
铜制U形换热器制造焊接技术分析
2020-10-09 10:05粟世富惠铭钰无锡汉英机器制造有限公司江苏无锡214161
化工管理 2020年26期
粟世富 惠铭钰(无锡汉英机器制造有限公司,江苏 无锡 214161)
0 引言
铜制的换热器属于现代化工行业与电力行业当中应用广泛的一种热传导设备,不仅制作难度非常大,也难以对其质量进行有效保证,实际应用当中极易产生泄露问题。因为铜与不锈钢二者的物理性能存在巨大差异,可焊接性也并不相同,传统形式铜制换热器的管板和铜管连接一般就是强度胀接,强度胀接方面的接头密封性会被管板的孔径以及沟槽的深度与宽度所直接影响,换热管外径在实际生产中通常会存在严重的偏差,换热管和管板在胀接过程中会产生过胀与欠胀的问题,致使设备在实际应用当中出现泄漏问题。所以,一定要对制作工艺等进行创新改进。探究当前某公司的铜换热器制造生产过程,在反复试验以后,明确要使用的现代化制造工艺技术,即为强度焊与贴胀[1]。
1 设备概况
文中探究的铜制U型换热器换热管管束,遵照国家《热交换器》当中的相关规定而进行实际设计,产品结构当中包含U形的铜换热管、壳程、S30408管板以及管程,而管板和换热管的连接结构则如图1所示。换热管和管板的接头形式焊接并不是遵照比例来操作的,主要的技术参数如表1所示。
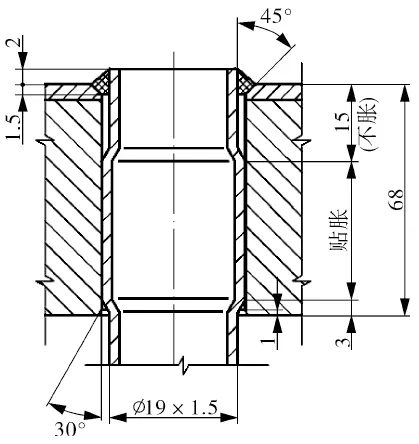
图1 管板和换热管的连接示意图
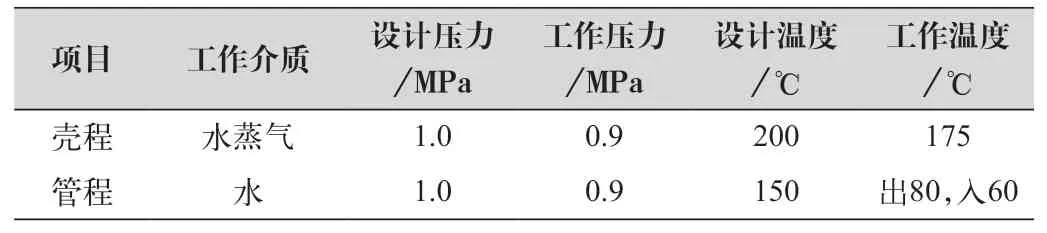
表1 设备的技术参数
而铜制U型换热器设备的课程关于管程主体材料则为表2所示。
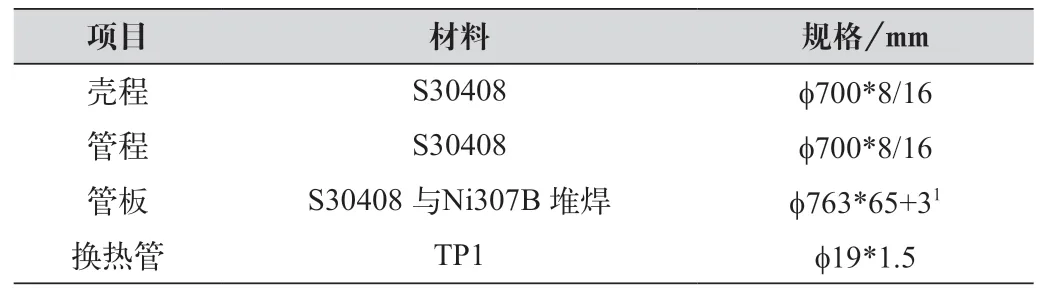
表2 铜制U型换热器设备的主体材料
2 制作过程
2.1 制定工艺制作的方案
强度胀通常都会对管板表面的硬度方面进行严格要求,要求其硬度一定要高出换热管的30HB,这样才是强度胀的最佳状态,可是管板材料一般都是S30408,钢管材料则是TP1,S30408的硬度会超出TP1很多,对强度胀的合规情况进行有效验证,实施受阻的试验操作。基于钢管规格与管板的规格,使用S30408的管板,其厚度要求为45mm[2]。在机械胀处理之后,胀度方面管控在6%~8%之间,遵照管壁减薄率中的相关要求进行计算,胀后的内径是17.06~17.11mm,同时属于是过胀状态。在对管板结构进行实验测试的时候,遵照依据国家相关规定对其实施1.5MPa的水压实验,在进行加压处理的时候已经产生了泄漏问题。初步判断有可能是在实验制作的时候因为其他诸多因素的影响,导致了这次实验操作的不成功。因为这样的现象很有可能会在成品当中产生,所以,为了确保产品的制造质量,需要使用其他方式来进行试验制作。
基于其他单位当中曾经尝试过的制造经验,如果在胀管才做以前,将钢管和管板之间的间隙当中填塞进金属胶水,之后再实施强度胀操作。可是针对这样的金属材质来讲,浇水稳定性方面并不具备试验数据的有效支撑,同时在如果浇水长期处在高温环境当中进行实际应用,其稳定性方面也是非常值得进行深入探究的。针对S30408材质的管板和TP1钢管实施焊接与贴胀,使用ERNiCu-7的氩弧焊焊丝实施焊接操作,在焊接的过程当中,如果不进行填丝操作,那么接头位置就难以进行熔合。而在填丝过程当中,要求相关工作者一定要对点和角度与送死角度进行充分而良好的掌握,只有这样才能够让管板接头实现完全的连接,然而这样的操作难度是非常大的。在试验操作之后能够发现,其依然存在1/4的接头位置泄漏,缺陷同样是裂纹,并且其并未完全融合。也就是说,基于这样的方式进行焊接操作的话,不仅需要面对非常大的操作嫩度,同时其具有非常高的返修率。
对此,相关工作者及时进行思维转变,在S30408管板上放置一层镍基焊材,并且实施堆焊操作,能够发现铜和镍合金之间的可焊接性能远超出了不锈钢。实验所使用的方式,就是在S30408材质管板上进行放置一层Ni307B,其厚度大约为4~5mm,并且实施堆焊操作,完成操作之后其的有效厚度为3mm。而实验坡口的参照图如图1所示,管板的厚度约为45mm,允许误差值为+3mm。手工进行GTAW形式的焊接与贴胀,水压的试验数值为4MPa,而这个时候并未在接头位置上发现存在泄漏情况,同时接头位置的密封情况也满足相关要求。并且为了对技术工艺的性能与韩头型进行有效验证,需要遵照国家相关规定对焊接技术工艺方面实施评定。S30408与Ni307B间的堆焊,其表面的渗透检测表明合格,侧弯检测也并不存在裂纹,也就是说其是合格的。换热管的管板接头位置遵照《承压设备的焊接工艺评定》相关规定进行实际评定,焊接接头的表面渗透检测显示其是合格的,8个面的宏观金象测试检验也表明其是合格的,角焊缝的厚度方面也满足相关要求中的规定。
2.2 选择合理有效的制造技术
相关工作者在实际工作当中,一定要对前文所阐述的方案内容进行深入探析,也就是说,有的制造技术在强度胀方面的要求非常严格,同时还一定要确保管板的管控、外径以及换热管的厚度等都处在非常严格有效的公差范围之内,这样的情况控制起来非常困难。另外,还有的试验检测方案当中金属胶方面的稳定性欠缺试验数据作为支撑。有些方案内容虽然是可行、可操作的,可是其却有非常高的返修率。还有的方案内容中基于对你恶钢管和管板接头焊接的方式而进行,在接头位置上具有良好的连接性,并且耐压试验测试中也是合格的,所以,一般都会使用这样的方案进行实际制造,这种方案内容不仅可行,同时其返修率也是非常低的。
2.3 产品的制造工艺
在产品的实际制造操作当中,一定要兼顾整块管板的堆焊操作中,其会产生变形问题,也就是说,管板毛坯的表面需要预留出高度大约在3~4mm之间的一个圆弧形凸出台。完成了堆焊操作以后,管板整体会朝向凸出台的位置而产生变形,管板的堆焊表面是水平的,其堆焊前与对憨厚的有效厚度是≥3mm的。同时,相关工作者在进行堆焊的时候,一定要对焊接方向进行严格管控,每圈焊道都是一个同心圆,同时堆焊操作的方向需要都是顺时针方向。完成了堆焊操作之后,表面需要实施100%的渗透,这样其才是合格的成品。在管板表面与背面实施金加工以及钻孔,对密封面进行有效加工,满足图纸当中的相关要求[3]。不锈钢和镍焊接容易产生热裂纹,同时在对管板进行堆焊的时候,外径方向会逐渐产生变形加大,那么焊接应力也会随之加剧,并且产生了热裂纹。所以,手工进行Ni307B堆焊操作的时候,相关工作者一定要对道间温度进行严格管控,在对第一层、第二层进行堆焊操作的时候,如果发现其中存在裂纹,就一定要及时进行打磨,将缺陷问题去除之后进行相应的补焊操作。在针对铜制U型换热器管板接头焊接操作的时候,尽量要使用手工钨极氩弧焊,规避管板自动焊方式的实际应用。而手工钨极氩弧焊的方式能够对电弧进行灵活有效的调节,比如电弧高度、电弧方向以及电弧的送丝角度等等,让其能够实现合理有效的融合。管板的自动焊方式,如果间隙方面的装配过大或者是过小,管口的断面不够平整等,都会导致其无法完全融合的状况产生,也就是说,在其完成操作之后需要及时针对管板的角焊缝实施100%PT,并且遵照国家在这一方面的相关规定标准,进行评定测试,当其评定结果为合格的时候,才能够实施贴胀操作与处理。
而铜制U型换热器的壳程与管程方面,要求相关工作者遵照常规的压力容器实施制造处理。在进行S30408镍基材料堆焊操作的时候,焊工操作者一定要依据国家在特种设备焊接操作者方面的考核细则内容进行学习,并且获得FeⅣ级别的镍基焊条堆焊资格。而管板接头的焊接焊工人员,一定要遵照要求获得FeⅣ级别和铜、铜合金焊接方面的焊接资格认证,也就是通常所讲的填充焊丝种类是镍合金材质的焊丝。只有获取了相关的资格认证,其才能够在铜制U形换热器设施的制造焊接中进行实际操作,这样才能够保证铜制U形换热器制造焊接操作的质量与成效,确保铜制U形换热器在实际应用当中的安全性与稳定性。
3 检测和耐压试验
依据图纸当中的相关要求,对铜制U形换热器设备的壳程以及管程进行实际装配操作,针对铜制U形换热器的管程与课程来讲,分别实施1.25MPa,1.32MPa的耐压试验,试验结果表明,其都能满足相关规定中的指标,也就是说二者都是合格的,铜制U形换热器的制造焊接的满足相关要求的。在这样的情况之下,铜制U形换热器的焊接制造才完成了操作,且能够投入到实际应用当中去,可以保证在实际应用过程当中的安全性与稳定性。
4 结语
综上所述,在完成铜制换热器的成功制作以后,一般都使用的是强度焊与贴胀的技术工艺方式,强化提升了其可操作性与稳定性,更能够对产品质量进行有效保证。此外通知换热器在使用了强度焊与贴胀工艺技术方式以后,铜管的塑性变形情况并不多,且也不会产生太多损坏,以免使用强度胀技术工艺的时候,铜管沟槽位置产生严重的塑性变形,并导致严重的拉裂现象。不锈钢在进行镍基合金丢韩之后和铜本山的可焊接性得到有效改善,可是不休感与镍基合金焊材进行堆焊的时候,一定要对道间温度进行严格管控,通常情况下不能高出150℃。而铜管和镍基管板的堆焊适合使用手工形式的钨极氩弧焊方式,这样能够对焊缝质量进行有效保证。
猜你喜欢
中国设备工程(2022年2期)2023-01-02
材料保护(2022年5期)2022-12-07
广州化工(2022年14期)2022-08-16
化工设备与管道(2021年4期)2022-01-19
石油化工设备(2021年4期)2021-07-21
化工机械(2021年2期)2021-05-18
科学家(2021年24期)2021-04-25
化工机械(2020年5期)2020-11-14
汽车文摘(2016年1期)2016-12-10
载人航天(2016年4期)2016-12-01
