
卷筒组件生产工艺分析
2020-11-26 03:57:58刘文宽严睿晟田海弘李长辛
机械工程师 2020年10期
刘文宽,严睿晟, 田海弘,李长辛
(浙江大丰实业股份有限公司,浙江 宁波 315400)
0 引 言
卷筒组件被广泛用于舞台机械的提升机构当中,例如主舞台、防火幕、吊杆组件(灯光、音响)、假景布局的升降等等,我公司应用样式基型如图1 所示,按年生产数量统计,各类卷筒组件2000 件以上,批量生产质量稳定且与人身安全密切相关的成型产品,其设计、工艺改进是比较慎重的。
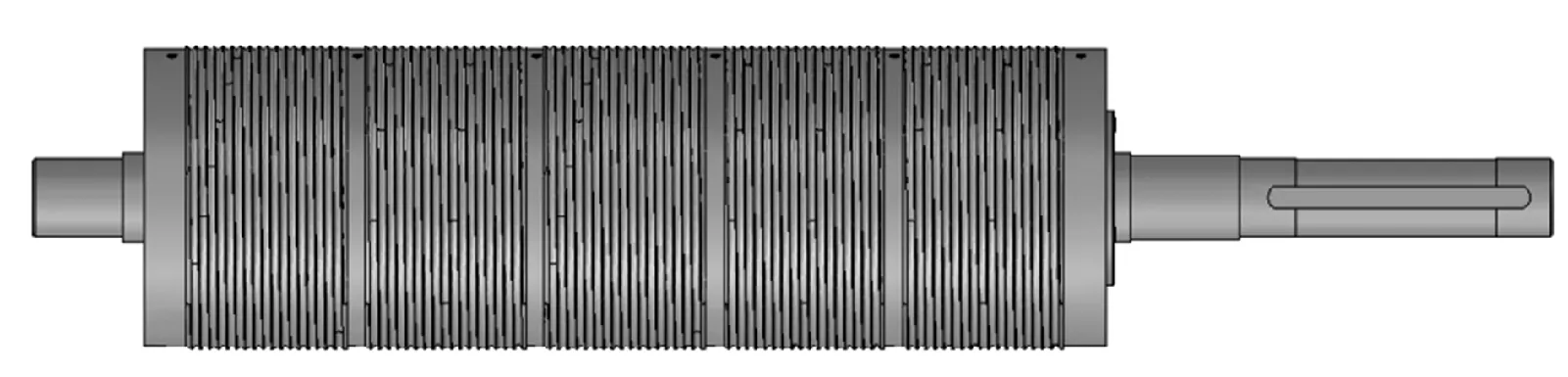
图1 卷筒组件基型
1 卷筒组件分类
我公司设计生产的卷筒组件经过多年的发展,按电动机轴联接的结构类型划分卷筒组件,可分为机械固定式、焊接式、浇铸式3 种形态[1],如图2~图4所示。
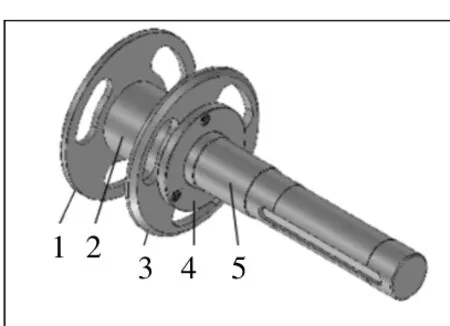
图2 机械固定式
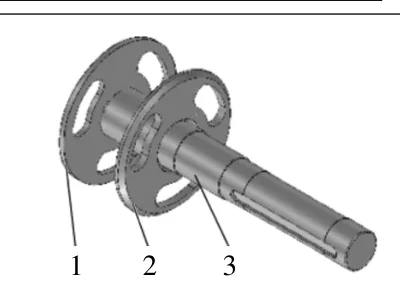
图3 焊接式
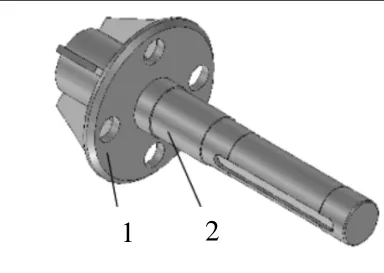
图4 浇铸式
1)电动机轴机械固定式。法兰1、法兰2、轴套、卷筒相互焊接,电动机轴通过键与轴套联接,并由螺栓和压板将其固定在法兰2 上。
2)电动机轴焊接式。法兰1、法兰2、卷筒及电动机轴相互焊接。
3)电动机轴浇铸式。半成品的电动机轴放置于待浇铸法兰的砂型之中,浇铸法兰时通过轴上的槽形成一个类似键的联接与其形成一体,法兰再与卷筒进行焊接。
2 卷筒组件工艺分析
3 种联接结构的卷筒组件工艺流程在生产制造方面各有优劣,适用于不同条件,以2020 年度中央电视台春节晚会舞台某部位应用的一种电动机轴机械固定式卷筒组件为案例零件,对其3 种电动机轴联接形式的结构进行生产工艺分析。卷筒组件的基本数据如图5 所示,其中卷筒及法兰的材质均为Q235B,电动机轴材质为40Cr,调质230~260 HB。
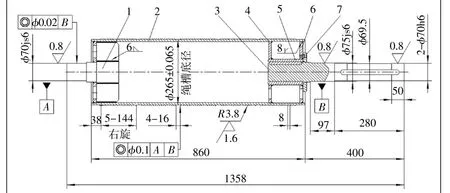
图5 卷筒组件
2.1 电动机轴机械固定式
生产工艺流程从零件焊接工序完成,去应力退火后开始描述,如图6 所示,此时的工艺路线有两种方案[2]:1)现行状态下与电动机轴组合,进行整体精加工;2)焊接后的卷筒与电动机轴分别精加工,装配组合。
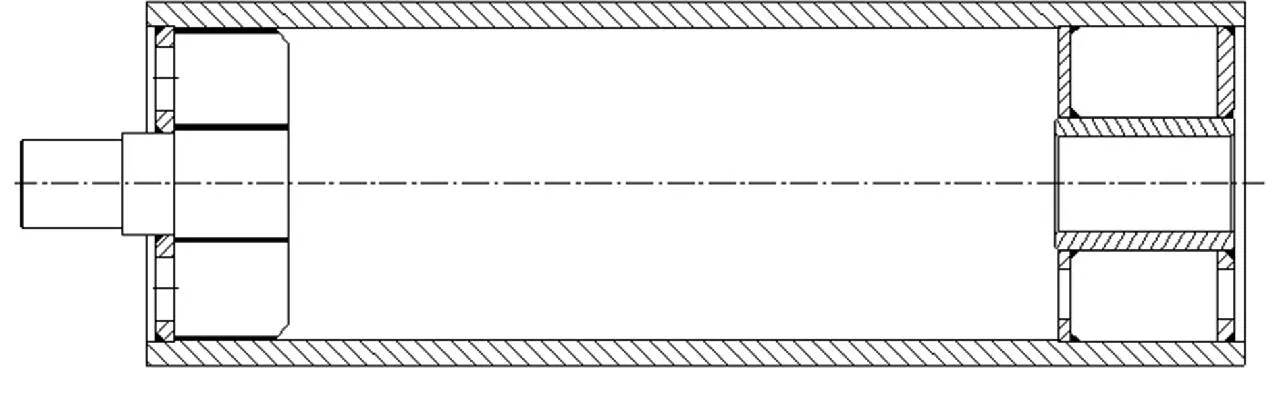
图6 卷筒组件焊后
观察图5 零件的各项精度要求,基准A、基准B 的同轴度为0.02 mm,与绳槽部位同轴度为0.10 mm,第二种工艺方案的优点在于零件维修更换时较为方便,并且对设备加工能力的要求相对降低,但实际上更换电动机轴的维修频率很低,在设备加工能力满足的情况下,尽可能减少累计误差,所以我们选择第一种工艺方案[3],加工工序如表1 所示。
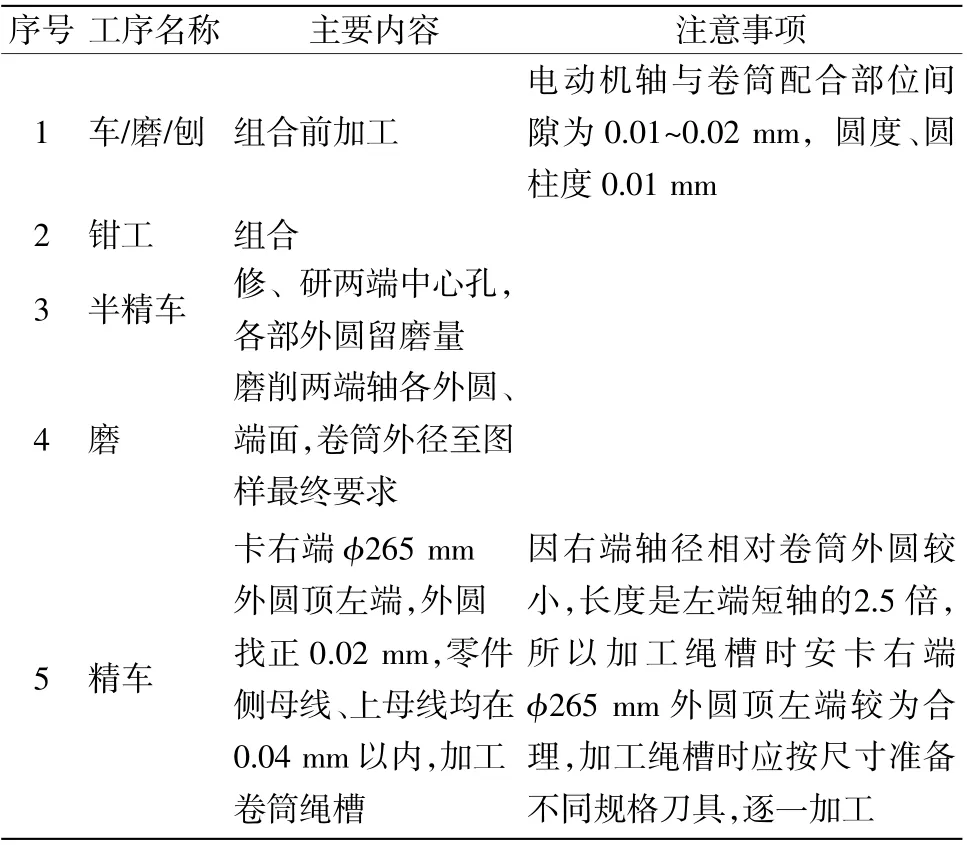
表1 卷筒组件焊接去应力后加工工序
对于某些卷筒直径与电动机轴直径比值过大的卷筒组件,可能需要专用的设备才能加工,也可考虑增加工艺卡头,便于一次装卡精加工两端轴部各尺寸和卷筒绳槽加工的基准,以保证各部位的同轴度,工艺路线的难点为批量生产情况下,电动机轴与焊后卷筒的配合,需要有严密可控的质量管理措施。
2.2 电动机轴焊接式
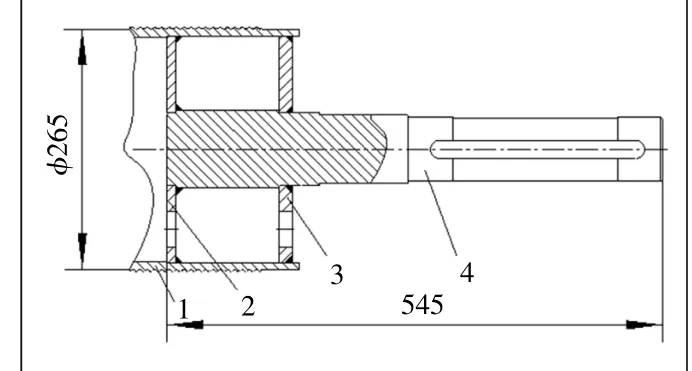
图7 电机轴焊接式
图5 右端电动机轴部分更换为图7 样式,法兰1、法兰2、电动机轴三者之间先行焊接后调质处理,再整体与卷筒焊接后退火去应力,进行后续半精、精加工,表1工序流程中前两序将会省略。
电动机轴的材料为40Cr 且调质处理[4],其焊接工艺掌握不好很容易开裂,焊后的淬火组织是硬脆的高碳马氏体,不仅冷裂纹敏感性大,而且焊后若不及时热处理,热影响区性能达不到原来基体金属的性能,最好是在退火(或正火)状态下焊接,且焊前需预热250~300 ℃,所以如采用焊接式的结构,电动机轴应当在正火状态下与法兰焊接[5],并及时进行调质处理,如不能及时调质可进行中间退火或高于预热的温度下保温一段时间,以排除扩散氢并软化组织。
2.3 电动机轴浇铸式
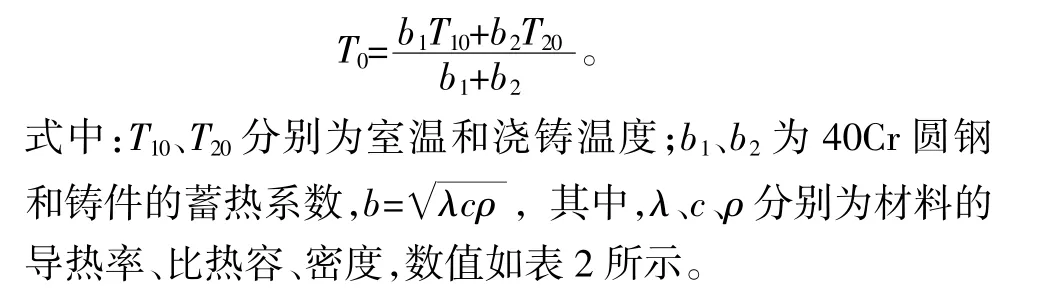
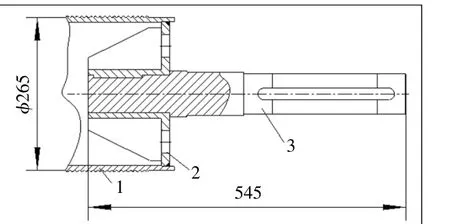
图8 电机轴浇铸式
图5 右端电动机轴部分更换为图8 样式,电机轴调质后,并在和法兰配合部位开槽后放置于待浇铸法兰的砂型之中,浇铸时钢水(Q235B)的温度为1650~1680 ℃[6],40Cr 固/液相线温度为1420/1520℃,虽然钢水的温度要高于40Cr 的液相线温度,但由于材料热导率、比热容等特性因素,其界面温度会低于钢水的温度,且受钢水数量(含热量)的影响,所以置入的轴不可能被熔化与其融合,以一维非稳态传热微分方程推导出的界面温度公式,计算多种假设条件下的界面温度T0[7]:
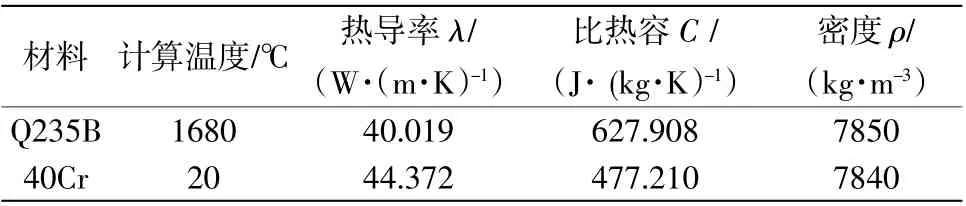
表2 Q235B与40Cr物性参数
将室温T10=20 ℃、浇铸温度T20=1680 ℃及表内数据代入公式,可算出界面温度T0=896.73 ℃,远未达到40Cr钢的液相线数值,虽然应用此公式需存在多种假设,但作为本案例零件的研讨参考已经足够,其切断面如图9 所示。零件实际浇铸结果也显示出轴和法兰有明显的边界,因此需在轴上开槽,让流动的钢水凝固在槽内,形成一个类似键的联接,浇铸的法兰成型后与卷筒进行焊接及后续加工,这种浇铸结构可减少工厂内部的生产工序,特别适合同规格大批量的生产,但材料的成本略有增加,采用此联接方式还应当根据零件的设计及使用条件,合理考虑浇铸温度对零件轴力学性能的影响程度,做出相应热处理工序调整,按此方式生产案例零件,表1 工序流程中前两序将会省略。

图9 切断面
3 结 语
综合上述内容,3 种电动机轴联接结构的卷筒组件,从电动机轴、法兰等部分零件生产初始至与卷筒组合为止,不同之处的部分内容进行对比,其中净重为含有电动机轴组合的零件,如表3 所示。从以上电动机轴3 种联接结构的卷筒组件生产工艺对比可以得出,如生产同规格批量的卷筒组件,电动机轴浇铸式结构的卷筒组件,生产效率最高;电动机轴焊接式结构的卷筒组件,生产成本相对低廉,适用于不同规格的产品且生产方式简单,但需要有较强的焊接和及时热处理的能力;电动机轴机械固定式结构的卷筒组件适用于机加工能力较强,且生产过程质量可控的生产现场。
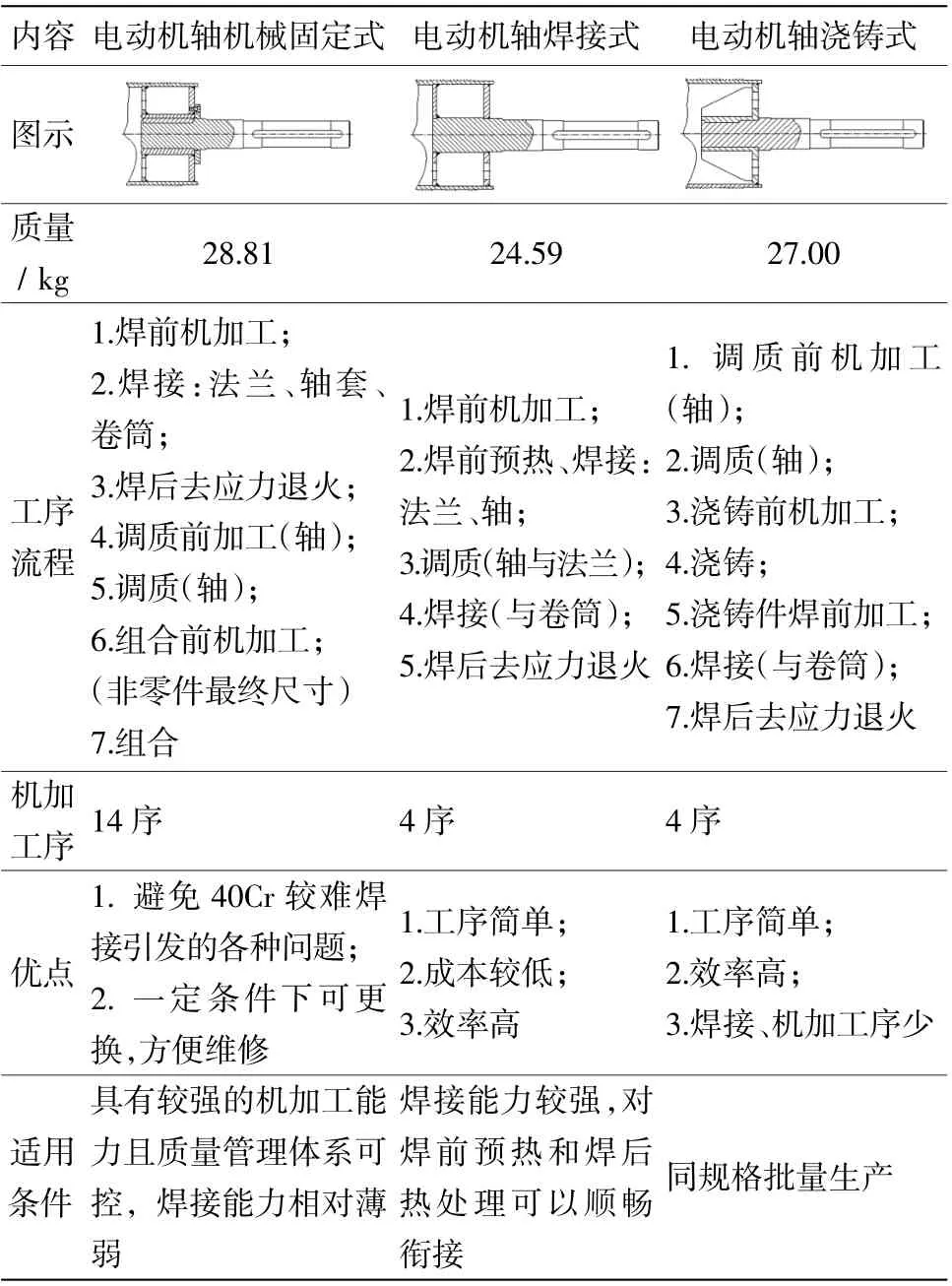
表3 3种联接结构部分内容对比
猜你喜欢
环境工程技术学报(2022年3期)2022-06-05 07:20:42
重型机械(2020年2期)2020-07-24 08:16:20
山东冶金(2019年3期)2019-07-10 00:54:00
山东冶金(2019年2期)2019-05-11 09:12:16
当代工人(2016年11期)2016-07-19 23:25:52
饲料工业(2016年1期)2016-03-22 03:14:39
油气田环境保护(2015年4期)2015-12-28 10:45:44
安徽冶金科技职业学院学报(2015年3期)2015-12-02 03:46:33
广东第二课堂·小学(2015年11期)2015-11-30 21:57:32
机电产品开发与创新(2014年4期)2014-03-11 16:42:18
