反变形胎架自动焊设备改造
2020-10-30 05:49:30黎晖
科学技术创新 2020年31期
黎晖
(中铁十五局集团物资有限公司,河南 洛阳471041)
钢结构是指结构系统主要有钢构件组成的一种结构形式,其特点为施工速度快,污染小,重量轻,强度高,抗震性强等。相比其他建筑结构,无论是结构性能、使用功能、经济效益、社会效益都具有较大优越性。
1 工程概况
开元枢纽互通式立体交叉钢箱梁位于重庆市位于潼南县荣昌区荣隆镇半边街,钢结构桥梁包括主线桥左右幅、A 匝道桥、B 匝道、C 匝道、D 匝道共六联桥。主桥左幅采用28.65m+43m+23.35m三跨一联的钢箱梁;主桥右幅采用23.35m+43m+28.65m 三跨一联的钢箱梁;A、B、C、D 匝道钢箱梁主梁采用25m+40m+25m 三跨一联的钢箱梁;钢箱梁材质为Q345qC,均在加工场内分段预制,其中包含大量加劲肋与顶、底、腹板的连接。
2 改造目的
通过改造焊接设备,提高焊接效率和单元件质量,降低成本。其具体如下:
2.1 施工要求:焊接量大、工期紧;
2.2 提高加劲肋与顶、底、腹板的焊接质量对钢箱梁整体质量起着重要作用;
2.3 防止在制作顶、底、腹板单元件过程中大量的焊接导致钢板变形;
2.4 完成质量目标:提高焊缝一次合格率,提高工作效率,降低生产成本。
3 现状调查
本工程钢箱梁制作过程中含大量加劲肋与顶、底、腹板角焊缝,共计59660 米。
3.1 二保焊人工焊接工时及特点。按一个焊工每小时焊接10米,8 小时为一个工时计算,一个工时可焊接80 米,共需要59660÷80=745.75 工时。人工焊接速度慢,需安排大量焊工,场地摊铺面大,占用大量车间场地,人工成本高,由于人的长期作业不稳定因素较高,易出现气孔咬边等缺陷,且外观成型较差。
3.2 埋弧焊焊接台班及特点。按每台埋弧焊配备一名焊工,每小时焊接76 米,8 小时为一个台班计算,一个台班可焊接608 米,共需要59660÷608=98.12 台班。焊接质量及外观良好,但因顶、底、腹板尺寸较大,门式埋弧焊不能满足焊接空间要求,需要制作反变形胎架,且每焊完一道焊缝需调整角度等,准备时间相对耗费过多,设定为106 台班,工期较长,设备成本较高。
4 确定目标
为提高焊缝质量及焊接效率,确保焊缝质量一次成优,结合质量、工期、成本等因素,综合二保焊及埋弧焊的特点,将反变形胎架与二保焊相结合,改造成反变形胎架自动焊设备,对顶、底、腹板单元件的角焊缝进行焊接。
5 目标分析
以本项目顶、底、腹板单元件制作周期为30 天计算,分析各类焊接方法。
5.1 二保焊焊接配置。人员配置:745.75 工时÷30 天÷2 班=12.43 人,即13 人。设备配置:二氧化碳保护焊机13 台。该配置为连续施工配置,即需在30 天内,两班倒,需保证每天铺展13 人同时焊接顶、底、腹板单元件的场地同时施焊,在实际生产中为保证工期在后期必须追加人员及设备,且该方案施工将占用大量加工场地,影响其他作业有序开展。
5.2 埋弧焊配置。人员配置:98.12 台班÷30 天÷2 班=1.64 人,即2 人。设备配置:埋弧焊机2 台。该配置为连续施工配置,两班倒,需配备2 台埋弧焊机,且单独使用埋弧焊机易导致单元件变形,且每焊完一道焊缝需不断调整焊接角度,耗费时间。结合二保焊与埋弧焊特点,综合两者优点,将二氧化碳保护焊机改造为自动焊,且同时多个焊枪同时施焊,既能将焊接速度提高,保证工期,又能保证达到埋弧焊的焊接质量,同时降低成本,减少场地占用。
6 设备改造的计划
根据钢箱梁制作图纸,将焊机设立为6 台,即满足6 焊枪同时施焊。行进速度与埋弧焊基本一致,理论上施焊效率为埋弧焊的3倍,需59660÷304÷6=32.71 台班,考虑到部分顶、底、腹板上只存在4 或5 条加劲肋,施焊过程中会有闲置焊机的情况,预计需36 台班,每台班配备2 名焊工可满足施焊作业。
7 设备改造
7.1 设备的安装。根据实际焊接组件尺寸及设备配置需求,制作特制龙门架,安装气缸、变频器、焊剂回收机、漏电保护、空气开关等,连接空压机,接通线路形成操控平台,在龙门架上架设焊机并将焊枪固定于气缸,并根据焊接组件,制作胎架。主要设备清单及安装情况如表1,图1。
7.2 设备的运行。通过操控平台,启动电源,通过气缸调节焊枪位置,调节焊机的电流电压和送丝速度,以气动电磁阀、节流阀等控制焊剂的流量和速度,经龙门架的行进控制焊接速度,形成焊接。焊接过程中,需配备2 名焊工根据焊接情况实时对各种参数进行调整以及监控焊机状况,并额外配备一台焊机,对出现缺陷情况进行处理,以保证焊接质量。
7.3 焊接的试焊。初步焊接参数设定为电流200A,电压25V,焊接速度0.8m/min,经试焊接后,焊缝成型较差,主要缺陷表现为:轻度咬边、烧伤母材、焊脚不足、不美观。
7.4 设备参数调试。经几番调试参数确定为电流180A,电压23V,焊接速度0.5m/min 后,极大部分焊缝质量达到要求,但会有个别轻微缺陷情况,经配备的2 名焊工及时微调参数并人工补焊,可满足质量要求,且焊缝整体情况良好,无明显咬边,极少出现母材烧伤现象,焊脚高度达到要求,且焊缝成型美观,见图2。

表1 多焊枪半自动焊改造主要设备清单
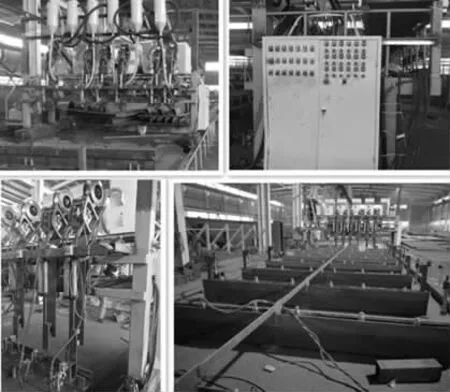
图1

图2
8 设备改造后的效果检查
按最终确定的焊接速度0.5m/min 计算,理论焊接台班为:59660m÷0.5m/min÷60min÷6 焊枪÷8h=41.43 台班。理论焊接时间为:41.43 台班÷2 班=20.72 天,即21 天。而事实上,制作期间不可能达到不间歇施焊,且中间还有更换焊件等时间损耗,实际上整个焊接过程达到了25 天,提前完成工期,但无论哪种方式,上述情况都存在,本文只计算理论台班,又考虑到一些焊件只能同时施焊4 或5 道焊缝,综上所述,改造设备所需台班设定为44 个台班,每个台班配备2 名焊工。与二保焊人工焊相比较,改造设备增加了大量投入;但节省了大量人工,若要达到改造设备的焊接工期效果,需长期配备13 名焊工方能达到;焊缝一次合格率可达到99%以上,较人工焊优异,且焊缝外观成型美观。和埋弧焊相比较,外观质量与埋弧自动焊基本一致,设备投入相较一台埋弧焊机而言,要略多,但改造后设备工期效果要缩短了一倍多,且节省了部分人工。
为更直观了解,三者差异对比如图3。

图3
9 效益分析
综合二保焊机与埋弧焊机的优点,改造设备能够大大提高了角焊缝的焊接效率,同时保证了加劲肋与主板的角焊缝焊接质量与外观,并且较大的降低了施工成本,且钢箱梁结构大同小异,顶、底、腹板单元件基本都是纵向加劲肋形式,改造设备适用于绝大多数钢箱梁顶、底、腹板单元件焊接,具有重复利用性。
9.1 技术效益。更深入的了解了各种焊接设备的优缺点,开阔了焊接设备的创新思路,对今后类似情形的焊接工作有较大借鉴价值。
9.2 经济效益。本文只计算差异成本,忽略其他差异不大条件。
9.2.1 二保焊手工焊。以同等焊接工期计算,需13 台焊机,且占用大量焊接场地。设备:7860 元/台×13 台=102180 元;人工费:745.75 工 时×300 元/ 工 时=223725 元;总 成 本:102180+223725=325905 元;9.2.2 埋弧焊自动焊。以同等焊接工期计算,需2 台设备并制作同等胎架。设备:(125000+46000)×2=342000 元;人工费:106 工时×300 元/工时=31800 元;总成本:282000+31800=373800 元;9.2.3 多焊枪改造自动焊;每工时需配备2 名焊工。设备:179366 元(见设备清单);人工费:44工 时×2 ×300 元 / 工 时 =26400 元; 总 成 本:179366+26400=205766 元。
9.3 社会效益:通过设备改造,保证了工程角焊缝焊接质量、缩短了工期,展现了改造能力,获得业主的好评,树立了公司形象。
结束语
通过实践证明,拓展发散创新思维,采取行之有效的施工措施,能够取得更加良好的施工效果。同时也暴露出技术的不完善会增加很多无用功,费时费力。只有不断积累经验,培养多方面人才,科学规划,勇于创新,才能创造出更高的经济、社会效益,企业才能屹立在世界,展望未来。
猜你喜欢
建筑与预算(2022年6期)2022-07-08 13:59:40
建筑与预算(2022年1期)2022-02-17 06:41:02
新商务周刊(2019年10期)2019-12-21 07:51:05
商品与质量(2019年38期)2019-04-18 11:37:12
隧道建设(中英文)(2019年3期)2019-04-09 04:38:06
江西建材(2018年1期)2018-04-04 05:26:38
汽车实用技术(2016年1期)2016-12-24 07:49:32
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40