
轨道交通用弹性节点压装定位方法的介绍与应用
2020-10-30 04:53张龙
轨道交通装备与技术 2020年4期
张 龙
(中车大同电力机车有限公司 山西 大同 037000)
转向架是电力机车等城市轨道交通装备的重要组成部分,承担并传递着来自车体及轨道的各种载荷,其中弹性节点类部件是走行部的重要组成部分。弹性节点是由橡胶与金属硫化复合而成的弹性连接体,由金属外套、金属芯轴和橡胶组成,用以牵引力传递,电机、齿轮箱吊挂、支撑等,安装于牵引杆、轴箱拉杆、电机吊杆和悬挂臂等部位,起到柔性连接和缓冲振动冲击的作用[1-3]。
弹性节点安装于杆体和安装座孔内,根据运用条件的不同选择合适的配合尺寸,运用中弹性节点外套与杆体和安装座保持相对静止,金属芯轴与金属外套在牵引力、动态载荷下产生位移、偏转和扭转运动。弹性节点安装采用压装的方法,而压装质量的好坏直接影响到后续的转向架组装、机车的运行质量和运行安全,因此良好的压装质量对于机车的安全运行至关重要。
1 弹性节点部件分类和压装要求
现有机车中使用的弹性节点部件按结构分为中空和带中间芯轴的两种,由于中空的弹性节点定位方法简单,下文仅探讨带中间芯轴的弹性节点的压装方法;如按部件上弹性节点的数量可分为单弹性节点、双弹性节点和三弹性节点等多种,现应用的多数为双弹性节点,在双弹性节点和三弹性节点上,又有同种弹性节点和异种弹性节点之分。
弹性节点类部件压装重点分为以下3个方面:
(1)保证橡胶节点与杆体和安装座孔的过盈量,测量杆体上孔和弹性节点的外径尺寸;
(2)保证在压装过程中不会划伤或损伤零部件,对杆体或安装座体导入部分处进行打磨,同时在各配合面涂抹润滑油脂,如二硫化钼等;
(3)保证压装后装配尺寸要求。设计专用工装,通过立式油压机等设备将橡胶节点压入杆体和安装座。压装工装是保证压装后的装配尺寸、压装精度和压装效率的主要影响因素,而工装的定位方式是工装设计的难点所在。
2 弹性节点部件压装定位工装
2.1 单弹性节点部件压装定位工装
悬挂臂结构用于牵引电机的吊挂,是转向架上单弹性节点部件的典型代表(见图1),按组装要求需要将弹性节点橡胶部分全部压入至悬挂臂座内,同时保证弹性节点a面与悬挂臂b面平行。
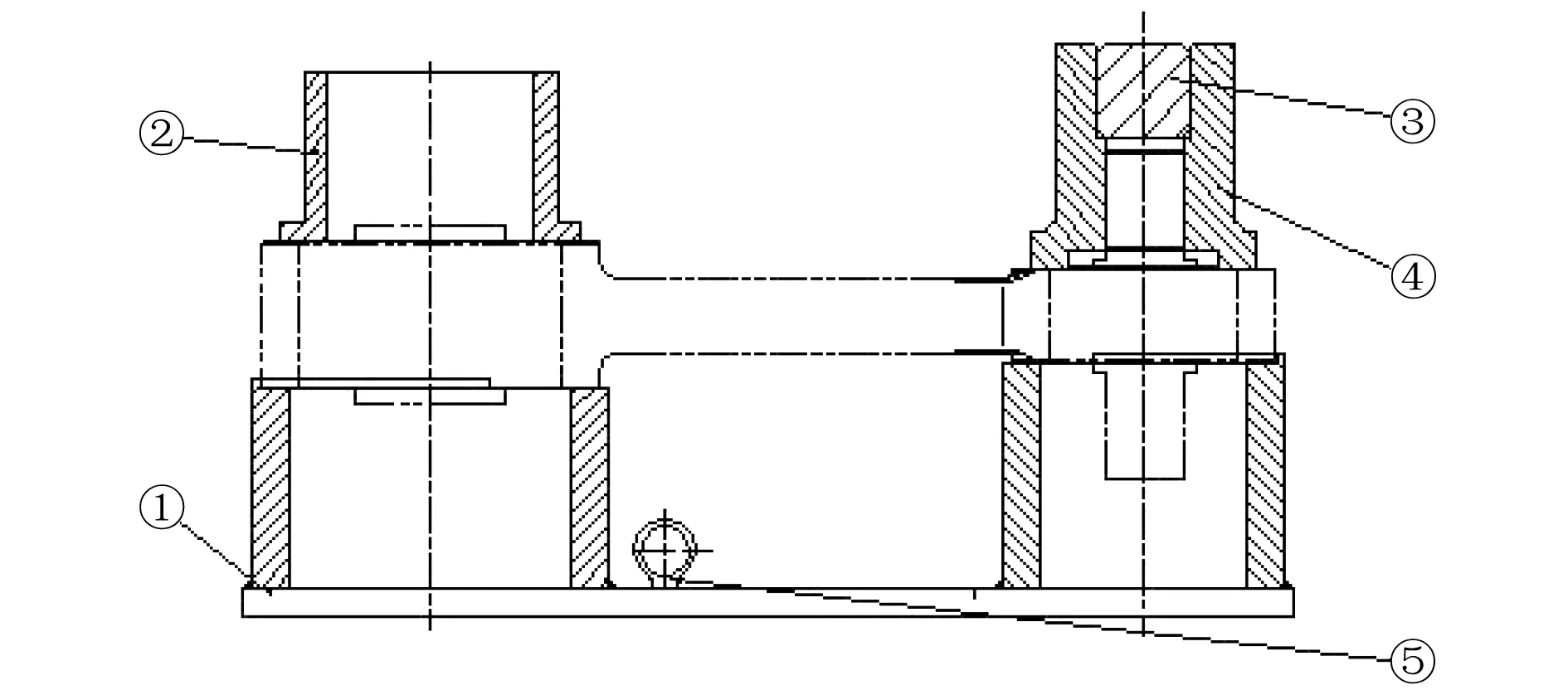
为保证压装要求,设计如图2所示的工装[4],该工装由底座、活动定位块和压头等部件组成,该工装用紧固件将悬挂臂固定在底座上;活动定位块通过上端的方形设计与弹性节点芯轴固定,防止弹性节点旋转;弹簧和止块可支撑活动定位块,便于芯轴和活动定位块的对正,同时在压装过程中能够确保活动定位块上下移动;定位销将活动定位块和底座支撑连接到一起,防止活动定位块和底座支撑相对旋转,从而确保弹性节点a面与悬挂臂b面平行,限制活动定位块弹出;用压头将弹性节点压装到位,压头的上下不对称设计能够满足弹性节点退卸要求。
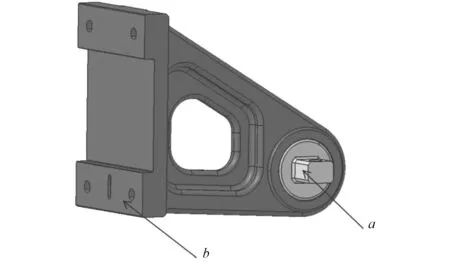
图1 悬挂臂组件图

1—紧固件;2—底座;3—活动定位块;4—弹簧;5—止块; 6—定位销;7—压头。图2 悬挂臂压装工装图
2.2 双弹性节点部件压装定位工装
双弹性节点部件为机车转向架上最为常见的类型,如轴箱拉杆、牵引杆和电机吊杆等,由于受到设备和产品结构的影响,压装过程分为单次压装和两次压装,对定位工装的设计也提出了不同的要求。
2.2.1双弹性节点部件单次压装定位工装
某大轴重机车的轴箱拉杆组件如图3所示,产品要求保证两弹性节点a面和b面平行,弹性节点两侧相对拉杆体对称,即保证弹性节点外漏尺寸c。
为实现上述产品要求,设计如图4所示的工装,该工装由底座 、压头和压杆组成,底座起到支撑和固定轴箱拉杆的作用;两个压头相同,上端开槽与压杆配合,下端方形设计,固定弹性节点芯轴,防止关节旋转,同时在压头下端设计环形台阶,确保压装后弹性节点外漏尺寸c;压杆通过与压头上端凹槽将两个压头连接在一起,防止压头相互旋转,实现两弹性节点a面和b面平行;通过设备压装压杆即可实现压装。该类工装为最为常用的定位方式。
2.2.2双弹性节点部件两次压装定位工装
某机车的牵引杆组件示意图如图5所示,产品要求保证两弹性节点a面和b面平行,弹性节点全部压入牵引杆中。

图3 轴箱拉杆组件图

图4 轴箱拉杆压装工装图

图5 牵引杆组件图
由于该部件压入力较大,如一次压装易造成弹性节点拉伤,为保证产品设计要求,设计如图6所示工装[5],该工装由底座、活动定位块、弹簧、定位螺钉和压头组成,底座起到支撑牵引杆体的作用;定位螺钉将底座和活动定位块连接到一起,防止底座和活动定位块相对旋转;活动定位块上端为方形设计,固定弹性节点芯轴,防止活动定位块和弹性节点相对旋转,在活动定位块侧面加工凹槽,与定位螺钉配合,同时限制活动定位块位移距离;弹簧能够保证活动定位块在自由状态下升至最高处,保证弹性节点与活动定位块配合;两侧对称设计,在压装时将弹性节点同时放入,保证两弹性节点a面和b面平行,通过压头压入一侧后再压入另一侧。

1—压头;2—活动定位块;3—弹簧;4—定位螺钉;5—底座。图6 牵引杆压装工装图
2.3 三弹性节点部件压装定位工装
三弹性节点部件,又称三角拉杆组件,是由1个单弹性节点和2个相同弹性节点组合而成,图7为某快速机车拉杆体组件示意图,产品要求保证2个相同弹性节点上的a面和b面平行,3个弹性节点按图全部压入拉杆体中。

图7 拉杆体组件图
一般三弹性节点定位工装是由单弹性节点定位工装和双弹性节点定位工装组合而成,为实现上述产品要求,设计如图8所示的工装,该工装由底座、压头1、压头2、压杆和吊环螺钉组成,底座起到支撑拉杆体的作用,在底座各支撑上设计半圆凸台,固定拉杆体,防止其窜动;压头1将单弹性节点压入;压头2下端为方形设计,固定两相同弹性节点芯轴,上端开槽与压杆配合,2个压头相同;压杆通过与压头上端凹槽将2个压头连接在一起,从而确保两弹性节点a面和b面平行;由于此类工装比较重,配备吊环螺钉便于吊运;三弹性节点部件一般都需要多次压装实现。
1—底座;2—压头1;3—压杆;4—压头2;5—吊环螺钉。图8 拉杆体压装工装图
3 结束语
压装定位工装直接影响到弹性节点部件的压装效率和压装精度,好的定位工装能够降低弹性节点的废品损失率,上文介绍的几种常见的弹性节点部件的装配,针对不同的弹性节点部件分别采用了几种巧妙的压装定位方法,在实际应用中效果良好。
猜你喜欢
武汉理工大学学报(交通科学与工程版)(2022年6期)2023-01-18
西北工业大学学报(2022年6期)2023-01-11
宝钢技术(2022年4期)2022-12-23
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
机电信息(2020年33期)2020-11-29
自动化仪表(2020年9期)2020-11-12
理化检验(物理分册)(2020年9期)2020-11-09
上海金属(2020年5期)2020-09-26
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2015年10期)2015-04-09
