三维多层仿形织造过程多机协同智能控制技术
2020-11-03 11:36廖黎莉芮晓光王传洋韩月娟
计算机测量与控制 2020年10期
廖黎莉,芮晓光,王传洋,韩月娟
(1.苏州市职业大学 计算机工程学院,江苏 苏州 215104;2.苏州大学 机电工程学院,江苏 苏州 215006)
0 引言
近年来,随着高性能纤维材料和纺织技术的快速发展,三维多层仿形织物在国防、军事、交通、工业等领域的应用,充分体现了三维多层仿形织造物,具有传统织造物无可比拟的优点。如三维多层仿形织物用于导弹、飞行器、舰船等武器装备的吸声、吸波、隐身;在高铁、汽车轻量化设计等方面也有着很好的应用前景[1]。因此,三维多层仿形织造装备技术是近年来国内外研究的热门课题之一。
三维多层仿形织物的性能好坏与织造物的维数和交联纤维作用力一致性有关。而交联纤维作用力一致性与三维多层仿形织造装备多台电动机同步协同控制技术有关。
虽然近年来,国内外相关研究人员对多机同步控制问题进行了较多的研究,并取得了一定的研究成果,但是,对于非线性强,变张力的三维多层仿形织造装备来说,存在着变张力多机协同控制难[2]。
本文拟通过对三维多层仿形织造工艺技术的研究,借助磁场定向控制理论,建立多机驱动机电系统的数学模型;并利用自适应率构建全维转子状态估计器,估计外负载的变化规律,以此分别控制多个感应电动机跟踪同一指令速度,实现三维多层仿形织造多机同步协同智能控制;通过仿真和工程试验研究来证明该方法的先进性和实用性。
1 三维多层仿形织造工艺技术
为了保证并提高三维仿形织造物的刚性和抗分层能力,在织物的厚度方向加入纱线,产生了三维机织、三维编织、三维针织、缝合和z向销钉等编织工艺[3]。其中三维编织物生产效率低,因产能受限无法开展大批量生产。三维针织物主要面向经编织物,仅限于网膜类轻薄型织物的织造。缝合和z向销钉属于对织物的后加工,会对织物造成一定程度的损伤。而三维机织物生产效率最高,可以快速、低成本地织造成三维结构预制件,而采用三维多层仿形织造技术,还可以通过后道的模压工艺形成结构更为复杂的三维仿形结构件[4]。
本文以三维五轴织造工艺为主要研究对象,即三维五轴织造工艺。该织造工艺不但有正交织物的各向异性,而且由于斜向纱线的存在,其平顺性也较好。三维多层仿形织机结构原理如图1所示。

图1 三维多层仿形织机结构原理图
由图1可见,三维多层仿形织造工艺的斜纱b1、通过斜纱引导机构进入综框,综框将经纱x和斜纱引导至织口。垂纱z经由上下两部分的垂纱引导机构进入综框,垂纱引导机构在综框内做垂直往复运动,引导垂纱z从上下两个方向贯穿经纱层和斜纱层。纬纱y经由纬纱引导机构平移引导至经纱层间,在经纱层间形成纬纱层。在织口处,纱线通过打纬机构、定型机构最终形成三维多层仿形织物。
三维五轴多层仿形织造工艺装备的控制涉及到经纱、垂纱、2组斜向纱和一组纬纱5个方向的控制。为了保证织造物各向纱线力学性能一致性,织机五向驱动轴都配有独立的伺服驱动系统,并根据需要控制驱动电机速度、转矩,完成三维多层仿形织造工艺要求。这样就涉及到三维多层仿形织造多机协同智能控制问题。
2 多机智能控制数学模型
2.1 数学模型的构建
众所周知,控制电动机速度、扭矩的方法很多,考虑到三维多层仿形织造工艺过程对纱线的运动速度和张力(即电动机的转矩)控制要求,本文依据磁场定向控制作用机理,拟通过对磁场磁链定向和力矩控制,来分别对多个感应电动机进行速度和力矩进行智能控制。
用感应电动机的数学模型替代三维五轴织造机电系统数学模型[5-6]。即将定子电流和转子磁链作为状态变量,将定子电压作为输入参量,则第i台感应电动机在转子旋转d-q坐标系下的状态方程为:
(1)
式中,idsi为d轴下电动机i的定子电流;iqsi为q轴下电动机i的定子电流;λdri为d轴下电动机i的转子磁链;λqri为q轴下电动机的转子磁链;
vsi电动机的定子电压。
状态方程中对传递函数矩阵Ai和Bi做如下定义:
(2)
Bi=bil
(3)
式中:bi=1/(σiLsi);
ar11i=(1-σi)/(σiτri)-Rsibi;
ar12i=Mibi/(Lriτri);
ar12i=Mibi/(Lriτri);
ar12i=Mibiωri/Lri;
ar21i=Mi/τri;
ar22i=-1/τri;
ar22i=ωri;
τri=Lri/Rri;

Mi为电动机i的定子与转子间互感;Lsi为电动机i的定子电感;Lri为电动机i的转子电感;Rsi为电动机i的定子电阻;Rri为电动机i的转子电阻;σi为电动机i的漏感系数;τri为电动机i的转子时间常数;ωri为电动机的转子电气角速度。
则,感应电动机的电磁转矩为:
(4)
式中,np为电动机的电极对数。
在三维多层仿形织造过程中,要使多台感应电动机以相同的机械角速度转动,应使得各电动机的电磁转矩与外载荷相互匹配,但是在实际工作环境中,由于三维多层仿形织造过程中纱线存在着速度和张力的变化,即各电动机所受的外负载是随机变化的,所以很难以保证二者之间的匹配[7-8]。则感应电动机的转子运动方程为:
(5)
式中,ωmi=ωri/np;Ji为电动机i的转子转动惯量;Ki为电动机i的转子阻尼系数;ωmi为电动机i的转子机械角速度;Toi为电动机i的转子外负载转矩。
由电动机i基于d-q坐标的状态方程(1)可构建其转子的全维状态估计器的表达式:
(6)


Ci为电动机的反馈增益矩阵;

对反馈增益矩阵进行如下配置:
(7)

c22i=gic12i;
gi=(σiLsiLri)/Mi。
由式(1)、(6)建立的误差方程:
(8)
由自适应率可以估算感应电动机的转子电气角速度。同时因为定子、转子电阻会随着感应电动机的温度变化而发生变化[9],所以由式(1)、(7)可得转子电气角速度、定子电阻和转子电阻的控制率:

(9)
式中,kωpi、kwli、kRspi、kRsli、kRrpi和kRrli均为正向增益;
由反馈增益矩阵(7)可知,估计器的极点为原始系统极点的k倍,则转子速度取任意值时,感应电动机的定子电流和转子磁链估计值都将趋近于真实值。由式(9)并结合超稳定性定理可知,当时间t→∞时,转子电气角速度、定子电阻和转子电阻的估计值也将趋近于真实值[10-11]。
2.2 多机协同控制外负载自动辨识
要使得感应电动机的电磁转矩与外负载转矩相匹配,需要做到对电动机转子电气角速度变化的快速响应。基于磁场定向控制原理,磁链通常为恒定,电磁转矩与转矩电流之间是单纯线性关系,能够根据感应电动机的转子电气角加速度快速确定感应电动机的外负载,并获得瞬时转矩电流,从而提高电动机的响应速度[12-14]。将各量从转子旋转d-q坐标系转化为同步旋转M-T坐标系,则电动机的电磁转矩为:
(10)

因此,电动机i在某一时刻电磁转矩的估计值可表示为:
(11)

感应电动机转子的电气角加速度估计值可以由下式获得:
(12)

T为电动机的采样时间周期。
由全维转子状态估计器可以估计某一时刻的外负载转矩:
(13)


(14)
考虑到利用转子加速度辨识瞬时外负载会存在着一定的滞后性,因此引入PID控制器进行补偿控制,对指令性转矩电流做进一步修正:
(15)

2.3 多机协同智能控制模型
由前述分析,可以构造出三维多层仿形多机协同智能控制系统,由于负责不同纱线的各路电机其控制系统构造相同,在此仅给出单个感应电动机的控制系统,如图2所示。

图2 自动辨识外负载的多机同步控制系统



3 实验研究
为了验证三维多层仿形织造过程多机协同智能控制技术的先进性和实用性,本文分别对其进行了仿真实验和工程试验。
3.1 实验参数设计
1)感应电动机参数:三相异步4级电动机,额定电压380 V,额定电流16 A,频率50 Hz,额定转速980 r/m,转子转动惯量0.25 kg·m,转子电阻0.704 Ω,转子电感99.8 mH,定子电阻0.706 Ω,定子电感99.8 mH,定子与转子的互感99.8 mH。
2)磁链调节器参数:PI调节器,P参数4.0,I参数1.0。
3)速度调节器参数:PID调节器,P参数0.1,I参数1.2,D参数20。
4)时间参数:时间步长50,采样周期50。
3.2 仿真实验
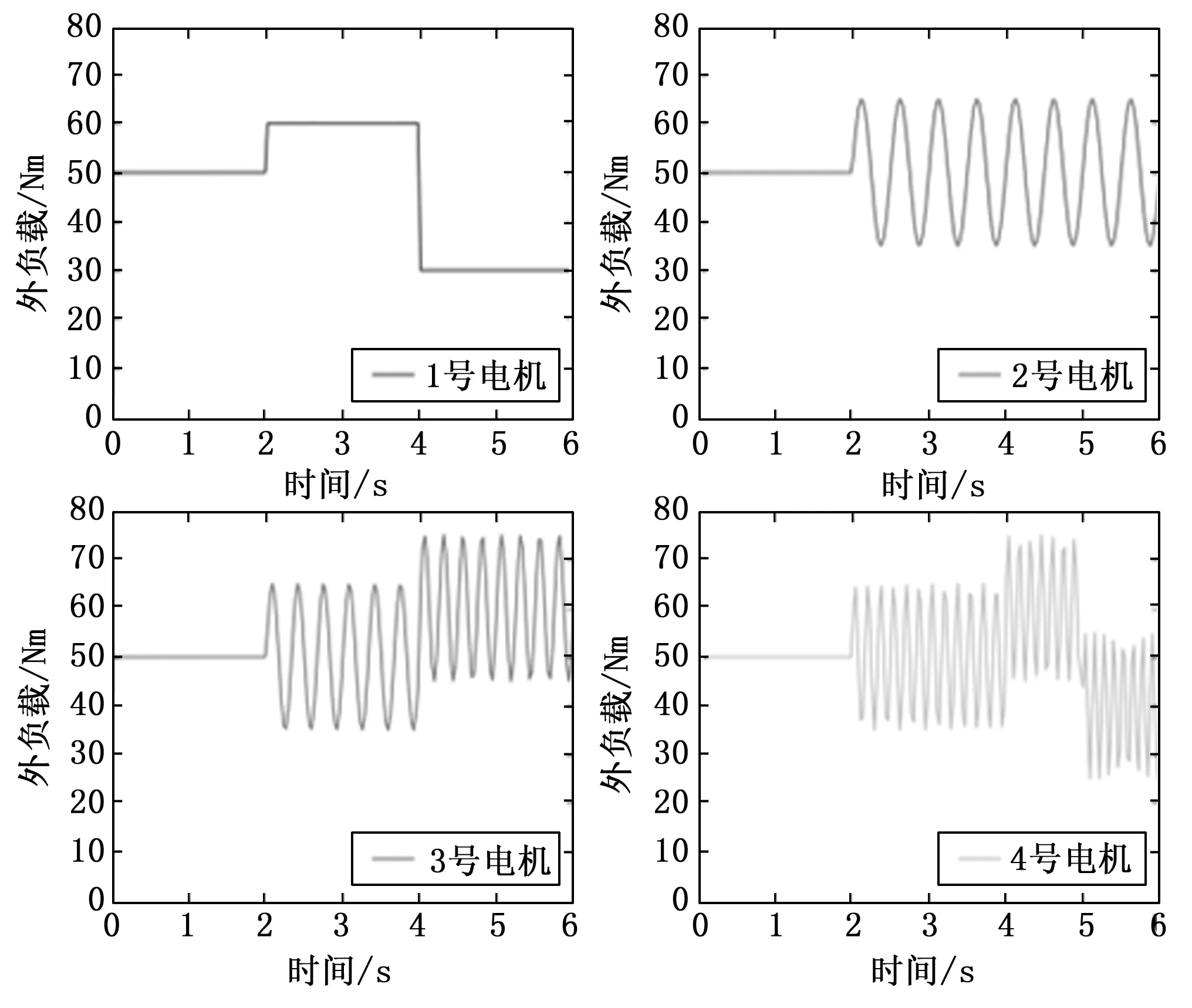
图3 设定外负载转矩Toi

图4 转子电阻估计值
由上述实验研究可以看出:
1)如图4和图5所示,在启动之初电阻辨识存在着一些误差,随着转子电阻和定子电阻的自适应辨识,电阻辨识逐渐趋近真实值,其中转子电阻大约1 s接近真值,定子电阻约0.8 s接近真值。
2)如图6和图7所示,电动机启动前2 s各电机的外负载差异性不大,随后由于外部干扰,四台电机的外负载呈现不同的变化。由于启动之初辨识的电阻消耗功率大于真实值,因此在前1 s外负载的辨识结果普遍偏高,而此阶段系统辨识的转矩电流值也偏高,转矩电流与外负载呈相同变化趋势。
3)如图8所示,由于转矩电流和速度调节PID的双重作用,感应电动机的速度仍然能较好地跟踪指令。即使当感应电动机的外负载按正弦规律变化时,状态估计器也能够跟踪这种正弦变化情况,使实际转速能够平稳地跟踪指令性速度。
3.3 工程试验
在仿真实验的基础上,使用江苏万工机电有限公司生产的三维多层仿形织造机,进行三维多层仿形织造多机协同智能控制技术试验。
试验是在系统稳定运行的情况下,对各轴纱伺服电机的转子电气角速度,进行多机协同智能控制与单独PID调节控制对比,试验结果如图9所示。

图5 定子电阻估计值

图6 定子电阻估计值
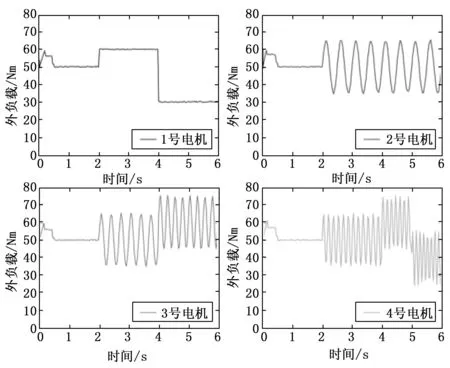
图7 转矩电流估计值
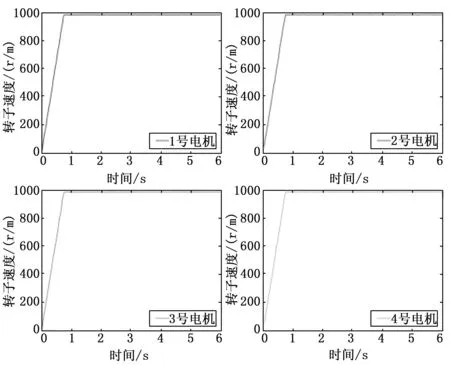
图8 转子电气角速度
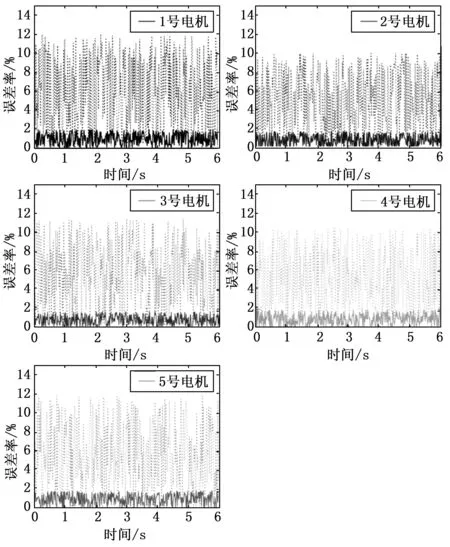
图9 普通PID控制与协同智能控制方案对比
由图9可以看出,本方案相对于单纯的PID控制来说,由于磁链调节器和速度调节器的双重作用,使得转矩与速度相匹配,有效地减小了速度波动,使得各台感应电动机在同一指令速度下同步工作。当外负载呈现非线性波动时,纯PID控制器其速度波动范围在12%左右;而本方案使得速度的波动范围控制在2%以内。
4 结束语
本文针对三维多层仿形织造多机协同智能控制技术问题,通过对三维多层仿形织造工艺技术的研究,首先构建了多机智能控制数学模型,在构建模型的基础上,对三维多层仿形织造过程多机协同智能控制技术进行了仿真实验和工程试验,结果表明本文研究的智能控制方法的先进性和实用性。本文研究主要创新点归纳如下:
1)通过对三维多层仿形织造工艺技术的研究,依据磁场磁链定向控制作用机理,提出了一种对磁场磁链定向和变力矩控制的方法,来分别对多个感应电动机进行速度和力矩跟踪智能控制。
2)依据控制方法,建立了全维转子状态估计器,来辨识感应电动机的转子速度、外负载等参数。通过辨识外负载的变化规律调节磁链,再将磁链调节器与速度调节器相结合,以此分别控制多个感应电动机跟踪同一指令性速度,形成三维多层仿形织造多机同步的协同智能控制。
3)通过实验验证了本控制技术相对于单纯的PID控制来说,由于磁链调节器和速度调节器的双重作用,使得转矩与速度相匹配,有效地减小了速度波动,使得各台感应电动机在同一指令速度下同步工作。当外负载呈现非线性波动时,纯PID控制器其速度波动范围在12%左右;而本方案使得速度的波动范围控制在2%以内。同时也证明了本技术方法速度辨识精度高,系统运行平稳,可较好地满足三维多层仿形织造中的多机协同智能控制要求。
猜你喜欢
时代汽车(2022年19期)2022-10-18
舰船科学技术(2022年10期)2022-06-17
防爆电机(2022年3期)2022-06-17
防爆电机(2022年3期)2022-06-17
防爆电机(2022年2期)2022-04-26
科学家(2022年3期)2022-04-11
电机与控制学报(2018年9期)2018-05-14
教育(2017年38期)2017-09-03
魅力中国(2016年52期)2017-09-01
科技创新导报(2017年7期)2017-06-03