TI蜗杆数控车削CAM软件开发*
2020-11-05 10:56:20张建良
机械工程与自动化 2020年5期
张建良,张 虎,丁 爽
(1.江阴市华方新能源高科设备有限公司,江苏 江阴 204404;2.南京工大数控科技有限公司,江苏 南京 211800;3.扬州大学 机械工程学院,江苏 扬州 225127)
0 引言
TI蜗杆传动副指渐开线斜齿轮包络环面蜗杆与渐开线斜齿轮配合的传动副,具有多齿对同时接触、承载能力大、润滑状态好等特点[1]。TI蜗杆传动广泛应用于工程机械、太阳能发电追光装置中。但TI蜗杆轴截面齿形并不是规则的曲线,实现TI蜗杆的数控编程加工困难,需要开发专用的CAM软件以便企业生产制造。王丽等[2]进行了TI蜗杆传动的参数化建模,淮妮等[3]基于Pro/E软件实现了蜗杆的参数化设计,在此基础上可对蜗杆进行加工轨迹规划。朱景梓等[4]很早提出了TI蜗杆的铣削加工方法,但铣削加工效率较低,无法满足大批量生产要求。孙月海等[5]针对硬齿面齿轮提出了精确磨削单包络TI蜗杆的方法。Chen等[6]提出了TI蜗杆精密车削方法。本文针对TI蜗杆的精密数控车削流程,设计了文件管理、工件参数、刀具参数、工艺参数、机床参数等模块,开发了TI蜗杆数控车削CAM软件。输入工件参数后,能够实现TI蜗杆数控车削程序自动化输出,极大地提高了企业车削不同规格TI蜗杆的效率。
1 CAM软件设计
1.1 软件架构
TI蜗杆CAM软件包括文件管理模块、工件参数模块、刀具参数模块、工艺参数模块以及机床参数模块,基本架构如图1所示。文件管理模块具有项目载入、项目保存以及保存路径设置功能;工件参数模块主要提供工件参数输入、蜗杆齿面计算、齿轮啮合状态图示以及蜗杆齿面图示功能,可以让用户直观地观察蜗杆的几何特征,辅助分析蜗杆参数是否恰当;机床参数模块可以让用户根据实际情况选择车床结构配置和数控系统,从而在程序输出模块能够输出与实际机床相匹配的车削程序;刀具参数模块提供了刀具参数输入、添加以及删除刀具和刀具几何显示功能;工艺参数模块具有主程序输出、粗车参数确定、蜗杆齿面重构、半精车参数确定、精车参数确定以及子程序输出功能。
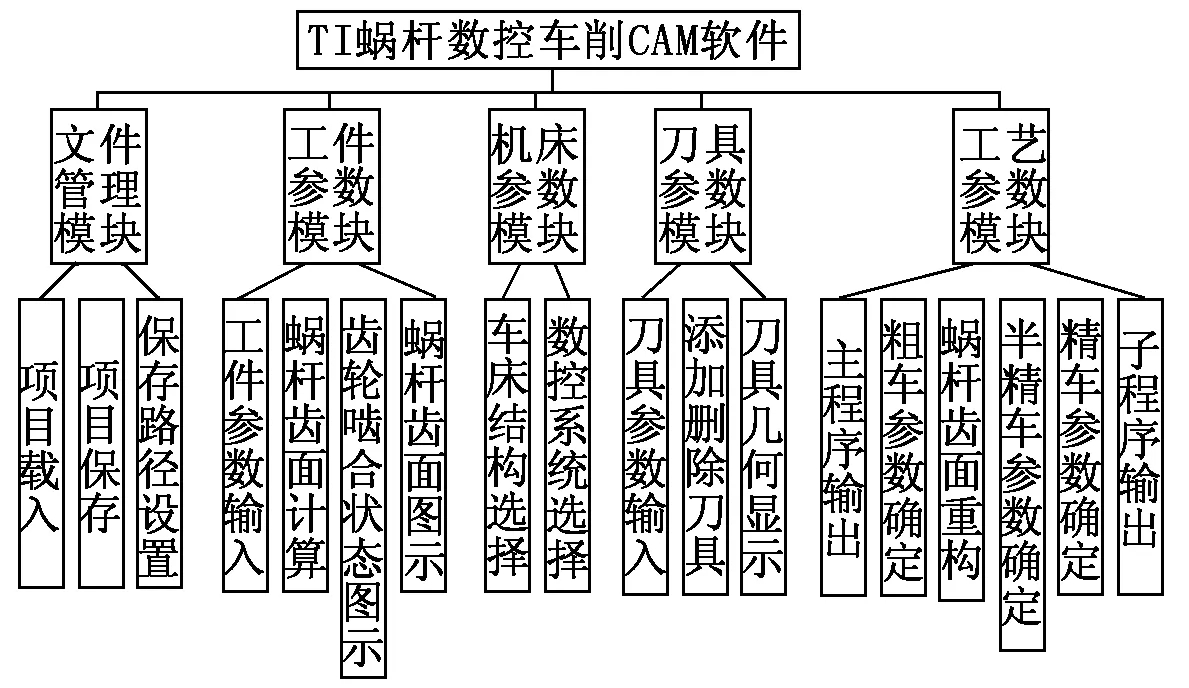
图1 TI蜗杆数控车削CAM软件架构
1.2 图形用户界面
为了使工程师和操作人员能够有效、方便地使用所开发的CAM软件,针对每个功能模块设计了图形用户界面。图2为文件管理界面,用户针对某一型号的TI蜗杆进行参数输入、程序输出后,可对项目文件进行保存,打开项目文件后各工件参数、机床参数、刀具参数以及工艺参数能够自动填充,无需用户再次输入界面,方便用户重复利用数据。
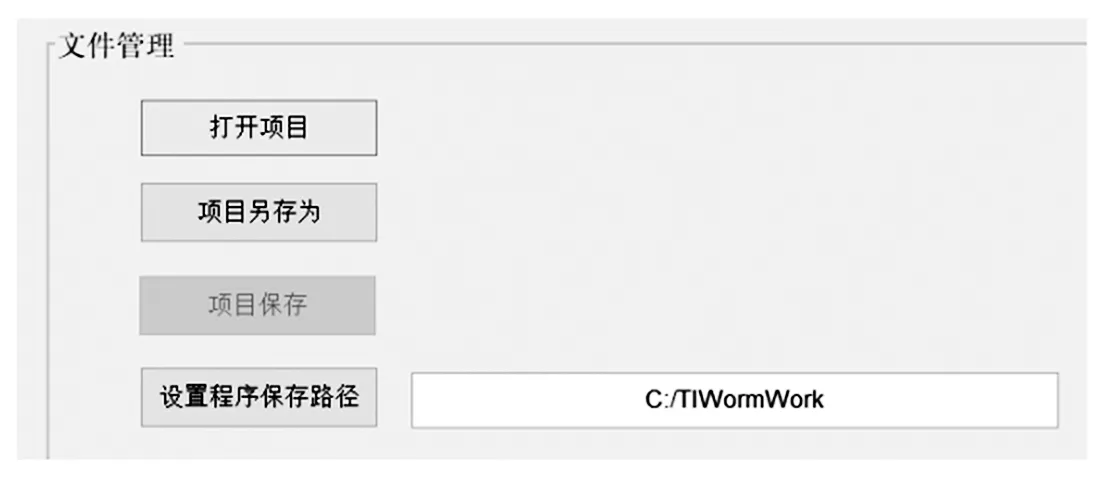
图2 文件管理界面
图3为工件参数输入及蜗杆齿面计算界面,界面左侧由用户输入工件名称、蜗杆模数、蜗杆头数、齿轮齿数、中心距、压力角等基本参数,依次点击界面右侧保存参数、绘制齿轮廓形、螺旋角分析、啮合计算等功能按钮,即可实现对应的功能,建立TI蜗杆齿面数字模型。利用齿轮啮合状态图和蜗杆曲面图功能按钮,用户可直观地观察蜗杆齿面数字模型。利用蜗杆毛坯功能按钮可输出.sor格式的毛坯三维模型,供仿真切削验证用。
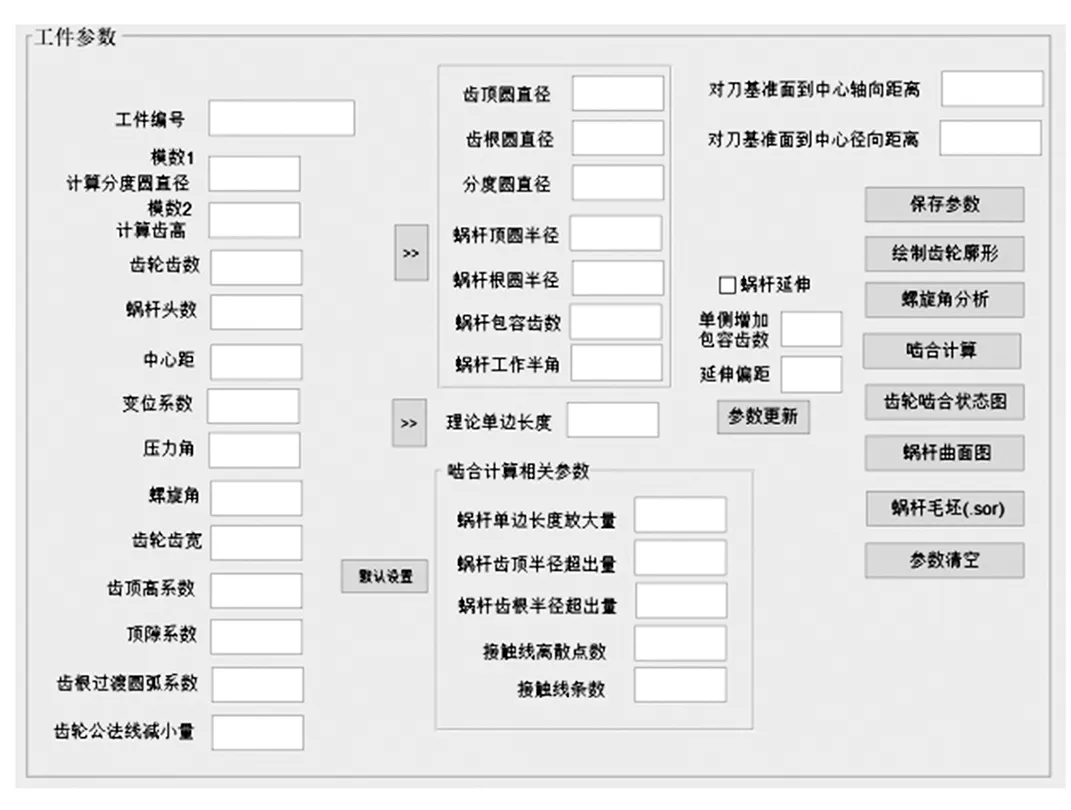
图3 工件参数输入及蜗杆齿面计算界面
图4为机床参数界面,供用户选择车床结构配置及相应的数控系统。

图4 机床参数界面
图5为刀具参数界面,用户可输入刀号、刀头宽度以及刀尖圆弧半径等刀具参数,并对刀具进行添加和删除操作,在粗车、半精车及精车工序中调用刀号即可载入刀具数据。

图5 刀具参数界面
图6为粗车工序界面,可以选择粗车刀具,定义TI蜗杆单侧齿槽数、粗车余量、径向加工层数、粗加工程序名等参数,对粗车轨迹进行计算,并提供可视化粗车轨迹功能,辅助检验粗车轨迹,最后是粗车程序的输出功能。

图6 粗车工序界面 图7 半精/精车工序界面 图8 某型号TI蜗杆基本参数输入和计算结果
图7为半精/精车工序界面,左侧界面参数提供重建蜗杆齿面功能,为精加工提供精确模型,右侧界面分别对应半精加工和精加工的刀具选择、加工层数确定、离散点数确定、加工余量及程序名等数据接口,并提供对应的程序输出功能。
2 验证案例及实验
基于开发的CAM软件工具,可以根据TI蜗杆图纸输入相应的工件参数、刀具参数、机床参数以及工艺参数,使用功能按钮进行对应操作,实现TI蜗杆的数字化建模和粗车、半精车以及精加工程序的自动化输出。
以某型号TI蜗杆为例,其基本参数输入和计算结果如图8所示。粗车、半精车和精车刀具均采用刀头宽度为3 mm、刀尖圆弧半径为0.4 mm的切槽刀;粗加工余量为0.4 mm,加工层数为20层;半精加工余量为0.2 mm,加工层数为50层,离散点数100个;精加工余量为0,加工层数为300层,离散点数200个。将输出的程序导入到刀架后置并配备Fanuc-Oi数控系统的数控车床进行TI蜗杆的数控车削加工,结果如图9所示。车削的TI蜗杆表面光洁、质量高,所开发的专用CAM软件已应用于企业TI蜗杆的批量加工中。
3 结束语
针对TI蜗杆数控车削编程难的现状,本文开发了专用的TI蜗杆数控车削CAM软件,将TI蜗杆的数控编程过程集成到CAM软件中,减少了企业用户的编程时间,提高了加工效率。设计了文件管理模块、工件参数模块、机床参数模块、刀具参数模块以及工艺参数模块。针对每个模块设计了图形用户界面,用户只需输入相关参数,即可实现TI蜗杆数控车削程序的自动生成,导入数控车床加工,采用实验的方式验证了所开发软件的有效性。
猜你喜欢
锻造与冲压(2023年3期)2023-02-28 04:36:56
机械工程与自动化(2022年4期)2022-08-23 02:56:28
上海涂料(2021年5期)2022-01-15 06:09:26
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15 11:13:32
陕西理工大学学报(自然科学版)(2020年6期)2021-01-15 11:13:32
设备管理与维修(2020年20期)2020-11-17 12:56:54
名城绘(2019年3期)2019-10-21 10:21:57
经济技术协作信息(2018年20期)2019-01-19 02:56:42
科技资讯(2018年3期)2018-06-06 05:28:36
制造技术与机床(2017年8期)2017-11-27 02:10:00