,在光学加工阶段采用目前最先进的第三代大口径反射镜加工工艺对主镜进行加工,整个加工过程通过可视化设计、精准性检测、高精度仿真、合理化数据技术处理,构建全链路数字化加工体系,如图7所示。
加工中采用的是超精密铣磨—小磨头数控研抛—离子束精修的工艺路线,实现了主镜面形误差的确定性去除,加工时间3个月,如图8所示。
由于主镜内部含有嵌套结构,离子束加工时,氩离子经过电磁场加速撞击反射镜表面后,与镜子表面的原子发生能量转移,入射离子的大部分能量沉积在镜体内部,动能转化成热能,嵌套胶层性能容易受到影响。根据低膨胀玻璃材料热性能参数和离子源运行工艺参数,对主镜嵌套位置的热效应进行了分析。以=0.003 m/s的速度往返5次,运行路径间距分别取0.005 m和0.05 m时,计算得到嵌套位置的温度分布分别如图9(a)和9(b)所示,最高温度分别为98.249 ℃和61.047 ℃。

图4 主镜1 ℃均匀温度变化的面形图。(a) 不去离焦;(b) 去除离焦
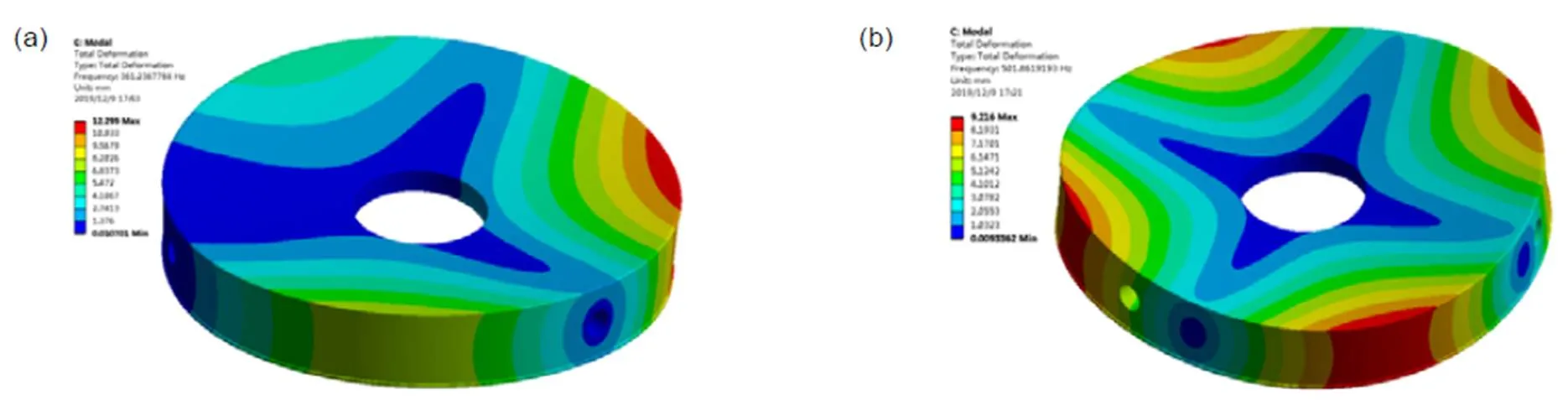
图5 主镜模态分析结果。(a) 一阶约束模态;(b) 一阶非零自由模态

图6 主镜过载应力云图。(a) 光轴竖直;(b) 光轴水平姿态A;(c) 光轴水平姿态B
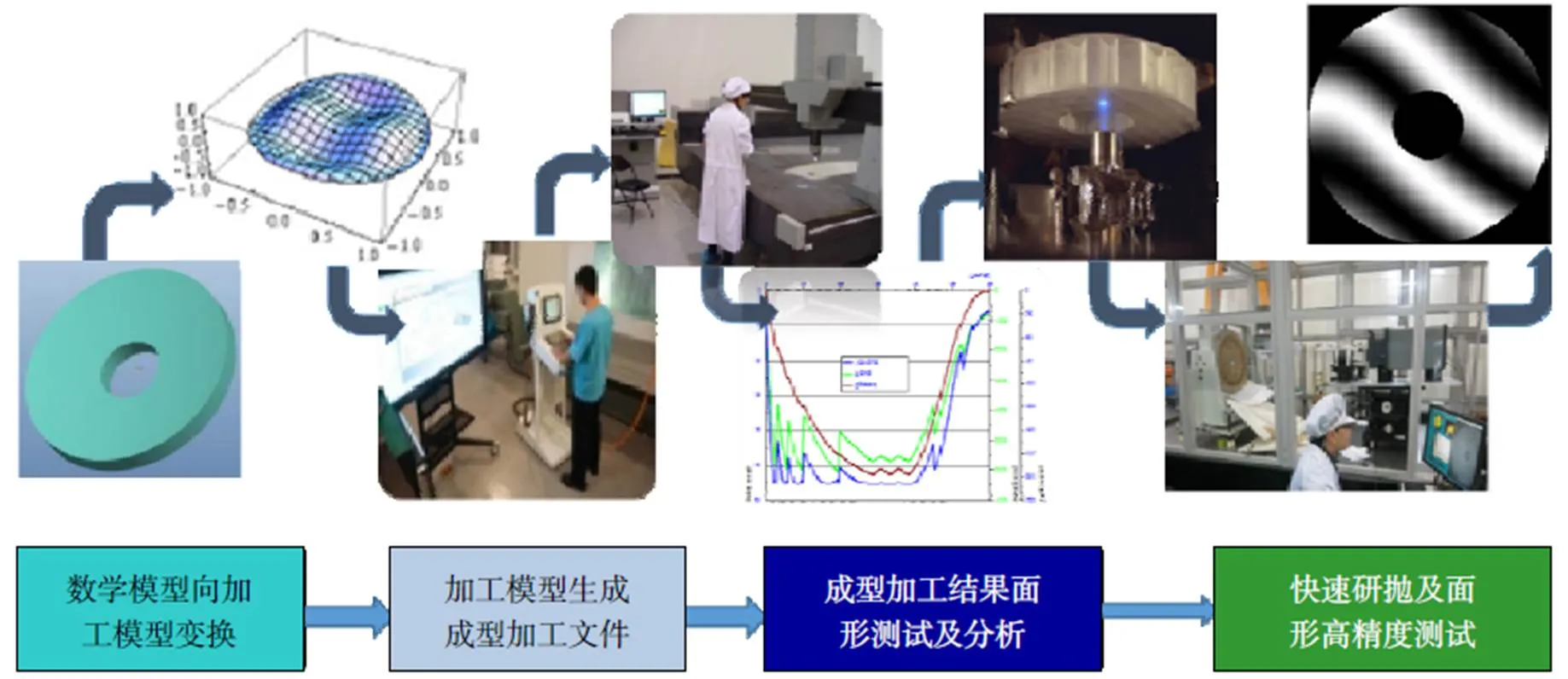
图7 大口径反射镜数字化加工链路
为满足嵌套胶层的温度不超过70 ℃的要求,加工工艺参数需要根据上述分析结果做优化调整。最终,加工中的最高温度为48 ℃,满足了要求。
主镜具有面密度小、面密度梯度较大的特点,为保证面形检测结果的天地一致性,检测方面发展了重力卸载技术和面形误差数据后处理技术来剔除重力和其他系统误差对检测的影响。设计的重力卸载装置如图10所示,设计残差优于2 nm RMS。
根据旋转法对主镜多个方向的测量数据进行处理,分离出镜面上的系统误差,包括残余支撑变形误差、干涉仪及补偿器等辅助光学元件引入的非对称误差,获得镜面的真实面形误差,从而指导光学加工。最终,面形精度达到0.011RMS,如图11所示。
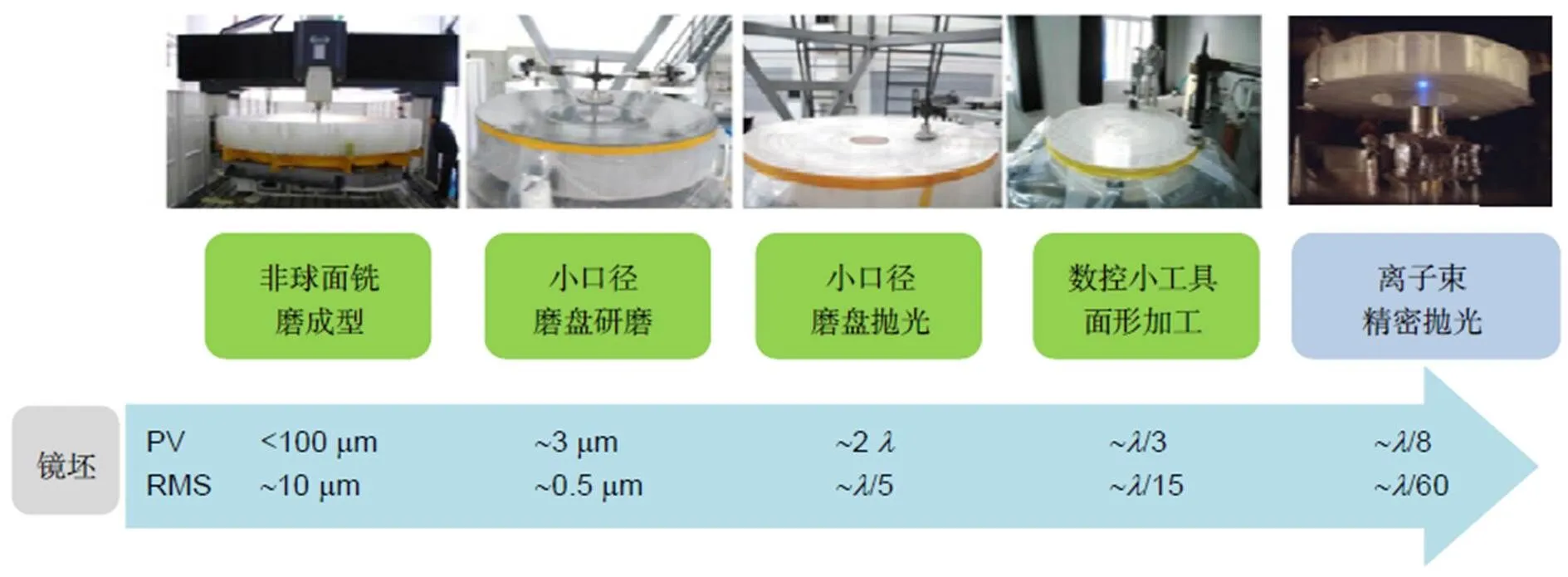
图8 主镜加工流程及面形精度控制目标

图9 主镜嵌套位置离子束加工时的热效应。(a) 运行路径间距0.005 m; (b) 运行路径间距0.05 m

图10 重力卸载装置(a)及设计残差(b)
4 结 论
本文针对Ф1.05 m空间光学系统主镜的研制技术要求,建立了轻量化反射镜结构参数优化设计平台,获得了性能优异的Ф1.05 m主镜结构优化设计方案,轻量化率已接近国外先进水平。主镜镜面加工阶段引入目前最先进的第三代大口径反射镜加工工艺,路线为超精密铣磨—小磨头数控研抛—离子束精修,实现了主镜面形误差的确定性去除。同时发展了重力卸载技术和面形误差数据后处理技术来剔除重力和其他系统误差对检测的影响,以保证面形检测结果的天地一致性。主镜加工性能良好,最终面形精度达到0.011RMS。

图11 Ф1.05 m主镜光学加工后的面形精度
本文所提出的反射镜轻量化结构优化设计方法以及所建立的设计平台是通用的,也适用于其它空间或地基反射镜轻量化结构的设计。相比于传统设计方法,新方法不仅能够获得性能更优异的设计结果,而且能明显提升设计工作效率。Ф1.05 m主镜的高精度面形结果证明了方案的合理性。
[1] Zhang S H, Xu D L. The development of commercial remote sensing satellites in the United States[J]., 2016, 39(12): 135–138.
张绍华, 徐大龙. 美国商业遥感卫星的发展[J]. 测绘与空间地理信息, 2016, 39(12): 135–138.
[2] Zhu R Z, Cong Y T, Wang H F,. Global high-resolution optical satellite overview (1): USA and Canada[J]., 2015, 24(6): 85–106.
朱仁璋, 丛云天, 王鸿芳, 等. 全球高分光学星概述(一): 美国和加拿大[J]. 航天器工程, 2015, 24(6): 85–106.
[3] Fan N, Zu J G, Yang W T,. The design of WorldView satellite and its demonstrative value[J]., 2014, 31(3): 337–342.
范宁, 祖家国, 杨文涛, 等. WorldView系列卫星设计状态分析与启示[J]. 航天器环境工程, 2014, 31(3): 337–342.
[4] Feinberg L D, Dean B H, Hayden W L,. Space telescope design considerations[J]., 2012, 51(1): 011006.
[5] Liu S T, Hu R, Li Q H,. Topology optimization-based lightweight primary mirror design of a large-aperture space
telescope[J]., 2014, 53(35): 8318–8325.
[6] Trumper I, Hallibert P, Arenberg J W,. Optics technology for large-aperture space telescopes: from fabrication to final acceptance tests[J]., 2018, 10(3): 644–702.
[7] Kihm H, Yang H S. Design optimization of a 1-m lightweight mirror for a space telescope[J]., 2013, 52(9): 091806.
[8] Werner D. WorldView-4's long road to launch about to pay off for DigitalGlobe[J]., 2016, 27(17): 21–22.
[9] Watarai H, Katayama H, Niwa T,. Development of the wide-swath and high-resolution optical imager onboard advanced optical satellite (ALOS-3)[J]., 2019, 11180: 111801Q.
[10] Lee H, Hahn M. KOMPSAT-3 digital elevation model correction based on point-to-surface matching[J]., 2019, 11(20): 2340.
[11] Liu S T, Hu R, Zhou P,. Topologic optimization for configuration design of web-skin-type ground structure based large-aperture space mirror[J]., 2013, 21(7): 1803–1810.
刘书田, 胡瑞, 周平, 等. 基于筋板式基结构的大口径空间反射镜构型设计的拓扑优化方法[J]. 光学精密工程, 2013, 21(7): 1803–1810.
[12] Wu J F. Design of high-lightweight space mirror component based on automatic optimization[J]., 2020, 1605: 012023.
[13] Ye P C, Pan G, Gao S. Sampling design method of fast optimal Latin hypercube[J]., 2019, 37(4): 714–723.
叶鹏程, 潘光, 高山. 一种快速优化拉丁超立方试验设计方法[J]. 西北工业大学学报, 2019, 37(4): 714–723.
[14] Lei D, Luo Y J, Wang Y Y,. Improved method of hybrid genetic algorithm[J]., 2014, 556–562: 4014–4017.
Design and manufacture of Φ1.05 m lightweight mirror
Hu Rui1, Chen Zhiqiang1, Zhang Yuanyuan1, Xu Tao1, Liu Hong1*, Zhang Jiyou2
1Lightweight Optics and Advanced Materials Center, Institute of Optics and Electronics,Chinese Academy of Science, Chengdu, Sichuan 610209, China;2Beijing Institute of Space Mechanics and Electricity, China Academy of Space Technology, China Aerospace Science and Technology Corporation, Beijing 100094, China

The mirror structure design scheme drawing
Overview:Ф 1 m magnitude space optical system has become the core strength in the field of domestic and overseas space observation. It has become one of the hotspots in the field of space optical system development in China because of its great demand and wide application prospect. Considering the launch cost, the space optical system should reduce the structural weight as much as possible. As the core component of the space optical system, the space mirror has a direct impact on the total weight of the system. Effectively reducing the weight of the reflector can greatly reduce the system's launch cost. Under the premise of ensuring the surface precision, the space mirror is developing towards low surface density. The lightweight of mirror has become an important research topic. Compared with developed countries, China lags behind in the field of space optical remote sensing technology. The lightweight mirrors which have been applied in orbit with space optical systems have relatively small aperture and low lightweight level.
In terms of the strict design requirements of Ф 1.05 m primary mirrors for space optical systems, a new method of structural optimization design of lightweight mirrors is proposed, and a platform for automatic simulation analysis and optimization design of mirror structures is established. The primary mirror design with excellent performances is determined based on that platform. The primary mirror weighs less than 50 kg, and the lightweight ratio is close to the foreign advanced level. The first mode frequency of the primary mirror under the support of three spherical hinges is 361.2 Hz, and the first-order non-zero free mode frequency is 501.9 Hz. Under the uniform temperature change of 1 ℃, the surface figures with defocus and without defocus are 0.55 nm RMS and 0.10 nm RMS, respectively. The maximum stress of the primary mirror under 30g overload acceleration is 16.1 MPa. All of these performances meet the design requirements. The most advanced third-generation large-aperture mirror processing technology is adopted, and the route is ultra-precision milling, CNC grinding and polishing of small grinding head, and ion beam finishing. In order to ensure the consistency of surface shape test results no matter in the space or on the ground, the gravity unloading technology and surface shape error data post-processing technology are developed to eliminate the influence of gravity and other systematic errors. The final surface shape accuracy of the primary mirror reaches 0.011RMS, which shows a high precision optical surface and demonstrates the rationality of the scheme.
Citation: Hu R, Chen Z Q, Zhang Y Y,Design and manufacture of Φ1.05 m lightweight mirror[J]., 2020, 47(10): 200317
Design and manufacture of Φ1.05 m lightweight mirror
Hu Rui1, Chen Zhiqiang1, Zhang Yuanyuan1, Xu Tao1, Liu Hong1*, Zhang Jiyou2
1Lightweight Optics and Advanced Materials Center, Institute of Optics and Electronics, Chinese Academy of Science, Chengdu, Sichuan 610209, China;2Beijing Institute of Space Mechanics and Electricity, China Academy of Space Technology, China Aerospace Science and Technology Corporation, Beijing 100094, China
In terms of the strict design requirements of Ф1.05 m primary mirrors for space optical systems, a new method of structural optimization design of lightweight mirrors is proposed, and a platform for automatic simulation analysis and optimization design of mirror structures are established. The primary mirror design with excellent performances is determined based on that platform. The primary mirror weighs less than 50 kg, and the lightweight ratio is close to the foreign advanced level. The first mode frequency of the primary mirror under the support of three spherical hinges is 361.2 Hz, and the first-order non-zero free modal frequency is 501.9 Hz. Under the uniform temperature change of 1 ℃, the surface figures with defocus and without defocus are 0.55 nm RMS and 0.10 nm RMS, respectively. The maximum stress of the primary mirror under 30g overload acceleration is 16.1 MPa. All of these performances meet the design requirements. The most advanced third-generation large-aperture mirror processing technology is adopted, and the route is ultra-precision milling, CNC grinding and polishing of small grinding head, and ion beam finishing. In order to ensure the consistency of surface shape test results no matter in the space or on the ground, the gravity unloading technology, and surface shape error data post-processing technology are developed to eliminate the influence of gravity and other systematic errors. The final surface shape accuracy of the primary mirror reaches 0.011RMS, which shows a high precision optical surface and demonstrates the rationality of the scheme.
space optical system; lightweight mirror; optimization design; optical processing
TH74
A
胡瑞,陈志强,张媛媛,等. Φ1.05 m轻量化反射镜设计与制造[J]. 光电工程,2020,47(10): 200317
10.12086/oee.2020.200317
: Hu R, Chen Z Q, Zhang Y Y,Design and manufacture of Φ1.05 m lightweight mirror[J]., 2020, 47(10): 200317
2020-08-20;
2020-09-16
胡瑞(1989-),男,博士,主要从事光机结构优化设计方法的研究。E-mail:hurui7077@163.com
刘红(1972-),男,硕士,研究员,主要从事轻量化反射镜研制技术和光学新材料技术的研究。E-mail:liuh@ioe.ac.cn
* E-mail: liuh@ioe.ac.cn
猜你喜欢
应用光学(2023年3期)2023-06-05 09:21:56
新能源科技(2022年9期)2022-11-20 19:28:56
航天返回与遥感(2022年3期)2022-07-07 05:13:36
电子技术应用(2021年1期)2021-01-22 09:45:06
环境技术(2020年1期)2020-03-06 11:41:02
航天返回与遥感(2018年2期)2018-05-17 09:37:57
光学精密工程(2016年11期)2016-12-19 02:30:19
光学精密工程(2016年6期)2016-11-07 09:07:15
光学精密工程(2016年1期)2016-11-07 09:01:50
光学精密工程(2016年7期)2016-08-23 06:36:49