钢筋滚轧直螺纹接头的质量控制
2020-09-30 07:03:58杨力列李正明张鸿鹏
工程质量 2020年7期
杨力列,李正明,张鸿鹏
(1.贵州省建设工程质量安全监督总站,贵州 贵阳 550003;2.贵州建工集团有限公司,贵州 贵阳 550009;3.西南能矿建筑工程有限公司,贵州 贵阳 550018)
0 引言
钢筋滚轧直螺纹接头的直螺纹是现场滚轧加工,问题较多。钢筋直螺纹滚丝机和套筒由工厂制造,也不免会存在潜在质量问题。另,由于施工班组及操作工人没有经过很好培训,质量管理亦比较松散,不随机截取试件,让班组或操作工人自行送试件等现象时常发生,引发钢筋滚轧直螺纹接头质量问题,留下质量安全隐患。
1 擅自加大滚丝轮锥度
有的钢筋丝头加工班组为加快速度,在钢筋滚轧直螺纹时、或与套筒连接安装时比较轻松、速度快,不顾接头后会产生严重的质量问题,擅自要求钢筋直螺纹滚丝机生产厂家将三轴滚丝轮的锥度(滚丝轮中径和大径锥度)调大(见图 1),导致钢筋直螺纹锥度加大,如图 2 所示。个别厂家为促销和经济利益,放弃制造标准规定的原则,满足了班组要求(详见本文第 8 章工程实例)。这种班组擅自加大滚丝轮锥度的行为十分隐蔽,施工、监理单位质量管理人员一般很难发现。一台滚丝机一旦被改造,在它使用寿命期内会一直产出不合格产品。

图1 三轴滚丝轮位置
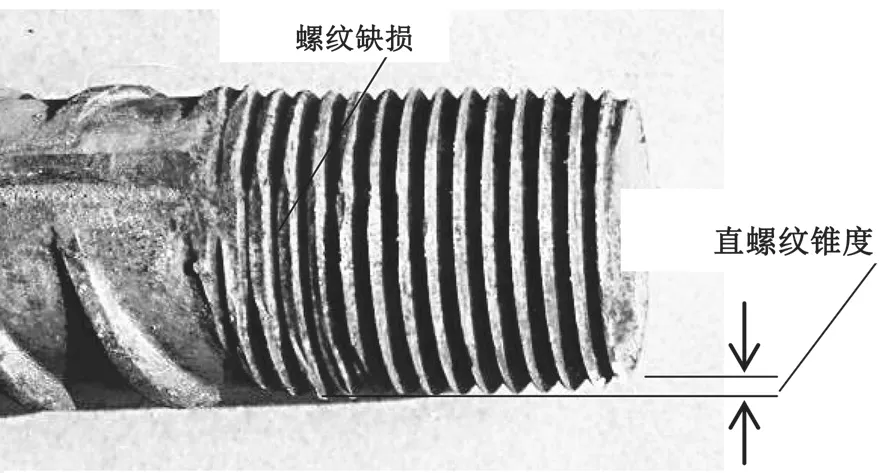
图2 钢筋直螺纹锥度
治理措施:滚丝轮是滚丝机的关键零件,滚丝轮锥度不允许擅自随意增大。滚丝轮锥度应符合 GB/T 971-2008《滚丝轮》表 9 有关规定。
1.1 “接头技术提供单位”
指套筒、滚丝机生产厂家,是经质量认证机构认证、到质量技术监督局备案,具有技术质量管理能力的供应单位。见 JGJ 107-2016《钢筋机械连接技术规程》(以下简称“JGJ 107-2016”)第 7.0.1 条。
1.2 考核“接头技术提供单位”
施工单位和班组认真考核确认接头技术提供单位(厂家)套筒及配套设备后,就不能随意更换配套设备,更不能擅自加大滚丝轮锥度。施工、监理单位质量管理人员对班组自购的设备要检查控制。
1.3 滚丝轮应及时更换
滚丝轮滚轧 1 500 个左右钢筋丝头后,牙形会磨损,滚轧出的钢筋丝头螺纹会缺损,就应该及时更换新的滚丝轮,调试好钢筋直螺纹滚丝机,用专用直螺纹量规检测钢筋丝头达到合格为准。
2 钢筋丝头(有效螺纹长度)过短或过长
图 3 所示的同一套筒长度 61 mm,钢筋丝头应该从两端各能拧入 30.5 mm,但左端钢筋丝头拧紧后,右端钢板尺还能插入 40 mm,说明左端钢筋丝头短了 9.5 mm,有效螺纹段长度不够。如果左端、右端的钢筋丝头都短了 9.5 mm(套筒内有 19 mm 是空的),这样的钢筋滚轧直螺纹接头试件抗拉试验很难合格。
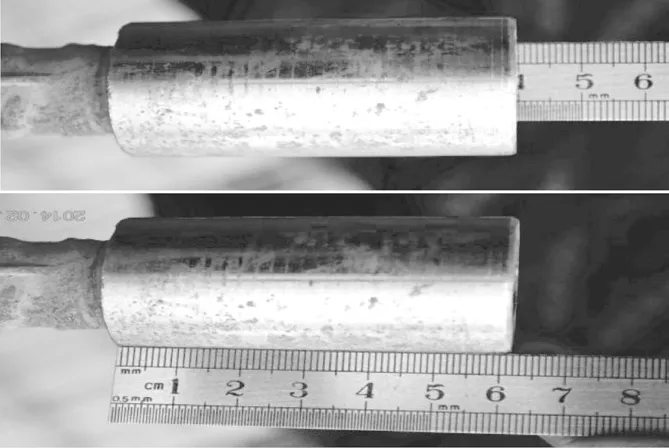
图3 钢筋丝头过短或过长
主要原因:现场钢筋两端滚丝加工时,钢筋丝头长度没有按对应套筒长度的 1/2 控制,导致钢筋丝头长度有的过短、有的过长。采取质量控制如下。
按 JGJ 107-2016 第 6.3.1 条要求,安装后的钢筋丝头应在套筒中央位置互相顶紧,接头的单侧外露螺纹不宜超过 2 p(p 为螺距)。操作工人必须在钢筋直螺纹滚丝机上通过滚丝试验、与套筒连接试验,才能正确设定钢筋丝头长度。
每个工作台班,或每更换一个钢筋滚丝机操作工人,或每次更换钢筋直径,都要检查钢筋丝头(有效螺纹长度)的行程限位机构(定位盘)调试是否准确。钢筋丝头加工长度要求正偏差,保证丝头在套筒内互相顶紧,以减少残余变形。
3 现场“接头工艺检验”走形式
部分施工单位质量管理人员存在侥幸心理,以包代管,不重视“接头工艺检验”,放松了对班组或操作工人的管理和考核。钢筋大班长将钢筋丝头分包给加工班长,加工班长不了解接头工艺检验重要性,忙于赶工完成产值产量,钢筋丝头操作工人有的不固定,或没有机会参加接头工艺检验,就盲目大量加工,留下钢筋接头质量隐患造成损失。
施工现场“接头工艺检验”是必须事先完成的项目,见 JGJ 107-2016 第 6.1.2 条。施工、监理单位质量管理人员,在对进场钢筋与接头加工工艺适应性不了解的情况下,应在接头的工艺检验合格后再开始按照合格的工艺参数进行现场钢筋的批量加工,防止盲目大量加工造成损失。在钢筋丝头滚丝加工前,必须对每个操作工人进行接头工艺检验,通过现场考核、培训,让操作工人掌握接头工艺技术,确认其制作的接头试件达到单向拉伸“极限抗拉强度”(JGJ 107-2016 第 3.0.5 条)合格要求,方准许该操作工人正式进行钢筋丝头滚丝加工。同时要求加工班组的操作工人应保持稳定。
4 没有现场随机截取钢筋滚轧直螺纹接头试件
钢筋滚轧直螺纹接头试件由班组或操作工人提供时,他们采用特别加工的钢筋丝头、用力矩搬手拧紧的试件送检,得到抗拉试验合格的报告就存在明显的欺骗性,蒙蔽了施工、监理单位的质量管理人员,使这类合格的疑似假报告一直没有被及时识别、清除,反而被认可。接头试件没有在现场随机截取,就不具备真实代表性,一些质量问题就难以及时发现,导致相应工程存在质量隐患。
必须按 JGJ 107-2016 第 7.0.7 条要求“对接头的每一验收批,应在工程结构中随机截取 3 个接头试件做极限抗拉强度试验,按设计要求的接头等级进行评定”。本文第 8 章的工程实例在工程结构中随机截取钢筋滚轧直螺纹接头试件检测,发现了多种质量问题,证明 JGJ 107-2016 规定具有科学预见性和强制性,应该严格执行。注意钢筋滚轧直螺纹接头试件应在施工、监理单位质量管理人员见证下,在施工现场随机截取、见证送检、试验并记录,确保试验报告具有真实代表性。
随机截取试件方法:施工、监理单位质量管理人员见证,根据混凝土结构工程划分的施工段、检验批,对每层的梁或每层的柱,分别计算出钢筋滚轧直螺纹接头试件数量,确定每个检验批应随机截取的试件组数,按每个检验批分布的施工面,大致均匀分布来确定随机截取试件的位置。
5 缺乏套筒质量及钢筋丝头质量的检测手段
套筒可随意在市场上购买或向厂家订购。有的由施工单位采购,但施工现场没有配备专用“套筒内螺纹量规”进行质量检测验收,无法识别所购套筒是国标产品(符合国家标准)、还是非标产品(不符合国家标准),多凭套筒(连接件)产品合格证购买,没有拿到JGJ 107-2016 第 7.0.1 条要求“接头技术提供单位提交”的“有效型式检验报告”“连接件原材料质量证明书”。还有施工单位将套筒、钢筋丝头加工全部发包给班组,由他们低价购进套筒,其套筒质量检测验收更是流于形式。
钢筋丝头是在施工现场由班组或操作工人自行加工,JGJ 107-2016 第 6.2 节要求用“专用直螺纹量规”自行检测 10 %。由于有不少班组没有专用直螺纹量规,操作工人没有钢筋丝头精度和自检意识。施工、监理单位虽有质量要求,但检测意识不强,也缺乏专用直螺纹量规,没有进行实际检测,钢筋丝头质量监督管理常常失控,必须加以治理。
5.1 检查套筒质量证明文件
质量证明文件是指套筒生产厂家随着每批产品提供的钢筋接头有效型式检验报告、连接件原材料质量证明书和套筒产品合格证。要注意防止钢筋接头型式检验报告与施工现场接头质量严重脱节情况。
为加强套筒内螺纹尺寸质量检验,建议施工、监理单位质量管理人员在套筒进场时进行随机抽样,用专用“套筒内螺纹量规”(塞通规+塞止规)进行检验,如图 4 所示。实际量测套筒内螺纹,其塞通规应能顺利旋入,塞止规旋入长度不能超过 3 p(p 螺距),如图 5 所示。建议每个检验批 500 个抽检不少于 5 %,合格率不少于 95 %。

图4 套筒内螺纹量规
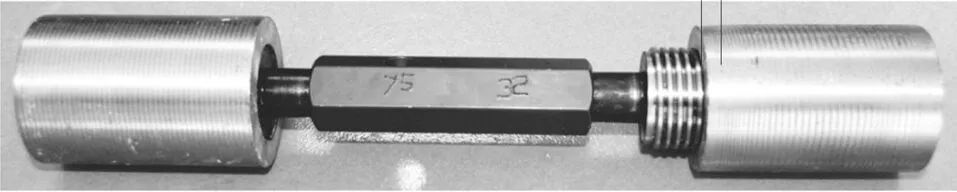
图5 套筒质量检验实况
5.2 钢筋丝头检验
钢筋丝头检验是施工现场控制钢筋丝头加工尺寸和螺纹质量的重要工序。钢筋丝头应采用“专用直螺纹量规”(环通规+环止规)检验:环通规(规程称通规)应能顺利旋入并达到要求的拧入钢筋丝头长度,环止规(规程称止规)旋入钢筋丝头不得超过 3 p,如图 6 所示。钢筋丝头质量检测实况如图 7 所示。“专用直螺纹量规”应由接头技术提供单位提供(见 JGJ 107-2016 条文说明 6.2.1)。
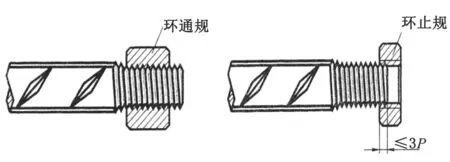
图6 钢筋丝头检验图
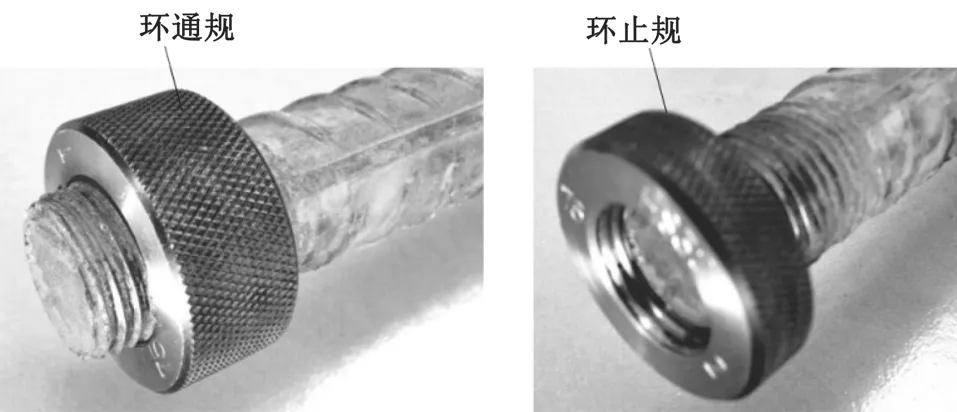
图7 钢筋丝头质量检测实况
5.3 钢筋丝头加工质量
操作工人每加工 10 个丝头,用环通规、环止规检查一次。但仅靠操作工人自检或班组互相检查实际很难做得到。应该由施工、监理单位质量管理人员在加工现场随机抽取钢筋丝头检验,才能及时发现质量问题,督促整改合格。建议班组或操作工人自行检查钢筋丝头 5 %,施工单位质量管理人员随机抽取检验钢筋丝头 5 %。检验合格率不应少于 95 %。
5.4 “专用直螺纹量规”
“专用直螺纹量规”是精密的螺纹检测量规,用于检测螺纹的极限大径值和极限小径值。使用螺纹环止规,力度不能大,用力过大会导致专用螺纹量规失去精度而报废。正确使用方法:用拇指和食指轻轻夹持螺纹环止规以刚好能转动的力度为准,旋入不超过 3 p。使用环通规时,五指持握掌心悬空,五指轻轻用力旋转,环通规能自由通过螺纹。符合的两项均可判为合格。
6 钢筋滚轧直螺纹接头安装问题
钢筋滚轧直螺纹接头安装现场,存在没有用专用力矩扳手拧紧,或拧紧力矩达不到 JGJ 107-2016 表 6.3.1 的最小拧紧扭矩值规定,随机截取接头试件极限抗拉强度和单向拉伸残余变形检验不合格。究其原因是施工单位对现场安装操作工人没有认真培训、考核,操作工人只用管钳搬手拧紧接头。有的钢筋丝头没有在套筒中心顶紧,没有用专用力矩扳手拧紧,或拧紧力矩达不到最小拧紧扭矩值。
6.1 加强质量管理
施工、监理单位质量管理人员应掌握 JGJ 107-2016 钢筋滚轧直螺纹接头现场连接安装工艺要求,对现场安装操作工人进行认真培训、考核合格后上岗。
6.2 现场接头安装步骤
第一步,一端钢筋丝头拧到套筒中心;第二步,管钳夹紧固定套筒中心,另一端钢筋丝头拧入套筒到中心顶紧;第三步,一人保持管钳夹紧固定套筒中心,另一人用力矩扳手拧紧两端钢筋丝头,达到最小拧紧扭矩值。拧紧力矩合格的接头必须立即用油漆做上标志,防止漏检。
7 质量管理与问题处理
施工、监理单位质量管理人员,应在钢筋滚轧直螺纹接头安装完成后,现场全程旁站见证、随机截取钢筋滚轧直螺纹接头试件、编号送检并旁站试验过程,记录力学性能试验数据,判断是否合格。
对钢筋骨架上被随机截取钢筋滚轧直螺纹接头试件的部位,用同牌号、同直径钢筋绑扎搭接连接。对出现不合格试件的施工现场,应采取补强措施。
8 工程实例
某超高层写字楼混凝土结构工程,设计要求混凝土筏板基础、框架柱和梁的纵向钢筋采用钢筋滚轧直螺纹接头。施工、监理单位质量管理人员,第一次对筏板基础钢筋滚轧直螺纹接头随机截取试件,做单向抗拉试验不合格。要求班组用力矩扳手拧紧钢筋滚轧直螺纹接头,达到最小拧紧扭矩值。第二次对筏板基础纵向钢筋 Φ25 钢筋滚轧直螺纹接头随机截取试件,如图 8 所示,做单向抗拉试验仍不合格。认真查找分析问题原因,采取下列整改措施。

图8 随机截取试件
8.1 补强不误工期
对已经安装的筏板纵向钢筋滚轧直螺纹接头,按单向抗拉试验报告,钢筋滚轧直螺纹接头的拉力差多少补多少,如在每个Φ25 钢筋滚轧直螺纹接头处补强 1Φ12 钢筋,如图 9 所示。
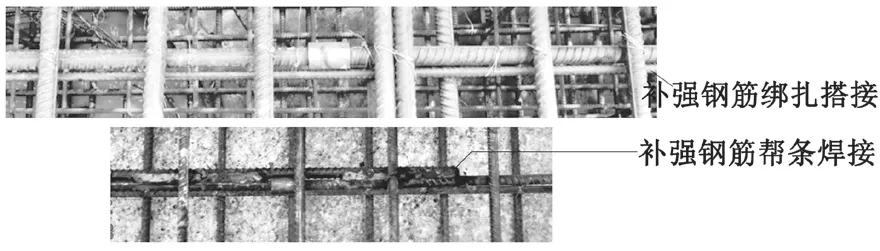
图9 套筒连接接头拉力补强 1Φ12
8.2 补强费用处罚
班组无视接头加工安装质量规定,造成质量事故及经济损失,应负主要责任,罚班组承担全部钢筋滚轧直螺纹接头补强费用。
8.3 专用量规检测
施工单位新购两套专用量规(套筒内螺纹量规、直螺纹量规),检测后续加工安装的钢筋套筒、钢筋丝头质量,同时另购两把力矩搬手检测拧紧扭矩值。
新购两套专用量规进场后,一套给加工安装班组自检钢筋套筒、钢筋丝头质量,另一套施工、监理单位质量管理人员作随机检测钢筋套筒、钢筋丝头质量用。
第三次对混凝土框架柱、梁结构的纵向钢筋滚轧直螺纹接头随机截取试件,如图 10 所示,做单向抗拉试验仍不合格,问题原因究竟在那里?
8.4 真相追踪
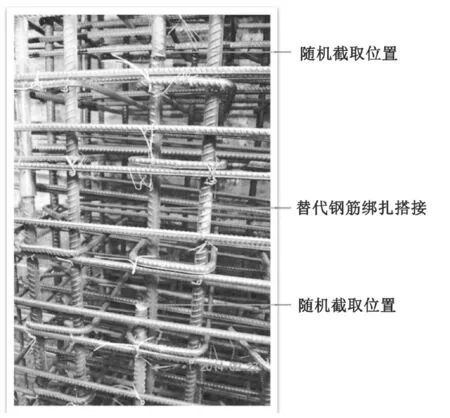
图10 纵向钢筋滚轧直螺纹接头随机截取
施工单位新购专用量规检测钢筋丝头,确认钢筋丝头加工质量不合格。通过向加工班组长了解可能与生产厂家加工钢筋丝头快,接头安装速度过快有关。
经历三次现场钢筋滚轧直螺纹接头随机截取试件,做单向抗拉试验都不合格,最后用专用量规检测钢筋丝头才查出质量问题根源。可见当前建筑市场层层转包、以包代管、工程质量控制之难。
9 结语
钢筋滚轧直螺纹接头质量控制需要施工、监理单位责任担当,按照国家现行标准 JGJ 107-2016《钢筋机械连接技术规程》规定,落实“接头工艺检验”考核,抓好套筒质量验收,抓好现场钢筋丝头加工及安装质量检测,坚持见证随机截取试件和检测过程,才能确保钢筋滚轧直螺纹接头隐蔽工程质量合格。发现质量问题,必须查清原因,采取补强措施,对责任人据实处罚。
猜你喜欢
河北青年管理干部学院学报(2022年6期)2022-12-06 02:18:52
结构工程师(2022年2期)2022-07-15 02:25:22
制造技术与机床(2017年10期)2017-11-28 05:23:55
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
文体用品与科技(2016年22期)2016-03-14 02:11:54
人间(2015年10期)2016-01-09 13:12:54
中国塑料(2015年9期)2015-10-14 01:12:34
有色金属加工(2014年1期)2014-09-19 10:29:06