
基于动作分析的女西服绱袖与绱领工序的工时研究
2020-11-05 01:39黄紫薇盛益江尹加园郭耀元
纺织报告 2020年6期
黄紫薇,盛益江,尹加园,郭耀元
(湖北理工学院 艺术学院,湖北 黄石 435003)
标准作业时间指在规定技术条件下,完成某一工序所需要的时间[1]。生产过程中,作业人员的动作分为上肢动作与身体其他部位动作[2],在制定标准工时的过程中,对工作人员的动作分析必不可少。动作分析是将某次作业的动作分解为最小的动作单元,以对作业进行定性分析,省去不合理和浪费的动作,制定安全、正确、高效率的动作序列,形成合理、经济的操作方法,使作业标准化[3]。
在工作场所布置合理、工具及设备高效运转的环境下,以动作经济原则为前提,利用秒表测定法与摄像测定法,对作业人员从身体使用方面进行观测,有利于制定标准工时。标准工时是编排服装流水线、提高劳动效率的重要技术支撑。
对湖北省黄石市美岛服装有限公司进行了为期1个月的实地调查与人员访谈,发现美岛女装公司近年来都处于亏损状态,主要原因在于工人效率的提升达不到与工资上涨所匹配的效益期望。鉴于这种情况,提高美岛企业流水线的生产效率迫在眉睫。
1 概况
1.1 流水线生产概况
美岛服饰是一家中日合资企业,缝制车间的工艺流程为:缝制→熨烫→检验→手缝作业→检验→PDS终检(由日方工作人员参与并控制的检验车间),PDS检验合格后方可包装入库。
本研究的女西服总批量为358件,批量裁剪工序耗时1天,流水线机缝生产时间为6天,由三班9名缝制工人及1名验收工人组成,手缝工序在机缝开始到机缝完成2天完工。该批次的每一件女西服都分为九大工序,每个工位的作业人员各司其职。过手缝车间是在机缝与手缝工序之间的准备车间,缝制车间在20日内完成任务,手缝作业在后续两个工作日内完成。车间的进度及日产量由生产管理部门进行实时记录及反馈。
1.2 实验方案及步骤
在女西服的缝制过程中,有做荷包、绱袖里子、表缝收省、做袖子、肩摆、绱袖、前片、绱领以及做挂扁这些工序。在这些工序当中,绱领与绱袖工序不仅涉及内外层面料的缝制与衔接、衣身与袖笼吃量的把握,还需要熨烫工人合理控制里外匀。两道工序不仅复杂,而且对女西服的外观及品质的好坏有直接影响。因此,本研究中的女西服瓶颈工序就设为绱袖与绱领工序。
实验方案中,涉及绱袖与绱领工艺中各工序的工时测定是在美岛女西服流水线上通过视频拍摄的方式获得的第一手资料。参考视频是在优酷网站上寻找的。参考视频中,各工序的步骤与美岛企业的女西服生产工艺相吻合,而且符合女西服生产的一般工序流程,因此该视频能够作为优化工时的参考。实验方案如图1所示。

图1 实验方案及步骤流程
2 实验结果分析
2.1 绱袖工序的优化方案
2.1.1 绱袖工序的动作分析
对美岛女西服流水线与优酷网站上女西服绱袖视频进行比较分析,得到女西服绱袖的动作如下:
(1)左手拿衣片放置在缝纫机台上,右手拿两片袖片,一版放置在手上,一版放置在缝纫台上。
(2)右手将袖片塞进衣片,两只手比对好袖片与衣片的位置,放置在压脚下。
(3)调整双手位置,起针回车,缝份0.3 cm。
(4)双手调整布片,拉直衣片,开始缝纫。
(5)缝制过程中,左手拉直袖片,右手抚平袖片的吃量,确保袖片的长度与衣片保持一致[工序(5)包含在工序(4)内,同步进行但不停顿]。
(6)右手按下回车片,回车0.2 cm。
(7)右手拿起纱剪,断线。
(8)右手拿起腿上的另一片袖片,将袖片塞进衣片里,两只手比对好袖片与衣片的位置,放置在压脚下。
(9)重复(3)——(7)工序,缝制另一边袖子。
(10)完成之后,翻转衣片,检查袖子的整体外观,再将袖片翻转回去。
(11)拿起缝纫机台上的垫肩,比对好垫肩中点与袖山顶点的位置,将起点对应的位置放置在压脚下。
(12)起针回车,缝制0.1 cm。
(13)开始缝制,双手调整衣片与垫肩的位置。
(14)回车缝制0.1 cm。
(15)拿起纱剪,断线。
(16)重复(11)——(15)工序,缝制另一边袖子。
(17)拿起剪刀,剪去两边袖片与垫肩多出的毛边。
(18)缝制结束,将衣片放置在下一道工序的位置。
2.1.2 绱袖各工序的工时比较及优化
为了尽可能减少误差,在作业顺畅的情况下,实测9名工人在缝制作业中3次绱袖工序需要的工时,一共得到27次绱领工艺的工时,求取均值,得到绱袖工序的平均加工时间为213.5 s。对视频中的工序按照动作分析进行划分,得到18个不可分工序的工时(表1),实测工时明显高于参考工时,因此美岛企业的女西服绱袖工艺在作业时间上存在较大的优化空间。
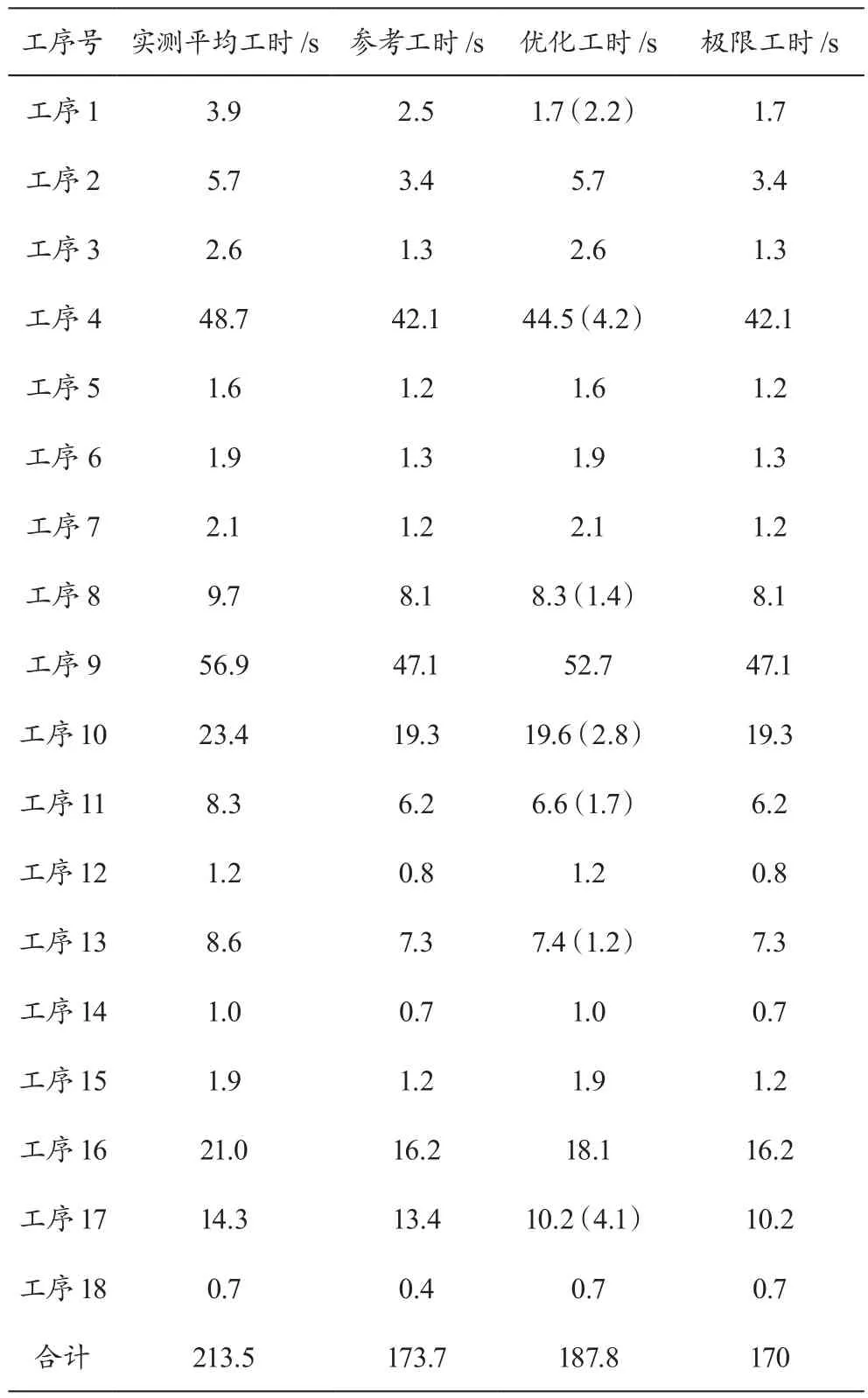
表1 4种情况下各个工序的工时统计
通过实验数据与参考数据的对比,可以发现4个无效动作。
(1)检查绱袖情况的工序里,两只手的动作不协调,出现检查了一边又反过来再检查一边的情况,一只手的动作属于无效动作。
(2)拿取垫肩时,手指比划找中点属于无效动作。
(3)剪去衣片与垫肩多出的毛边时,操作不精准,存在无效动作。
(4)缝制过程中,整理衣片时停顿缝制的动作属于无效动作。
无效动作导致的工时浪费有:工序(1)中的工时浪费为2.2 s,工序(4)中的工时浪费为4.2 s,工序(8)中的工时浪费为1.4 s,工序(10)中的工时浪费为2.8 s,工序(11)中的工时浪费为1.7 s,工序(13)中的工时浪费为1.2 s,工序(17)中的工时浪费为4.1 s。
根据动作经济原则,对绱袖工序进行优化设计。
(1)拿取衣片与袖片的时候,右手拿取两片袖片,一片放置在与衣片相对应的位置,而另一片应该放置在缝纫机台上离右手位置相近的位置,以防袖片掉落以及方便拿取。
(2)绱袖的两片完成之后检查的部分,应两只手一起协调作用。两只手分别撑起两只袖窿,观察绱袖的整体是否美观以及查看有无线头。
(3)垫肩放置在绱袖工序之前,应从之前的工序中找出中点并做上标记,以便在绱袖工序中直接缝制。
(4)在剪去多出的毛边步骤中,布片的毛边应在之前的工序中做到这一点。到了绱袖工序,只需要剪去垫肩多出的毛边。
(5)在缝制过程中,拉伸布片的动作过多,存在工时浪费。因此,在缝制的时候,由左手拉伸布片,右手捋平袖片。同步进行,不产生停顿。
除了消除无效动作并优化,根据动作经济原则以及沙布里克分析法,可以得到一个极限工时的数据。理想状态为设备配置全在合理摆放位置以及最新、最优的运作状态,员工操作十分熟练并且处于最优工作状态,所有的辅助工具与操作人员的距离为一个合理值,员工操作流程不存在无效动作以及无效车针运作时间。改进方案所得工时与极限工时如表1所示。
实验拍摄27次绱袖视频,平均所用工时为213.5 s(为避免极端数据对平均工时的影响,去掉最高值与最低值)。经过优化之后的工时定额为187.8 s,经过优化之后提升的效率为12.03%。
2.2 绱领工序的优化方案
2.2.1 绱领工序的动作分析
对美岛女西服流水线实地拍摄绱领视频及优酷网站上的女西服绱领视频进行比较分析,得到女西服绱领的动作如下:
(1)左手取衣片,右手接住衣片并翻转衣片在缝纫机上放平,两只手将裁片推到压脚下面,将起缝位置对准针尖。
(2)右手拿领片,翻转开来,将两片的面对好。
(3)起针回车,做缝0.4 cm。
(4)开始缝纫,两只手缝纫时调整衣片位置。
(5)修领内角,将衣片与领片的位置对好[缝制一侧时,(4)(5)两道工序需进行两次。]
(6)调整衣片位置,将领片展开与衣片对齐。
(7)剪去尺寸标牌。
(8)起针回车,做缝0.2 cm。
(9)翻转衣片,缝制另一侧,重复(1)——(8)工序。
(10)检查缝制好的领面,放到下道工序位置。
2.2.2 绱领各工序的工时比较及优化
实测27次绱领工艺的总工时,求取均值,得到绱领工序的平均加工时间为191.8 s。对视频中的工序按照动作分析进行划分,得到18个不可分工序的工时(表2),实测平均工时明显高于参考工时,美岛服饰企业的女西服绱领工艺在作业时间上存在较大的改进空间。
实测绱领工序中出现的无效动作有4个。
(1)取衣片过程需要翻转衣片。
(2)修领内角的动作幅度过大,手与辅助工具的距离过大。
(3)整理衣片的动作过于频繁,从而浪费了大量时间。
(4)将衣片与领片重叠的过程中有着时间浪费。
绱领工序的工时浪费有:工序(1)中翻转衣片的工时浪费为1.5 s;工序(2)中拿取领片的工时浪费为0.4 s,比对衣片与领片位置的工时浪费为0.9 s;工序(4)中整理衣片的工时浪费为3.2 s;工序(5)中修领内角的工时浪费为0.3 s;工序(7)中单独进行工序的工时浪费为2.3 s。
针对上述4个无效动作,绱领工序的优化方案为:
(1)衣片的翻转应该在上一道工序进行,以使绱领作业人员更加方便地进行缝制。
(2)衣片与领片的放置位置应该离作业人员距离更近,避免动作幅度过大,导致衣片不慎掉落的现象。
(3)比对衣片与领片的位置时,应先把衣片放置在缝纫机压脚下压好,再拿领片比对,避免衣片放置时由手部动作导致衣片位置偏移所引发的失误。
(4)缝纫过程中,整理衣片不应过于频繁。在衣片缝制线迹顺直的地方,拉直衣片,不需要再整理衣片。
(5)修领内角时,辅助工具应放置在距离手近的地方,方便拿取。
(6)剪去尺寸标牌的工序可以同修领内角的工序一起进行,避免二次拿取辅助工具进行操作。
以参考工时为依据优化后的各工序工时明显缩短。另外,根据动作经济原则以及沙布里克分析法可以得到一个极限工时。理想状态为设备配置全在合理摆放位置以及最新、最优的运作状态,员工操作十分熟练并且处于最优工作状态,所有的辅助工具与作业人员的距离为一个合理值,员工操作流程不存在无效动作以及无效车针运作时间。改进方案所得工时与极限理论改进工时如表2所示。
通过分析无效动作,绱领工序得到优化,优化后的效率计算:实验拍摄27次绱领作业视频,平均所用工时191.8 s(为避免极端数据对平均工时的影响,去掉最高值与最低值)。经过优化之后的工时定额为167.6 s。经过优化之后,作业效率提高了12.61%。

表2 绱领的标准工时参考与实验数据对比
3 结语
通过对服装企业的实地调查以及录像分析,找出了女西服缝制中绱领与绱袖工序的不足之处:作业人员动作不规范、场地配置及设施摆放存在问题。对女西服的绱袖与绱领工序进行了动作分析,找出其中的无效动作以及能改善的动作,并得到了可以提高绱袖与绱领工序生产效率的优化方案。绱袖工序效率提升了12.03%,绱领工序效率提升了12.61%,为美岛服饰企业的生产效率提升提供了一定的参考价值。
猜你喜欢
毛纺科技(2022年5期)2022-06-01
辽宁丝绸(2022年1期)2022-03-29
军民两用技术与产品(2021年6期)2021-10-14
现代青年·精英版(2021年6期)2021-07-06
流行色(2021年1期)2021-04-01
作文周刊·小学一年级版(2020年20期)2020-09-02
小学生优秀作文(低年级)(2020年6期)2020-07-06
职工法律天地·上半月(2020年1期)2020-03-02
快乐作文·高年级(2016年6期)2016-05-14
小小说月刊(2014年12期)2016-01-22
