
铁路货车牵引梁装焊夹具设计及应用
2020-11-26 03:46:38姜建召白凌云王灵艳庞建新吉志强程艳清
机械工程师 2020年10期
姜建召, 白凌云, 王灵艳, 庞建新, 吉志强, 程艳清
(包头北方创业有限责任公司,内蒙古 包头014032)
0 引 言
铁路货车牵引梁生产过程的必备工装包括装配夹具和翻转装置,装配夹具用于牵引梁零部件的装配定位,主要用于保证牵引梁腹板间距等关键尺寸;翻转装置用于牵引梁的翻转焊接,最大程度地使牵引梁焊缝翻转至平位置施焊,保证焊接质量。一般生产过程装配夹具和翻转装置分别配置,在装配夹具上完成牵引梁的组装,然后将牵引梁转运至翻转装置,使用翻转装置进行牵引梁的焊接。
为了减少牵引梁的转运作业、提高生产效率,本项目完成了牵引梁装焊夹具的设计,在同一工装上实现了牵引梁零部件的装配定位和翻转焊接。
1 铁路货车牵引梁结构分析
1.1 铁路货车牵引梁主要结构
铁路货车牵引梁组成一般由前从板座、后从板座、心盘隔板组焊件,牵引梁腹板及牵引梁下盖板组成,典型结构如图1所示。
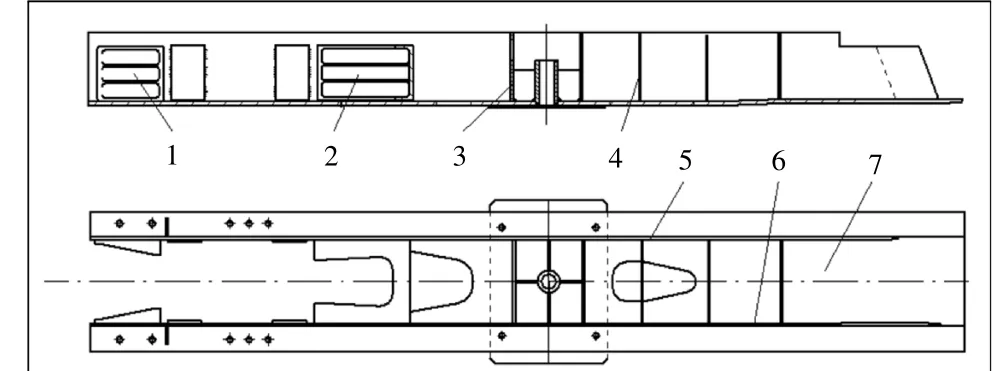
图1 铁路货车牵引梁结构示意图
1.2 牵引梁关键技术要求及制造难点
牵引梁内腔尺寸为(350±2) mm;牵引梁下盖板组焊后平面度≤2 mm;牵引梁腹板与下盖板焊接质量需经磁粉或着色探伤并符合相关标准规定。
2 铁路货车牵引梁生产工艺及存在问题分析
2.1 组装工艺分析
为保证牵引梁组装过程心盘座组焊件能顺利压入牵引梁内腔,牵引梁内腔尺寸(即两件牵引梁腹板的横向间距)应按350+20 mm进行控制,必要时制作等同于心盘座尺寸的整体工艺心盘座(宽度350 mm)装入牵引梁内腔,压紧牵引梁腹板,待定位焊后取出工艺心盘座[1]。
牵引梁下盖板纵向尺寸较大,组焊后下盖板整体平面度保证难度高。为满足设计要求,需要保证组装过程装配夹具定位面的平面度,同时需要注意在组装过程中牵引梁下盖板与装配夹具定位面的紧密贴合。
2.2 焊接工艺分析
牵引梁组成的各焊缝采用半自动化混合气体保护焊工艺施焊,牵引梁腹板与牵引梁下盖板的焊缝焊接质量要求高,生产过程需要将该位置焊缝翻转至平位置(船形位置)施焊,应避免平角焊。
2.3 存在问题分析
传统的生产过程,是在装配夹具工装上完成牵引梁组成的组装,然后通过吊运的方式将组装合格的牵引梁转运至焊接工位进行翻转焊接。焊接作业如图2所示。
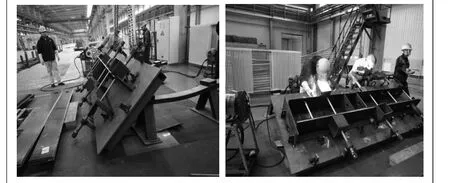
图2 牵引梁焊接示意图
传统的焊接过程,需将焊接工装的一侧吊起一定高度,放置稳固后进行牵引梁腹板1与牵引梁下盖板的焊接(如图2左侧);然后将焊接工装的另一侧吊起一定高度,放置稳固后进行牵引梁腹板2与牵引梁下盖板的焊接。生产过程采用该方式作业,既影响生产效率,也存在一定的安全隐患,生产过程不精益、不经济,不符合现代企业精益化生产的发展理念。
为了解决牵引梁生产过程存在的上述问题,笔者设计了兼具装配定位和翻转焊接功能的铁路货车牵引梁装焊夹具。
3 牵引梁装焊夹具基本结构
牵引梁装焊夹具兼具装配夹具和翻转装置的组装及翻转焊接功能,包括装夹单元、平台作业单元、翻转支撑单元,如图3所示。
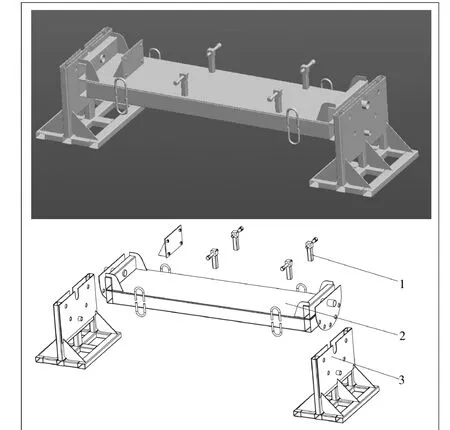
图3 牵引梁装焊夹具结构示意图
3.1 装夹单元设计结构及特点
装夹单元主要由装配及定位装置组成,用于牵引梁组装时的定位和夹紧,根据牵引梁的结构形式变化可以进行调整。以笔者设计的工装为例,装夹单元主要包括牵引梁腹板定位装置和牵引梁腹板顶紧装置。牵引梁腹板定位装置用来定位两侧的牵引梁腹板,确保端面平齐和横向间距;牵引梁腹板顶紧装置用于牵引梁腹板组装过程顶紧,用来消除组装间隙,如图4所示。
3.2 平台作业单元设计结构及特点
平台作业单元主要由作业平台和翻转装置组成,用于牵引梁的组装作业,通过翻转装置与翻转支撑单元连接。牵引梁焊接时依靠翻转装置实现翻转,如图5所示。
平台作业单元设计时,要计算牵引梁重心、平台作业单元重心,计算公式如下[2]:
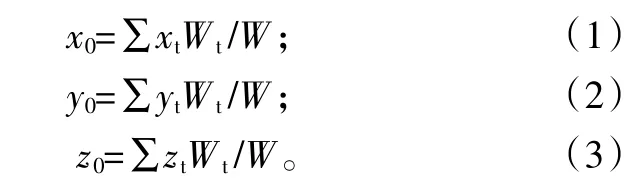
式中:x0、y0、z0为牵引梁及平台作业单元组合体在x、y、z轴上的重心坐标,mm;xt、yt、zt为牵引梁及平台作业单元各零件在x、y、z轴上的重心坐标,mm;W为牵引梁及平台作业单元组合体的总质量,kg;Wt为牵引梁及平台作业单元各零件的单体质量,kg。
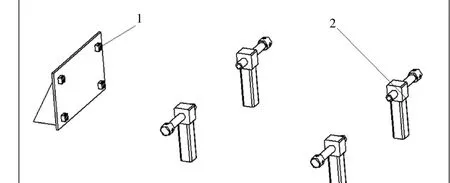
图4 装夹单元结构示意图
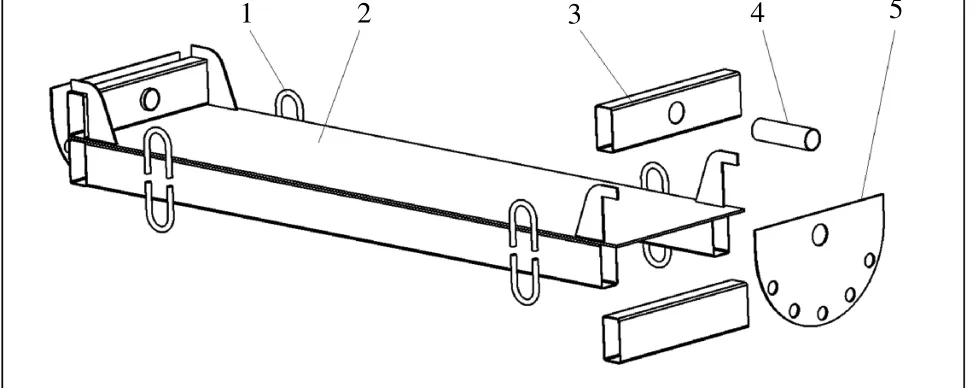
图5 平台作业单元结构示意图
将牵引梁及平台作业单元各零件质量及设计几何坐标代入上式,求解得出的“牵引梁及平台作业单元组合体在x、y、z轴上的重心坐标”应与图5中的翻转轴4(数量为2)在x、y、z轴上的重心坐标重合,使翻转过程的转矩值降至最小,便于人力操作扶手实现平台作业单元的翻转。
3.3 翻转支撑单元设计结构及特点
翻转支撑单元由两套组焊式钢结构件组成,用于对平台作业单元进行支撑及平台作业单元翻转后的固定,翻转支撑单元的定位板与平台作业单元的翻转板通过不同的定位孔进行配合定位,可实现±30°、±45°、±60°、±90°等多角度翻转,实现牵引梁焊缝的平位置焊接,翻转支撑单元示意图如图6所示。
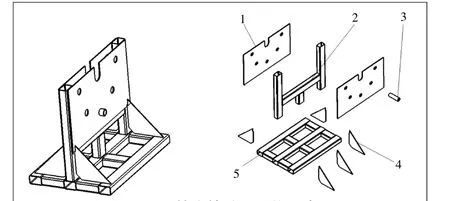
图6 翻转支撑单元结构示意图
4 使用方法
装夹单元与平台作业单元的作业平台组焊连接。平台作业单元与翻转支撑单元装配连接,通过平台作业单元翻转板与翻转支撑单元定位板上开设的不同圆孔进行配合及定位销轴的定位,实现平台作业单元的翻转作业,作业示意图如图7、图8所示。
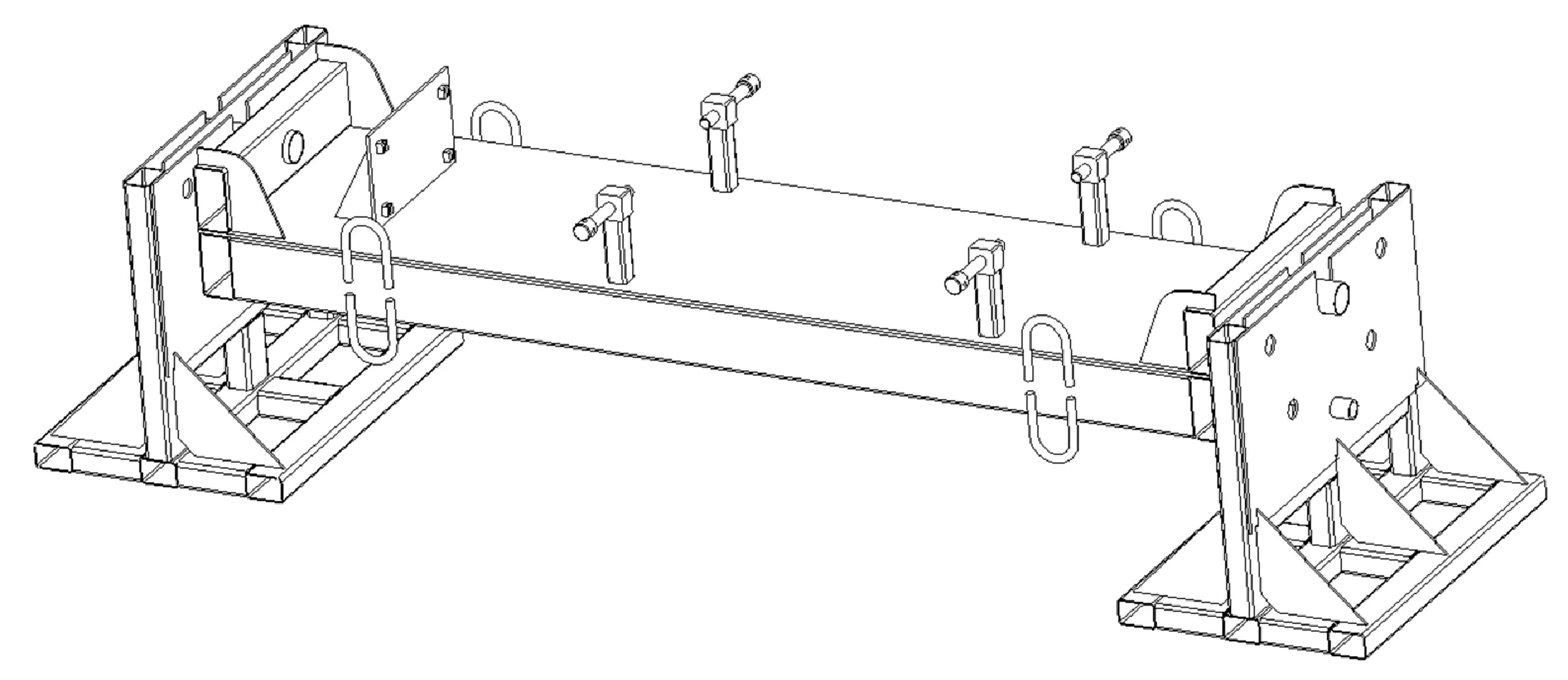
图7 水平位置示意
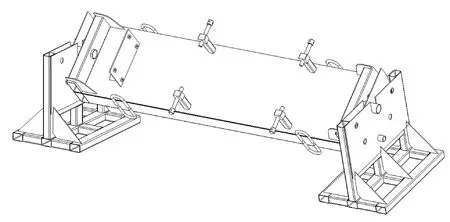
图8 ±45°翻转示意
5 结 语
该牵引梁装焊夹具工装在笔者所在公司研制的两种类型的牵引梁上进行了应用,工装兼具牵引梁零件的装夹定位和焊接翻转功能,应用效果良好,对提升牵引梁装焊生产效率、提升作业过程本质安全性、提升企业精益化生产水平有很大的积极意义,满足了牵引梁组成的精益化生产需要。该工装的设计方案已获得了专利授权。图9所示为生产应用实况。

图9 装焊夹具生产应用实况
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
中小企业管理与科技(2022年6期)2022-06-14 06:03:08
北京航空航天大学学报(2022年5期)2022-06-06 09:27:12
建材发展导向(2022年1期)2022-03-08 01:53:04
纺织器材(2021年5期)2021-11-11 06:05:18
四川轻化工大学学报(自然科学版)(2021年1期)2021-06-09 06:12:18
制造技术与机床(2018年12期)2018-12-23 02:40:56
上海公路(2018年3期)2018-03-21 05:55:50
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
