石墨烯纤维的纺纱工艺实践
2020-11-11 03:50:00姜亚飞
山东纺织经济 2020年8期
姜亚飞
(江苏悦达纺织集团有限公司,江苏 盐城 224055)
近年来,石墨烯在纺织领域的应用日益广泛,石墨烯制备高性能纺织纤维及进行纺织品功能整理也逐渐成为行业研究热点。但由于石墨烯成本较高,目前炒作的概率较多,而产业化应用较少,制约了石墨烯在纺织领域的应用进程。随着科学技术的进步,石墨烯成本大幅下降且在导电、防辐射、防紫外线、抗菌、特殊防护和智能应用方面的特点,石墨烯纤维将在面料、服装、家纺、针织等纺织品领域应用前景广阔。
1 原料选择
石墨烯纤维作为一种新型纤维,具有抗菌、抗螨虫、抗热、抗切割、抗静电,抗紫外线、远红外发热和传导清凉等特殊功能,所生产的面料具有优异的抗菌抑菌、防螨、低温远红外、促进微循环、防紫外等功能,并且没有细胞毒性。石墨烯纤维在纱线中的比例含量对发挥面料的功能特性至关重要,经过试验验证,只有当石墨烯纤维比例超过50%其面料功能才能得到有效发挥;但考虑成本因素,主要研究临界情况下石墨烯涤纶与粘胶纤维按50/50混比进行混纺,纺制成40S的紧密赛络纺针织纱,使用的石墨烯纤维性能指标如表1所示。
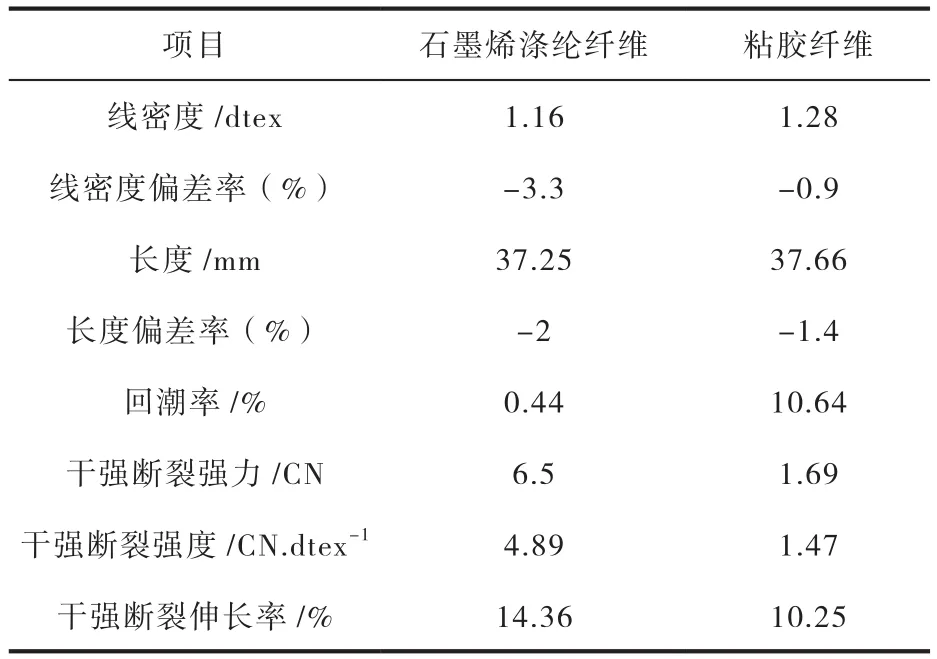
表1 石墨烯纤维性能指标
2 纺纱工艺流程
石墨烯涤纶纤维纺纱工艺流程:A002D型抓棉机→A035B型混开棉机→FA106型豪猪开棉机→FA046振动箱给棉机→FA141A型单打手成卷机→A186F梳棉机;
粘胶纤维纺纱工艺流程:A002D型抓棉机→A035B型混开棉机→FA106型豪猪开棉机→FA046振动箱给棉机→FA141A型单打手成卷机→A186F梳棉机;
石墨烯/粘胶纺纱工艺流程:JWF1310并条机(石墨烯生条+粘胶生条三道)→JWF1415粗纱机→DTM129细纱机→NO.21C自动络筒机。
由于石墨烯涤纶与粘胶两种纤维在并条进行混合,其清花、梳棉工序均单独生产。因最终所纺制的成纱为赛络纺纱,对熟条以及粗纱重量不匀率要求都比较高,所以在两种纤维混并过程中多增加一道并条,有利于两种纤维的充分混合。
3 纺纱工艺设计
3.1 开清棉工艺
石墨烯涤纶和粘胶均属于化学纤维,长度一致性相对较好,几乎无短绒、无棉结和杂质,所以清花工序生产中主要是对纤维进行开松、混合,对其纤维的打击力度要求较小,开清棉工序采用 “多梳轻打,少落少损”的工艺原则。A002D抓棉斗侧面开补风孔,可以增大补风量和提高吸棉效率,使抓取的棉块快速脱离刀片,减少由于滞留吸棉斗内导致重复打击而产生索丝和棉结。A035B平行打手的 U型刀片改“子弹头”圆柱钉并增加圆柱钉的密度,以梳代打,可减少索丝和纤维损失。FA141A打手速度设定为760r/min,特制尘笼网孔板,网孔左右1/3为Ф3.2,中间1/3为Ф4,增大尘笼中间的吸风量,改善棉卷两边厚中间薄的现象,提高棉卷的横向均匀度。
3.2 梳棉工艺
石墨烯涤纶与粘胶纤维分别单独进行梳棉工艺,采用MCH45型纺化纤盖板针布,减少盖板充塞,防止两种混合纤维成束梳理不开,提高梳理质量。加大锡林与刺辊的速比,由1.9增大为2.3,可减少纤维损伤、提高刺辊上纤维向锡林的转移率。石墨烯涤纶梳棉采用的工艺为刺辊速度720r/min,锡林速度320r/min,道夫速度45r/min,给棉板与刺辊19'',除尘刀与刺辊15'',锡林与刺辊7'',锡林与盖板8*7*7*7*8'',锡林与道夫5'',除尘刀高度+3mm,除尘刀角度90°,生条干定量20g/5m。粘胶纤维梳棉采用的工艺为刺辊速度560r/min,锡林速度290r/min,道夫速度40m/min,给棉板与刺辊19'',除尘刀与刺辊15'',锡林与刺辊7'',锡林与盖板7*6*6*6*7'',锡林与道夫5'',除尘刀高度+3mm,除尘刀角度90°,生条干定量20g/5m。
3.3 并条工艺
石墨烯涤纶与粘胶纤维的配比在并条工序完成,要求两种纤维的生条重量内不匀要好;同时两种纤维的伸直度对成纱质量影响也比较大,所以控制并条的后区牵伸倍数至关重要。两道并条罗拉加压均为120N*320N*350N*320 N。工艺上机后,熟条的重量不匀率为0.5%,条干CV值为1.7%。并条工序的主要工艺如表2所示。
3.4 粗纱工艺
细纱生产品种为紧密赛络纺40支纱,所以设计的粗纱干定量不宜过大为3.5g/10m,总牵伸倍数为8.92倍,后区牵伸倍数1.25倍,锭翼速度为950r/min,高捻度能提高粗纱的强度,有效减小粗纱引纱时的意外伸长,改善细纱的阴影细节和毛羽,同时还能减少粗纱断头,在保证细纱不吐粗情况下偏大掌握。为了保证纺纱通道顺畅,防缠防堵,安排每个班定时擦拭锭翼空心臂,减少粗纱卷绕断头。总之,粗纱工序采用“低速度,重加压,高倍牵伸,大钳口隔距,大后区牵伸”的工艺原则,粗纱质量得到保证。
3.5 细纱工艺
为了减少毛羽提高面料光洁度以及提高纱线强力,选用紧密赛络纺纱形式。同时为了提高纤维的伸直度,采用后牵伸较小的集中牵伸。
在生产过程中有效控制纤维的运动,并且使握持力与牵伸力相适应,使用“大牵伸,大隔距,重加压,低速度”的牵伸工艺原则,以保证纱线条干质量稳定。罗拉隔距为18*38mm,钳口隔距2.75mm,总牵伸51.9倍,细纱干定量1.417g/100m;由于牵伸倍数较大,应将更多的牵伸分配在前区,后区牵伸为1.16倍,捻系数335,前罗拉速度200r/min,锭速13728r/min。
3.6 络筒工艺
紧密纺纱在络筒工序的毛羽增长要大于环锭纺纱,所以络筒工序为了减少毛羽的大幅增长,络筒采取“低速度、保品质、接头好、成形良”的工艺原则。络筒速度选用1000m/min,电清工艺参数 N180%,S120% 、1.2cm,L为 32%、30cm,T为 -20%、28cm,CP12%,CM-12%,CCP23%,CCM18%。通过以上工艺优化,能够有效减少赛络纺纱中的长细节纱,提高面料品种。
4 结束语
利用石墨烯涤纶纤维与粘胶纤维混纺的紧密赛络纺纱,达到客户对条干、毛羽、强力的质量要求。由于石墨烯涤纶和粘胶纤维为化学纤维,所以在清花工序采用“多松少打,少落防断”工艺,并条宜采用“大隔距、重加压”工艺,同时并条工序易产生静电,在生产过程中需对并条皮辊进行抗静电处理;细纱生产过程中应注意细节的控制。
猜你喜欢
棉纺织技术(2023年12期)2023-02-25 18:23:40
毛纺科技(2022年11期)2022-12-05 07:59:38
棉纺织技术(2022年8期)2022-11-21 23:08:16
纺织科学与工程学报(2022年2期)2022-04-27 11:52:20
棉纺织技术(2021年12期)2021-12-20 12:57:04
纺织科学研究(2021年6期)2021-07-15 08:41:42
纺织学报(2020年7期)2021-01-05 03:44:00
纺织科学与工程学报(2020年1期)2020-06-12 09:14:42
纺织报告(2018年12期)2018-03-31 16:57:10
纺织科学与工程学报(2016年1期)2016-05-10 08:47:36