
薄壁滚筒零件胀紧装置的设计
2020-09-29 10:28黄立平朱学超
机械制造 2020年9期
□ 顾 星 □ 黄立平 □ 朱学超
1.苏州职业大学 机电工程学院 江苏苏州 2151042.苏州三光科技股份有限公司 江苏苏州 215002
1 设计背景
不同类型的薄壁滚筒零件应用广泛,但要加工好薄壁滚筒零件却并不简单。无论是车削加工、铣削加工还是磨削加工,遇到薄壁类零件时,在加工工艺方面要考虑的因素都比较多,特别是对高精度薄壁滚筒类零件而言。这类零件一般具有尺寸大、壁薄、尺寸精度高、表面粗糙度值低、滚动精度高等特点,因此在加工时,应用通用的装夹和加工方法很难满足加工要求。考虑到这类零件的结构特点,既要提高加工效率,又要降低生产成本,满足加工精度要求,就必须为不同的薄壁滚筒零件设计特定的夹紧定位装置。笔者设计了薄壁滚筒零件胀紧装置,用于薄壁滚筒零件的加工。
2 夹持工艺分析
薄壁滚筒零件如图1所示。
由于零件的壁比较薄,因此用常规的装夹方法很容易使零件产生变形。如果使用常规的卡盘装夹,即使不考虑零件变形,由于装夹部分的干涉,也无法使零件一次加工完成,这样零件的加工精度和表面质量就无法得到保障。在实际生产过程中,通常要求精度要求较高的薄壁滚筒零件能够在一次装夹定位的情况下完成车削加工和表面磨削加工,以保证零件的尺寸精度和形状精度满足要求。
▲图1 薄壁滚筒零件
3 胀紧装置工作原理
为了满足高精度薄壁滚筒零件的加工要求,消除和控制零件加工过程中的变形,笔者设计了一种薄壁滚筒零件胀紧装置。
薄壁滚筒零件胀紧装置如图2所示。胀紧装置外形为圆柱形,以芯轴为基准零件,将固定顶块、浮动顶块、活动顶块、胀紧块等零件按序串联在一起,通过螺母固定在芯轴上。
薄壁滚筒零件胀紧装置内部结构如图3所示。胀紧装置以芯轴为基准零件,以芯轴上依次安装固定顶块、浮动顶块、活动顶块、垫圈、螺母,连杆固定销、连杆、胀紧块固定销将胀紧块、固定顶块及活动顶块连接在一起。整个胀紧装置结构简单清晰,使用时通过调节螺母来控制胀紧块的胀缩,达到胀紧滚筒零件的功能,操作方便,作用力可控。
薄壁滚筒零件胀紧装置工作状态如图4所示。在使用时,用机床主轴夹紧机构夹住芯轴左侧圆柱,将薄壁滚筒零件套入胀紧装置,再用机床顶尖顶住芯轴顶尖孔。调节螺母,以推动活动顶块和浮动顶块轴向移动。在活动顶块、固定顶块、浮动顶块斜面的相互作用下,胀紧块沿径向运动,直至将薄壁滚筒零件胀紧,然后可以对薄壁滚筒零件进行粗加工。
粗加工完成后,薄壁滚筒零件与胀紧装置一起取下,放置在精密机床上进行精加工,这样做不但避免了薄壁滚筒零件的重复定位装夹,而且实现了不同机械加工工序之间的切换,保证了薄壁滚筒零件的加工精度和表面质量。
4 胀紧装置部件
胀紧块如图5所示。胀紧块带有圆弧工作面,弧度与薄壁滚筒零件内壁圆弧面弧度一致。胀紧块有左右两个对称的胀紧块斜面,整个胀紧块成V字形结构。胀紧块还设有固定销孔,用于固定胀紧块的位置。

▲图2 薄壁滚筒零件胀紧装置
▲图3 薄壁滚筒零件胀紧装置内部结构
▲图4 薄壁滚筒零件胀紧装置工作状态
▲图5 胀紧块
固定顶块与活动顶块如图6所示。固定顶块与活动顶块结构尺寸完全一致,圆周方向设有均布的四个连杆固定销孔、顶块斜面和连杆安装槽。

▲图6 固定顶块与活动顶块
浮动顶块如图7所示。浮动顶块为左右对称结构,左右两边均设有四个在圆周方向均布的顶块斜面。浮动顶块安置在固定顶块和活动顶块之间。
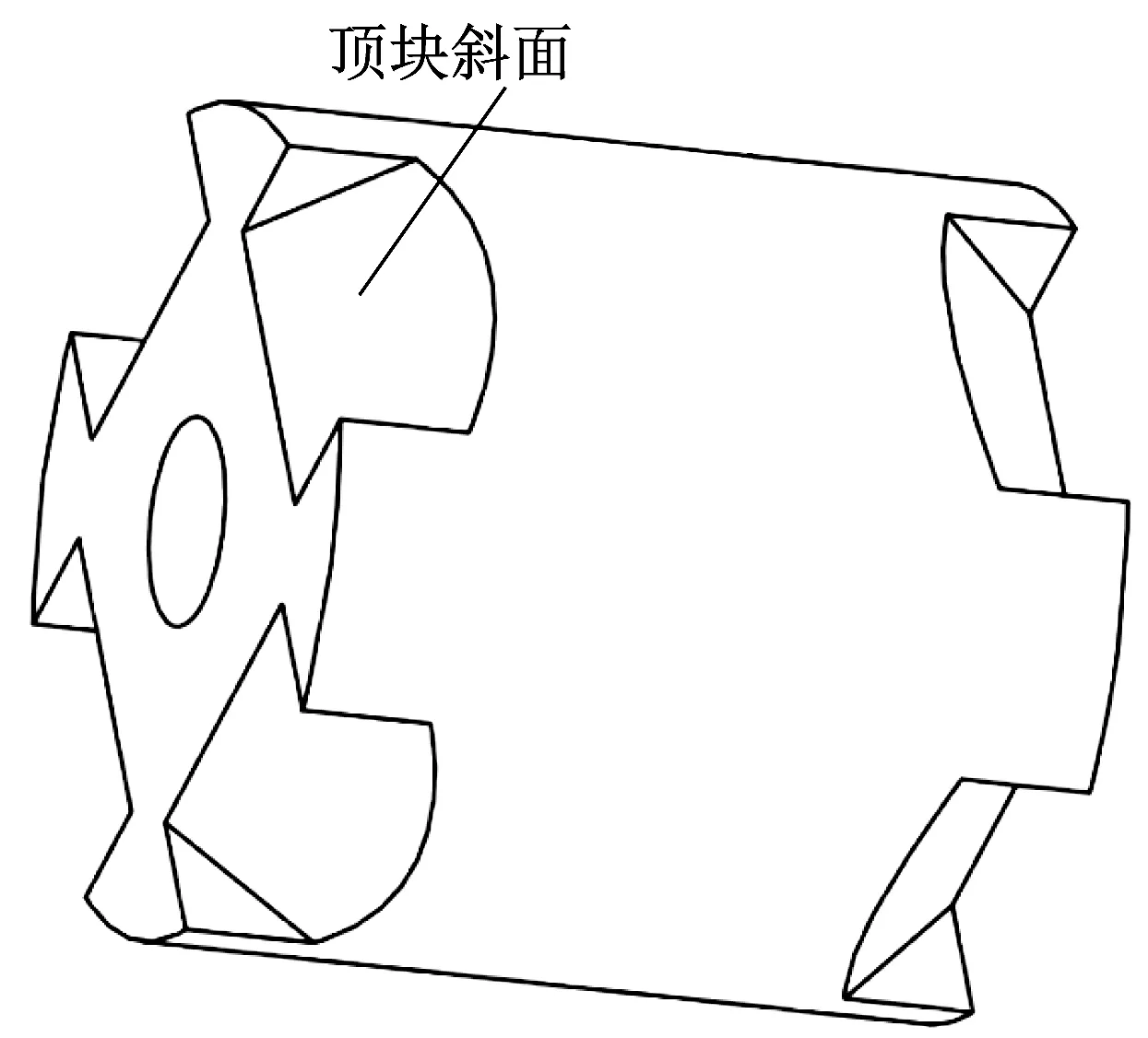
▲图7 浮动顶块
连杆如图8所示。连杆设有连杆腰圆槽和连杆固定销孔,用于连接固定顶块、活动顶块和胀紧块,并保证胀紧块能在各个顶块的作用下升起和落下。
以固定顶块为例,顶块与胀紧块的连接如图9所示。固定顶块、活动顶块、胀紧块通过连杆、连杆固定销和胀紧块固定销连接在一起,固定顶块、活动顶块斜面与胀紧块斜面完全接触。在胀紧装置上,胀紧块斜面还同时与浮动顶块斜面完全接触。当活动顶块作轴向运动时,由于各斜面的作用,可以将胀紧块顶起。胀紧块落下时,胀紧块固定销在连杆腰圆槽中滑动,以配合胀紧块的运动。

▲图8 连杆
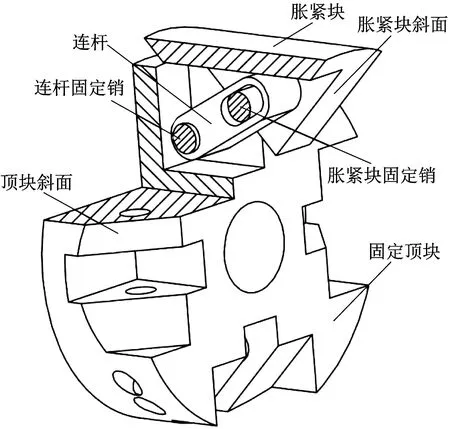
▲图9 固定顶块与胀紧块连接
芯轴如图10所示。芯轴是将各个顶块串联起来的零件,左端为圆柱体,便于进行机械装夹。芯轴右侧设有螺纹,右端面设有标准芯轴顶尖孔,采用这种一夹一顶的常规装夹方法,就可以方便地在不同的加工设备上进行切换、流转和反复装夹。

▲图10 芯轴
5 胀紧装置特点
所设计的薄壁滚筒零件胀紧装置具有以下特点:
(1) 整个胀紧装置使用时为一夹一顶的装夹方式,在通用切削工艺中既可以保证零件的加工精度,又可以在不同的设备上进行流转使用,避免产生加工累积误差;
(2) 胀紧装置采用螺纹连接产生轴向推力,推力稳定、可靠、可调;
(3) 胀紧块使用对称双斜面,将轴向推力转换为径向推力,同时可以保证胀紧块径向运动时的平稳性和可靠性;
(4) 胀紧块表面圆弧和薄壁滚筒零件内表面圆弧弧度相同,胀紧时完全贴合,保证最稳定的贴合力,同时不会造成薄壁滚筒零件变形,有效控制零件的加工精度;
(5) 胀紧块为V字形结构,从初始位置到胀紧位置径向运动距离大,可适用于滚筒口有边缘加强筋的薄壁滚筒零件;
(6) 连接胀紧块的连杆一端为腰圆槽结构,胀紧块进行径向运动时胀紧块固定销可以在腰圆槽内滑动,保证胀紧块顺利完成径向运动,同时连杆可以进行圆弧摆动;
(7) 薄壁滚筒零件较长时,可以增加浮动顶块和胀紧块的数量,组合扩展方便,且原理与工艺不变。
6 结束语
笔者为加工薄壁滚筒零件设计了一种胀紧装置,解决了薄壁滚筒零件在加工过程中的夹紧定位问题。这一胀紧装置结构简单,使用方便,能够为薄壁滚筒零件加工时在不同工序之间切换流转提供重复定位精度保障,从而保证零件的尺寸精度和形状精度。经生产试验和验证,这一胀紧装置满足生产要求。
猜你喜欢
中学生数理化·八年级物理人教版(2021年6期)2021-11-22
中学生数理化(高中版.高考理化)(2021年3期)2021-05-21
中学生数理化·高一版(2021年2期)2021-03-19
上海金属(2020年5期)2020-09-26
制造技术与机床(2018年12期)2018-12-23
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22
装备制造技术(2015年7期)2015-02-20
新高考·高一物理(2014年4期)2014-09-17
中国重型装备(2013年3期)2013-11-18
