
一种电能表铭牌自动上料机设计与试验
2020-11-26 03:47:10祝正兵朱呈霞王扣成
机械工程师 2020年10期
祝正兵,朱呈霞,王扣成
(常熟理工学院,江苏 常熟215500)
0 引 言
目前对电能表铭牌进行激光打码时,主要是依靠工人手动将条带电子元件推送到激光打标机中进行打标,打完后再取下。每台机器都需要一名工人从事上下料工作,增加了产品生产成本,工人每天重复单调的机械动作,效率不高,工作疲劳之后存在放卡不准确,导致打码歪斜、产生次品问题。由于铭牌尺寸较小,传统手动方式上料过程中,激光打码时需要工人用手压住铭牌,手距离激光工作区域很近,皮肤有被激光灼伤的危险。工人需要长时间直视激光工作区域,虽然激光不是直射眼睛,并且有护目镜,但长时间工作的情况下会导致眼睛的疲劳,易对操作者造成伤害。目前,该行业生产的上料方式主要为手动上料,也存在一部分自动上料的方式,但现有的自动上料方式存在一定的局限性。因此,亟待开发一种新型上料机替代人工上料,实现铭牌打码上下料生产自动化,并且可以适应多种不同规格铭牌的工况,实现“一机多用”的目的,可以节约大量的生产成本,提高产品的竞争能力。
1 总体方案设计
在推送铭牌一类的薄片工件时,经常会出现误推或推空的现象。由于一般铭牌基本都是薄片形式,为了避免一次推两张料,推杆需要更薄,而且要紧贴底面。但这样推杆容易插入铭牌间的空隙,导致上料不成功。设计主要解决的技术问题是实现电能表不同规格铭牌激光打码的自动上下料,使操作者只需要将空白铭牌放入料斗中,待接料斗收满成品后将成品收集即可。拟实现自动上料的电能表铭牌规格如图1所示。

图1 3种典型铭牌
1.1 电能表铭牌自动上料机技术要求
1)设置进料仓,并判断有无铭牌[1]。自动送铭牌到激光打标机工作区域,并自动判断铭牌有无送到位。当没有推到铭牌或送不到位时,不发出打标信号给打标机,并声光报警[2]。
2)判断打出的条码是否正常,如条码无法读取或顺序不对,需要自动将铭牌暂停在条码扫描枪下,并以声光报警提示直到人工复位(红灯)。
3)自动打标,自动将计完数的铭牌送到收料仓。打完标自动计数,打标不正常的铭牌不计数。
4)收料仓收料达到设定数量后自动换仓并声光报警,声音报警10 s后停,黄色警示灯长亮直到人工复位。
1.2 电能表铭牌自动上料机的机械系统设计
整机主要由储料部件、工作部件、接料部件组成[3]。储料部件与工作部件固定在铝制底板上,底板固定在支架上的手摇式螺旋升降机上;接料部件固定在支架上的气动分度盘上。支架由4040铝型材经铝角码固定而成。放料部件与工作部件所有组件都是安装在底板上,底板由一整块厚度为8 mm的铝板加工而成。电能表铭牌自动上料机总体设计方案如图2所示。

图2 电能表铭牌自动上料机总体设计方案图
1.3 电能表铭牌自动上料机的控制系统设计
1)长杆气缸向下运动,接触到最上面的铭牌处感应到磁环,PLC接收到信号,控制三位五通阀驱动长杆气缸停止[4]。
2)PLC控制两位三通阀工作,连接的真空发生器工作,驱动真空吸盘吸起最上面的铭牌。
3)长杆气缸带着真空吸盘向上运动感应到磁环处,PLC控制三位五通阀驱动长杆气缸停止。
4)PLC控制三位五通阀驱动无杆气缸带着长杆气缸、真空吸盘及其上的铭牌向左运动到感应磁环处停止。
5)PLC控制三位五通阀驱动长杆气缸带着真空吸盘及其上的铭牌向下运动感应磁环处停止。
6)铭牌落下的下方安装的光电传感器感应到有料,发出信号给PLC,PLC控制两位三通阀使真空发生器停止工作,真空吸盘因负压消失而松开铭牌,铭牌落到输送带上。
7)电动机转动输送带,将铭牌带到激光打码处。为准确定位,在铭牌接近激光打码区时安装的光电传感器感应到信号后传输给PLC,PLC控制两位三通阀驱动阻挡气缸弹起,将铭牌准确定位,同时电动机停止转动,长杆气缸回到顶部,无杆气缸回到右端,为下一次循环准备。
8)打码结束后激光发生器发出一个打码结束的信号给PLC,PLC发出命令给两位三通阀,控制阻挡气缸回缩,电动机同时转动,控制输送带转动,将铭牌传输到输送带上。
9)输送带带动铭牌运动,经过扫码处的光电传感器处时,发出信号给PLC,控制扫描枪开启。由扫描枪扫描,将扫描出的条形码传输给PLC,由PLC判断所打的条形码是否正确,正确则无动作,错误则电动机停止转动,并报警,由工人检查。
10)扫码后,铭牌经过滑道滑到接料斗中。
11)光电传感器兼有计数器的功能,每计数100后,PLC控制两位三通阀控制气动分度盘启动,转过90°后靠气动分度盘内部机构停止,将空接料斗自动对准输送道。
2 电能表铭牌主要部件设计
2.1 开放式料斗与料斗滑块固定块
根据技术要求,设计能通用的宽度分别为95 mm、54 mm和36 mm。这就要求料斗的宽度可调,并且能按要求固定住,防止因为机器振动导致活动端与铭牌的距离过大、铭牌放置地凌乱,真空吸盘在吸料时发生误差,导致真空吸盘无法准确地放料到输送带上。一次装料的数量一定,随着取料、放料的动作,料斗里的铭牌越来越少,需要吸盘在取料的时候越来越往下运动。气缸动作固定,料斗底板做成活动式,固定在螺旋升降机上,由电动机带动上升,在真空吸盘吸料的位置安装针孔式传感器,传感器感应不到料时,电动机工作,螺旋升降机上升,传感器感应到料时停止,保证长杆气缸的固定动作下能取到铭牌。在料斗底板上安装传感器,在底板上无料时,电动机反向旋转,料斗快速下降,直至触碰到下极限位置的行程限位开关后停止,由工人重新装料。开放式料斗设置2个面为基准面,固定不动,第3个面为活动面,固定在滑块上,滑块安装在滑轨上,可以沿前后方向自由移动,方便3种不同宽度的铭牌使用。为加工方便、节约成本,开放式料斗的几个面都是由不同规格的角铝加工而成[5],既方便加工,又能保证垂直度与平行度。
开放式料斗结构如图3所示,料斗滑块固定板是一个类似于L形的角铝,形状如图4所示。因为加工不方便,且不易保证精度,现拆分为两个部分,由螺钉联接,如图5所示。
2.2 吸盘安装板
吸盘通过吸盘安装板(如图6)固定在长杆气缸的活塞杆上。活塞杆易受连接吸盘与真空发生器的气管的干扰而发生偏转,造成真空吸盘放料不准确而导致机器停止运行。现采用在吸盘安装板上固定两根细长杆,穿过固定在长杆气缸固定座上的直线轴承,与活塞杆呈三角形分布,可以有效防止活塞杆发生偏转。
2.3 输送道
本机器要输送不同宽度的铭牌,以其中一条输送带固定板的内侧面作为基准边,与料斗的基准边对齐[6],保证铭牌在运输过程中有可以参考的基准边;另一条输送带固定在活动板上,跟随活动板活动。活动板通过直线轴承固定在两块固定板上的两根导向杆上,可以始终保证与固定板相平行,给铭牌提供一个平直的输送道,防止因为某处距离过小而卡住。导向杆通过两端的螺纹孔分别与两块固定板上的沉头孔配合并用螺钉紧固,方便且可靠。输送带固定板与导向杆如图7所示。

图3 开放式料斗
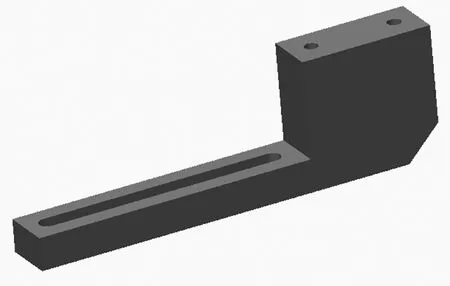
图4 L形角铝模型图
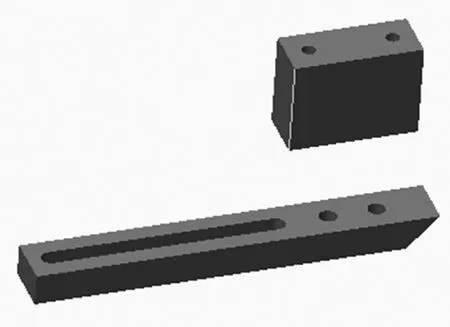
图5 滑块固定块模型图
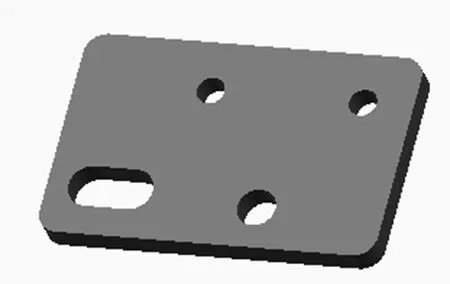
图6 吸盘安装板
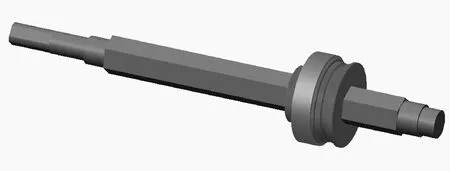
图7 输送带固定板与导向杆
2.4 传动轴与主动滚轮
齿轮电动机的动力通过同步带轮传递给传动轴,传动轴带动固定在传动轴上的主动滚轮来驱使输送带转动。因为输送带被做成分离式,一半被固定在活动板上,这部分的主动滚轮需要既能被传动轴驱动,又能跟随活动板调节宽度,且能可靠地工作。传动轴由六角棒做成,主动滚轮为与之配合使用,用线切割出六角通孔。将主动滚轮的一段固定在轴承中,再将轴承固定在活动板上,主动滚轮就能随活动板自由调节输送道的宽度,主动滚轮与六角棒制成的传动轴可以很好地传递动力。传动轴与主动滚轮如图8所示。

图8 传动轴与主动滚轮
2.5 从动滚轮与张紧轮
输送带要能正常工作,还需要有从动轮与张紧轮。如图9所示,从动轮与主动轮一样,同样做成分离式的,分别固定在输送道两侧的固定板与活动板上。为了安装方便与运行可靠,每个从动轮两端分别固定一个凸缘外圈深沟球轴承。因为在输送道中还要安装3个光电感应器,空间所限,输送道最窄的宽度为36 mm,所以不能使用普通的内六角螺钉,采用平基内六角螺钉固定从动滚轮。
输送带是定制的PU输送带,可能在确定长度时有误差,可能加工安装孔时有偏差,工作时间久了以后输送带变松等原因,需要在输送带上加上张紧装置,现用3对凸缘外圈深沟球轴承相对固定,作为张紧轮使用。中间的张紧轮固定在输送道两边固定板上的腰孔中,便于调节输送带张紧程度,如图10所示。
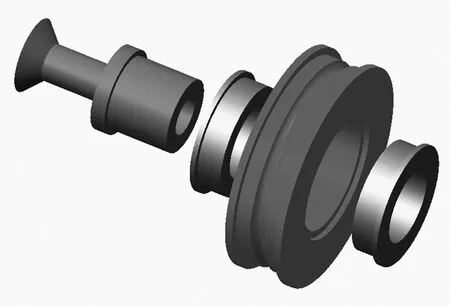
图9 从动滚轮
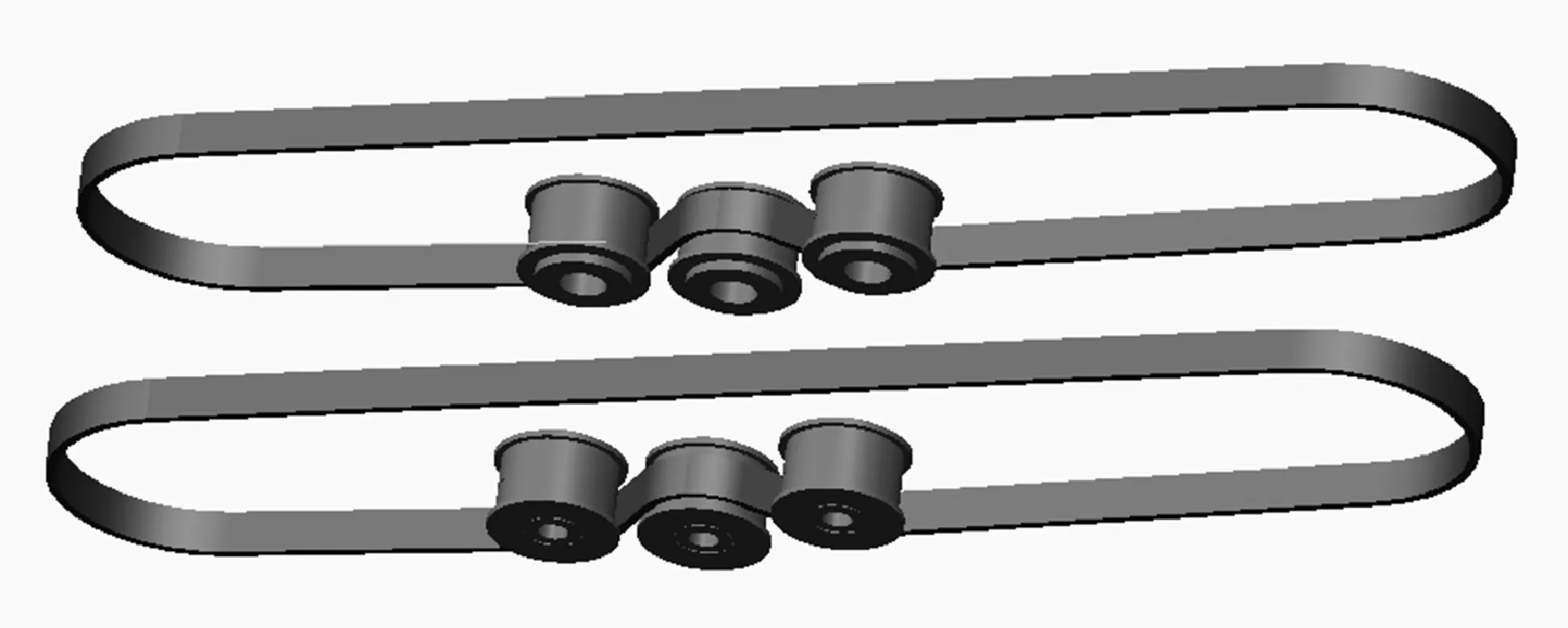
图10 张紧轮与输送带
2.6 底板
本机器大部分的零件,如开放式料斗、齿轮电动机、螺旋升降机、手摇式蜗轮蜗杆升降机、气缸组合、输送道,以及3个传感器与3个按钮开关都是安装在底板上的,且空间有限,整体布局就显得尤为重要。底板结构如图11所示。
2.7 滑道与滑道固定块
滑道是用来将输送带上检测正常的料送至接料斗的装置,因为输送带相对于接料斗位置比较高,所以只靠重力就可以让铭牌经滑道自由地落入接料斗。设计中将两片滑道利用滑道固定块分别固定在气动分度盘的支架上,如图12所示,每次换宽度不同的铭牌时,需要人工手动调节其中一侧滑道以适应不同宽度的铭牌。
因为滑道固定块的奇异形状,如果做成一个零件的话,会比较复杂,不便于加工且成本较高,现将其拆分为两个零件,如图13所示。这样,既方便加工,也方便安装。
2.8 接料斗与分料隔板
作为本机器的最后一个部分,接料斗的工作好坏情况将影响到实际生产中的效率。接料斗是放置在固定于气动分度盘的电木板上。以最宽的铭牌为准做出的接料斗固定在电木板上。现用202不锈钢做成隔板,将一块大小适中的不锈钢板折成90°,焊接在一块比接料斗底板略小的不锈钢板上,做成倒置的T形板(如图14)放置在料斗中,左右剩下的空间足够分别放置中等宽度与窄的铭牌。
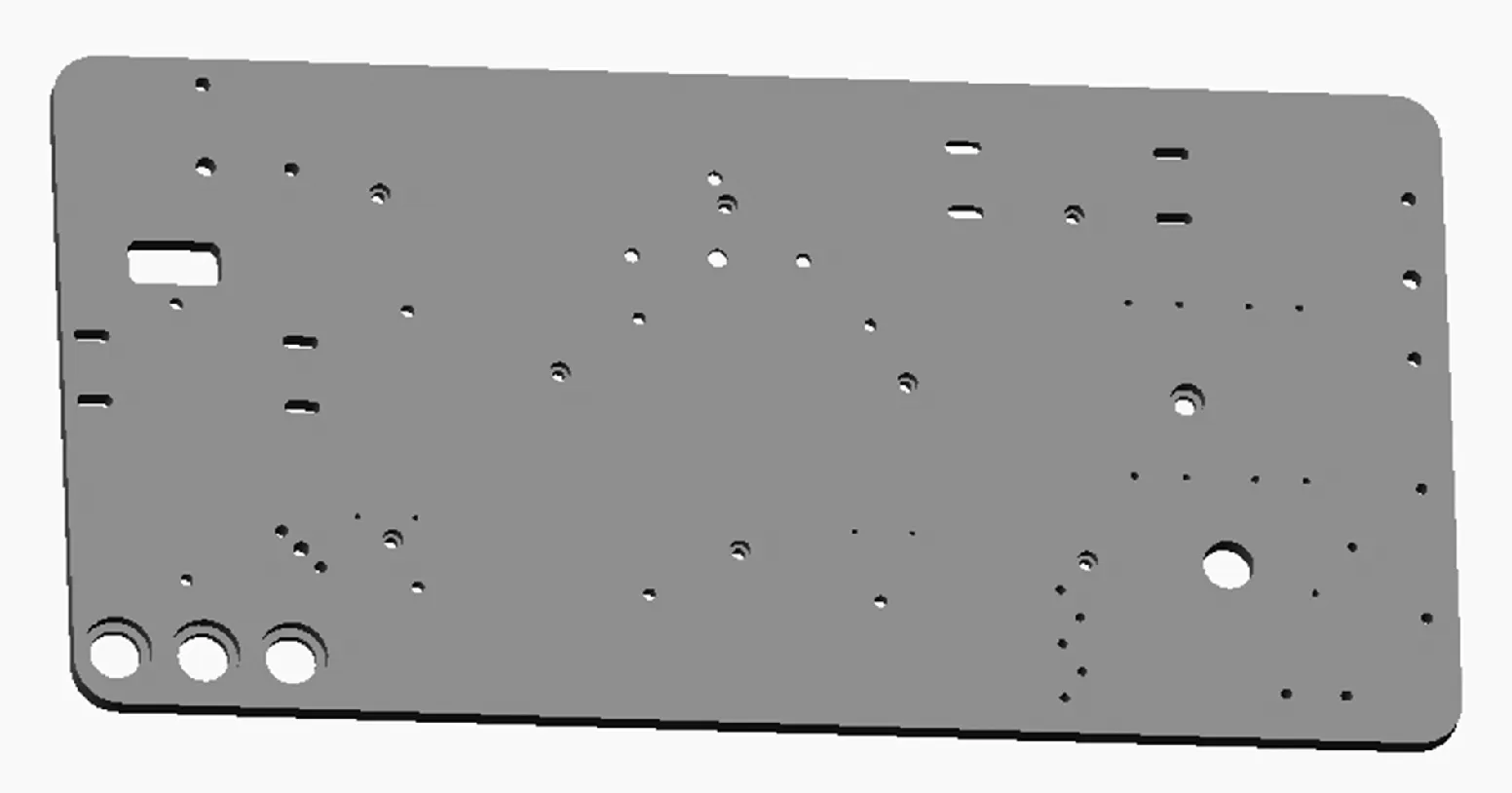
图11 底板

图12 滑道与滑道安装块

图13 滑道安装块的分解
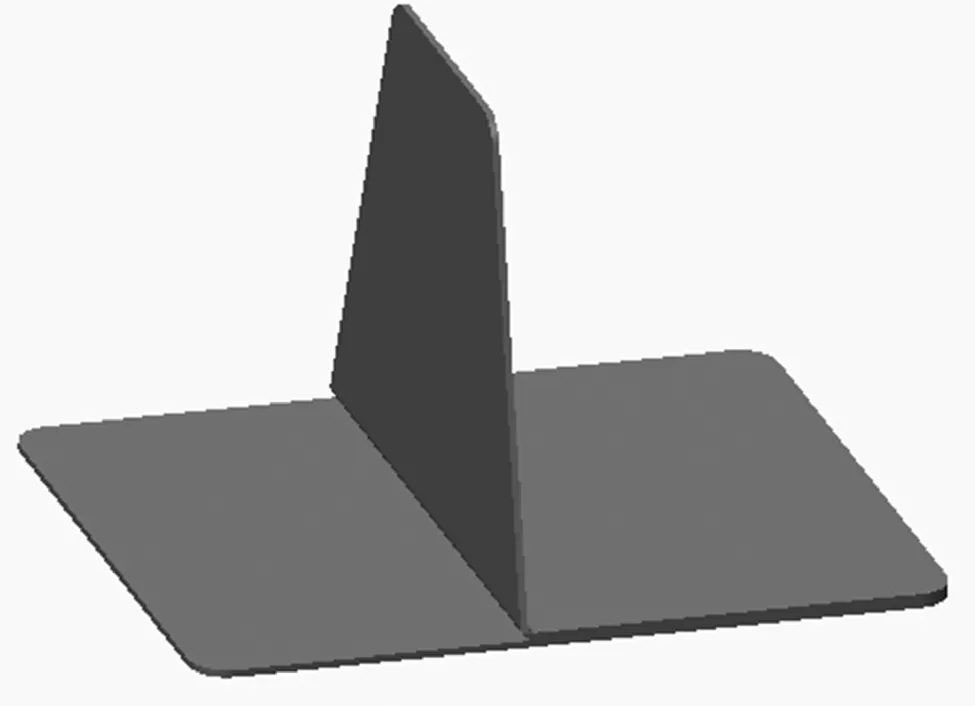
图14 倒T形隔板
当工作对象是窄型的铭牌时,将倒T形不锈钢板的窄的一侧对准输送道;同理,当工作对象是中等宽度的铭牌时,将倒T形不锈钢板的宽的一侧对准输送道;当工作对象是宽型的铭牌时,将倒T形不锈钢板拿掉。后侧板与底板都折出一定倾角,使接到的铭牌不易甩出。接料斗底部开个缺口,方便将接好的铭牌取出。接料斗结构示意图如图15所示。

图15 接料斗结构示意图
2.9 机械系统模型图与现场样机
同步带、传动轴和输送带配合使用,输送铭牌的输送道宽度可调,适合多种不同的铭牌。储料部分与输料部分做成分离式,各自调节、互不干扰,接料斗与隔板的配合使用,可以方便收取宽度不同的铭牌。三维模型如图16所示,实物照片如图17所示。
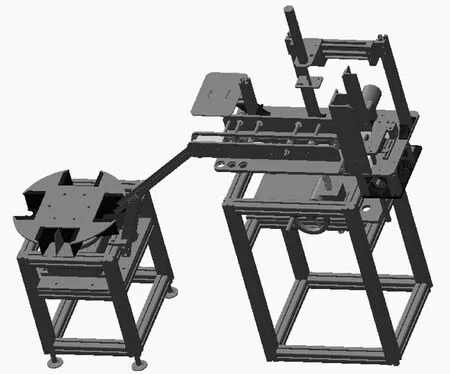
图16 三维模型图
3 结 语
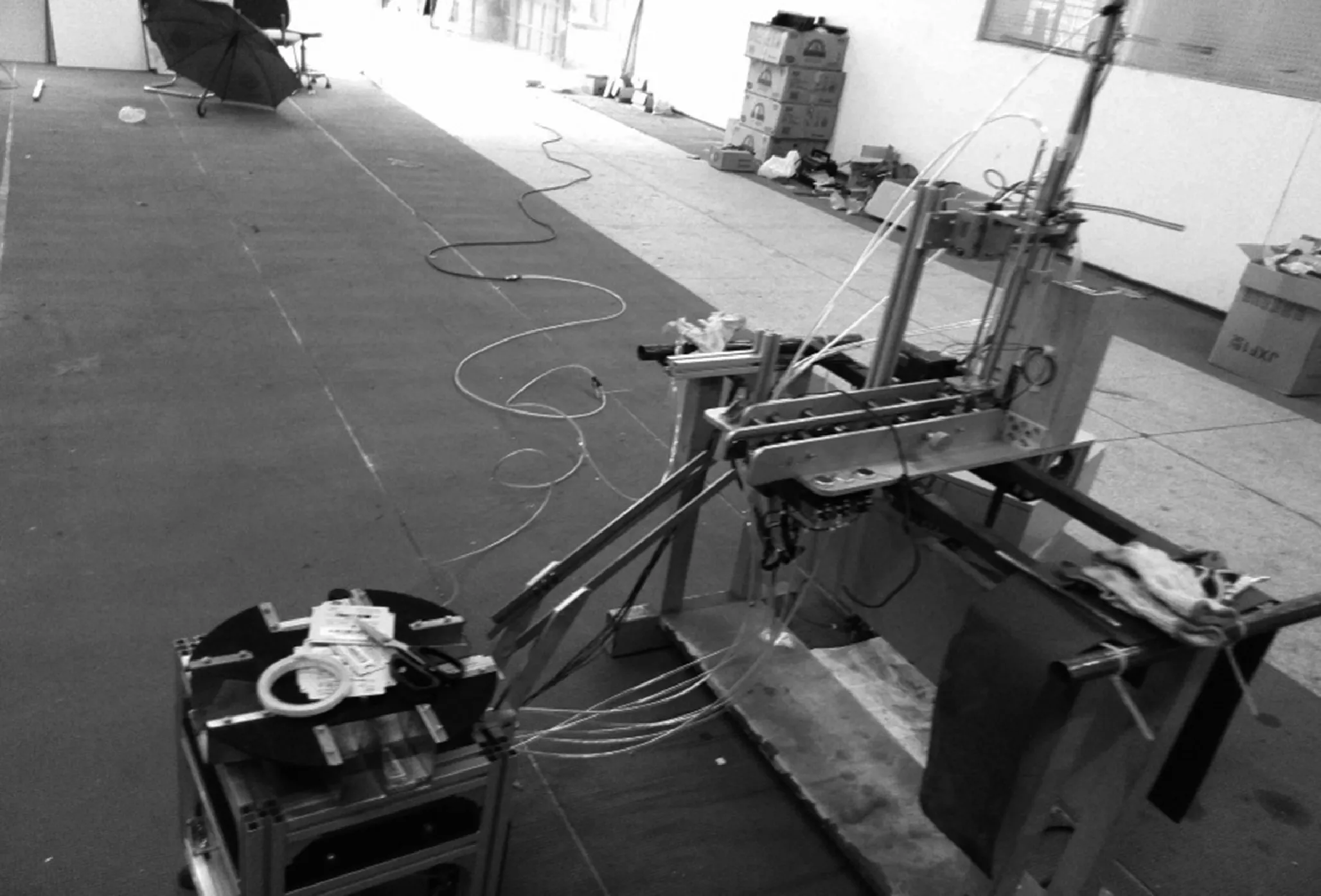
图17 实物照片
设计开发了一种新型的电能表铭牌自动上料机,实现了铭牌打码上下料生产的自动化。完成了升降机、气缸、真空吸盘和输送带等机械机构的设计计算以及控制系统设计,实物样机现场试验表明电能表铭牌自动上料机能准确方便地上下料,工作效率高,并且可以适应多种不同规格的铭牌的工况,实现“一机多用”的目的。设计中需要用到同步带传动、链传动、蜗轮蜗杆传动、滚珠丝杆传动和气动等多种传动方式,在设计时需要从理论上确定需要何种传动方式,再结合实际情况进行整合修改,使之达到使用要求。设计中机器主体结构由4040铝型材及其配件搭建而成。市面上有大量的该型铝材及其配件销售,成本低、组装方便、可靠性高且容易调整。按照本设计所提出的方法与解决思路,生产出来的机器经过试验,可以达到预期的要求,能有效地节约人力成本。
猜你喜欢
橡塑技术与装备(2021年24期)2021-12-30 07:07:16
橡塑技术与装备(2021年12期)2021-06-24 09:30:34
爆炸与冲击(2021年3期)2021-03-22 07:19:58
兵器装备工程学报(2021年1期)2021-02-23 09:26:00
橡塑技术与装备(2021年1期)2021-01-05 04:00:56
河北省科学院学报(2020年4期)2020-03-19 02:02:38
中国特种设备安全(2019年7期)2019-09-10 07:30:38
电脑报(2019年13期)2019-09-10 00:46:46
东坡赤壁诗词(2019年3期)2019-07-05 06:55:54
电测与仪表(2015年8期)2015-04-09 11:50:28
